03-常见制品缺陷及产生原因
- 格式:ppt
- 大小:252.00 KB
- 文档页数:1

常用塑料名称及英文代号
随着塑料应用范围的不断扩大,工程塑料和通用塑料之间的界线越来越难分。
例如:聚氯乙烯(PVC)作为耐腐蚀材料已大量用于化工机械中,按用途分它又属于工程塑料。
1)脱模斜度:一般情况下脱模斜度取0.5º,最小为15´--20´。
各种塑料的脱模斜度
模斜度时应注意如下原则:
1)在满足制件尺寸公差要求的前提下,脱模斜度可取得大一些,这样有利于脱模。
2)在塑料收缩率大的情况下应选用较大的脱模斜度。
热塑性塑料的收缩率一般较热固性大,故脱模斜度也相应大一些。
3)当制品辟厚较厚时,因成型时制品的收缩量大,故也应选用较大的脱模斜度。
4)对于较高、较大的制品,应选用较小的脱模斜度。
5)对于高精度的制品,应选用较小的脱模斜度。
6)只是在制品高度很小时才允许不设计脱模斜度。
7)如果要求脱模后制件保持在型芯一边,可有意将制件内表面的脱模斜度设计得比外表面的小。
8)取斜度的方向一般内孔以小端为基准,斜端由扩大方向取得,外形以大端为基准,斜度由缩小方向取得。
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。

塑料件常见缺陷及对策手册塑料制品在工业和日常生活中都有广泛应用。
随着塑料制品的广泛使用,塑料件常见的缺陷也越来越受到关注。
常见的塑料件缺陷包括气泡、熔融线、翘曲、热缩孔、裂纹、熔融不足等,这些缺陷严重影响了塑料件的使用性能和外观质量。
下面将从缺陷发生的原因和对策两个方面来一一介绍。
1.气泡气泡是在塑料制品制造过程中产生的最常见的缺陷之一。
主要原因是在注塑过程中,熔融态塑料中含有空气或其他异物,当熔融塑料凝固时,会形成气泡,严重时甚至会导致产品损坏。
解决办法是在注塑模具中设置清洗口,并定期清理注塑模具,确保模具内表面光洁无异物。
2.熔融线熔融线是在注塑过程中出现的一种缺陷。
它是由于在注塑机注入熔融塑料时,熔融塑料在填充模具时未完全融合,形成熔融线。
解决办法是对注塑机进行调整,增加熔融塑料的持续时间,同时提高注塑机的压力和温度,确保熔融塑料充分融合。
3.翘曲翘曲是在塑料制品制造过程中出现的一种缺陷。
主要原因是由于注塑模具在生产过程中所用材料强度不足,模具结构设计问题或模具温控不合理。
解决办法是尽可能使用高强度、高硬度的模具材料,并且合理设计模具结构以充分考虑产品的翘曲性,并控制模具温度。
4.热缩孔热缩孔是在塑料制品制造过程中产生的一种缺陷,主要是由于在注塑模具中熔融塑料在凝固过程中由于收缩所产生的孔洞。
解决办法是在注塑模具中设置充气孔,确保熔融塑料能够充分填充模具,减少热缩孔。
5. 裂纹裂纹是在塑料制品制造过程中出现的一种缺陷。
主要原因是由于注塑模具的温度过高或者注塑机的压力过大,在熔融塑料凝固之前就引起了裂纹。
解决办法是控制模具温度和注塑机压力,确保熔融塑料能够充分填充模具,减少裂纹。
6. 熔融不足熔融不足是在塑料制品制造过程中出现的一种缺陷。
主要原因是在注塑模具中填充熔融塑料时,填充不均匀或填充量不足,导致塑料制品没有完全充满模具。
解决办法是控制注塑机的压力和温度,确保熔融塑料能够充分填充模具,减少熔融不足。

