制芯工艺参数监控记录表
- 格式:doc
- 大小:63.00 KB
- 文档页数:4
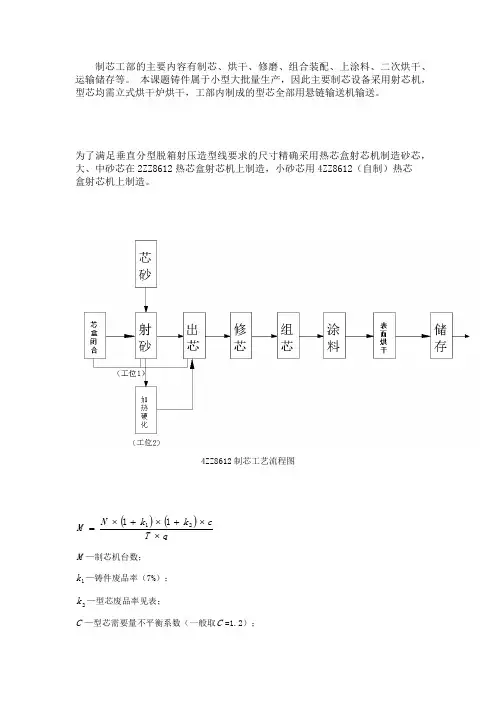
制芯工部的主要内容有制芯、烘干、修磨、组合装配、上涂料、二次烘干、运输储存等。
本课题铸件属于小型大批量生产,因此主要制芯设备采用射芯机,型芯均需立式烘干炉烘干,工部内制成的型芯全部用悬链输送机输送。
为了满足垂直分型脱箱射压造型线要求的尺寸精确采用热芯盒射芯机制造砂芯,大、中砂芯在2ZZ8612热芯盒射芯机上制造,小砂芯用4ZZ8612(自制)热芯盒射芯机上制造。
4ZZ8612制芯工艺流程图()()qT ck k N M ⨯⨯+⨯+⨯=2111M —制芯机台数;1k —铸件废品率(7%);2k —型芯废品率见表;C —型芯需要量不平衡系数(一般取C =1.2);N—全年在该机上制造的型芯盒数;T—制芯机年时基数(时)见表;q—制芯机的实际生产率(盒/时)见表。
表不同制芯方法的型芯废品率(2k)制芯方法壳芯机射芯机震实制芯机手工制芯废品率k2(%) 3~5 5~7 8~10 5~8表制芯机年时基数序号设备类型工作班次全年工作日每班工作小时数全年时间损耗年时基数备注一班制二班制三班制一班制二班制三班制包括铸造车间一切设备1 机器设备1、2、336 8·8·6.5 4 6 8 2350 4600 6300表国产热芯盒射芯机技术参数名称单位制芯机型号ZZ8612砂芯最大重量公斤12加热板尺寸(长×宽)毫米450×(200~300)芯盒最大尺寸(长×宽)毫米450×300高毫米400工作台升降行程毫米100工作台顶升力公斤3690电热棒耗热电量千瓦8.4 16.8压缩空气压力公斤/厘米2 6每芯自由空气消耗量米30.07电机功率千瓦0.4总进气管直径英寸3/4外形尺寸长毫米1820宽毫米1590高毫米2450机器重量公斤1800生产率盒/时90制芯机计算。
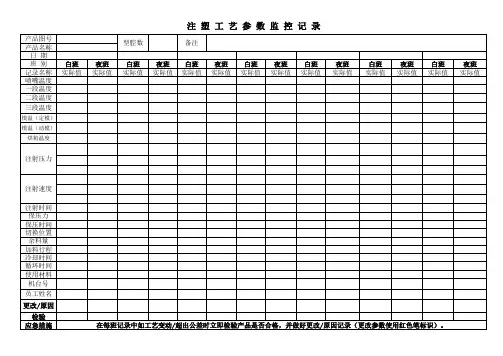