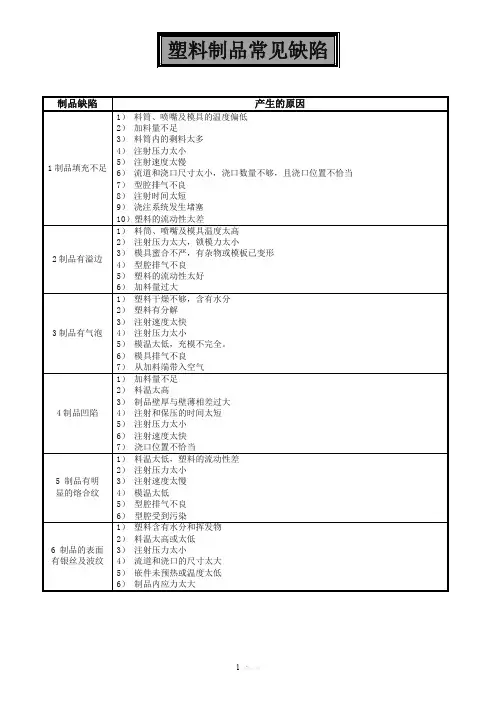
注塑件常见缺陷及原因注塑件常见缺陷包括飞边、欠注、翘曲、黑点、气泡、起皮、焦痕、龟裂、色差、脆化、喷流纹等。
这些缺陷的形成原因有很多,具体如下:1.飞边:模具分型面或成型区域的设计尺寸不当,注塑压力过高,注射时间过早,注射位置离口模过远,注射位置离型腔面过远或浇口过大。
2.欠注:注塑机压力过低,注射时间过短,模具温度过低,熔体温度过高,模具浇注系统有堵塞现象。
3.翘曲:模具设计不当,冷却时间过短或过长,注塑温度或模具温度过高或过低,塑料材料的收缩率过大。
4.黑点:塑料材料中含有杂质,螺杆转速过高,螺杆温度过高,塑料受热时间过长。
5.气泡:塑料材料中含有水分或挥发物,料温过高或过低,注射压力过小,流道和浇口的尺寸过大。
6.起皮:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过小,模具温度过高或过低。
7.焦痕:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过大或过小,模具排气不良。
8.龟裂:塑料材料中水分和挥发物含量高,料温过低,注射压力过小,模具温度过低。
9.色差:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过小或过大,模具温度过高或过低。
10.脆化:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过小或过大。
11.喷流纹:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过小或过大。
此外,注塑件缺陷的形成原因还可能包括设备原因、模具设计问题、原料问题等。
解决注塑件缺陷的方法包括调整操作条件、检查设备及模具设计、更换原料等。
如何避免注塑件常见的缺陷产生,可以从以下几个方面进行改进:材料准备:设定适当的干燥条件,避免过长的干燥时间和过高的干燥温度,以免塑料内挥发物被驱离。
同时,根据产品需求选择适当的塑料材料,如高强度和热稳定性良好的塑料。
模具设计:改善模具排气系统,特别是在流动路径的末端和盲孔位置。
确保排气孔大小合适,结晶性塑料和非结晶性塑料的排气孔大小应有所区别。

注塑制品常见缺陷分析及改善措施注塑制品是一种常见的塑料制品,它被广泛应用于各个领域。
然而,由于注塑过程中存在很多因素的影响,注塑制品常常会出现一些缺陷。
本文将对常见的注塑制品缺陷进行分析,并提出相应的改善措施。
首先,短斑是指注塑制品表面上出现小块区域与周围区域颜色不一致的现象。
短斑的产生原因主要有以下几点:一是注塑过程中,塑料熔融不均匀,导致注塑制品的物理性能不一致;二是模具构造不合理,导致注射流道中存在死角或交叉断面,使得塑料无法均匀地填充模具。
改善措施包括调整注射温度和速度,提高熔融的均匀性;优化模具结构,避免死角和交叉断面的存在。
其次,气泡是指注塑制品中出现的气体囊泡。
气泡的产生原因主要有以下几点:一是塑料熔融时,吸附在塑料中的气体因温度升高而析出;二是模具内空气被困,形成气泡。
改善措施包括提高注料温度和压力,使气体充分溶解于塑料中;优化模具结构,改善气体的排除。
再次,翘曲是指注塑制品的形状不平整,出现弯曲或变形的现象。
翘曲的产生原因主要有以下几点:一是注塑过程中,注射压力不均匀,导致塑料流动不稳定;二是模具温度不均匀,导致塑料的冷却速度不一致。
改善措施包括提高注射速度和压力,增加注塑壁厚度的控制;优化模具温度控制系统,使模具温度均匀。
此外,色差是指注塑制品表面颜色不均匀的现象。
色差的产生原因主要有以下几点:一是注塑材料质量不均匀,导致色料分散不均匀;二是注塑过程中的温度和压力不稳定,使色料没有充分混合。
改善措施包括选用质量稳定的注塑材料;提高注塑温度和压力的稳定性;增加色料的溶解和混合时间。
最后,露胶是指注塑制品表面出现塑料外露的现象。
露胶的产生原因主要有以下几点:一是模具设计不合理,导致模具分离缺陷;二是注射流道中存在死角或结构不当,使得塑料无法完全填充模具。
改善措施包括优化模具设计,确保模具分离平整;优化注射流道结构,避免死角的存在。
综上所述,注塑制品的常见缺陷主要包括短斑、气泡、翘曲、色差和露胶等。