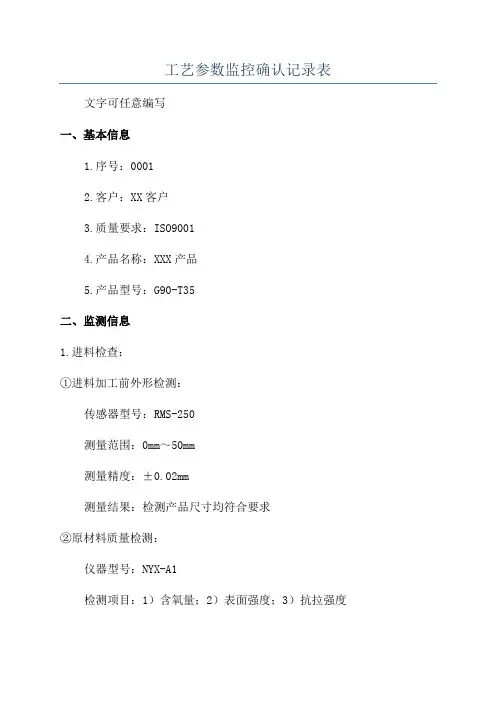
工艺参数监控确认记录表文字可任意编写
一、基本信息
1.序号:0001
2.客户:XX客户
3.质量要求:ISO9001
4.产品名称:XXX产品
5.产品型号:G90-T35
二、监测信息
1.进料检查:
①进料加工前外形检测:
传感器型号:RMS-250
测量范围:0mm~50mm
测量精度:±0.02mm
测量结果:检测产品尺寸均符合要求
②原材料质量检测:
仪器型号:NYX-A1
检测项目:1)含氧量;2)表面强度;3)抗拉强度
检测结果:1)含氧量:19.8%;2)表面强度:485MPa;3)抗拉强度:450MPa
结果判断:检测结果均符合要求合格
2.加工工艺参数:
机床型号:VD650E
加工参数:
(2)主轴功率:3kW
(3)主轴扭矩:1.68KN.M
(4)最大振动力矩:0.0045KN.M
(5)主轴偏移:0.0045mm
(6)自动进给:5mm/min
(7)自动返回:5mm/min
(8)保压力:0.9KN
(9)保压温度:80℃
(10)进刀量:0.02mm
(11)刀具尺寸:3mm
结果判断:符合要求,加工技术参数合格
3.加工工艺检测:
仪器型号:RMS-250
测量范围:0mm~50mm。
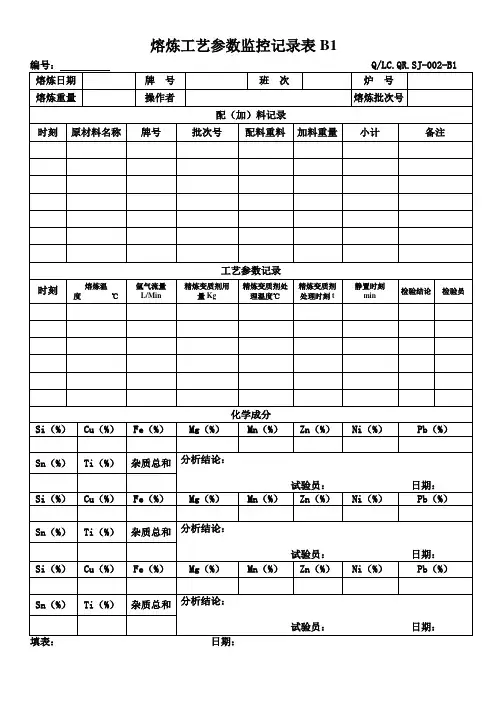
制芯工艺参数监控记录表
制芯工艺参数监控记录表-B2
制芯工艺参数监控记录表
编号:Q/LC.QR.SJ-002-B2
砂芯名称型号规格制芯日期班次生产数量
机台号模具号操作者砂芯批次号
原材料记录
时间原材料名称型号规格批次号重量时间原材料名称型号规格批次号重量
工艺参数记录
时间射芯压力
MPa
管道压力
MPa
砂心模温
度℃
合模压力
MPa
固化时间
min
检验结论检验员备注
检验记录
序号检验项目技术要求检验数量实测数据单项判定备注
检验结论:
检验员:日期:。