识读螺纹轴零件图(优质参照)
- 格式:ppt
- 大小:3.29 MB
- 文档页数:34


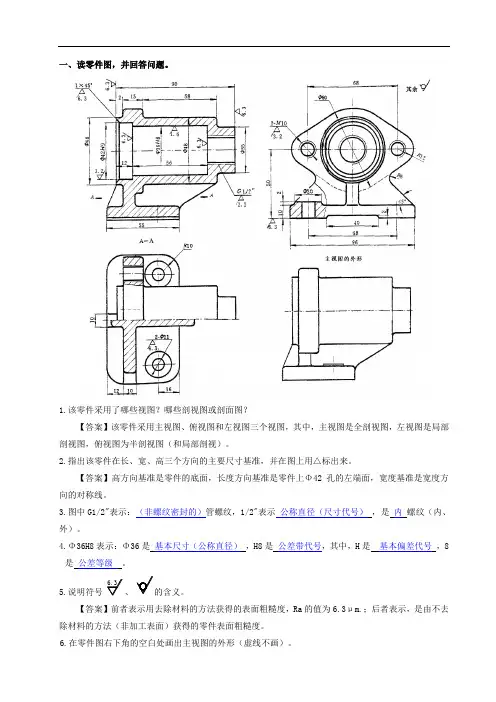
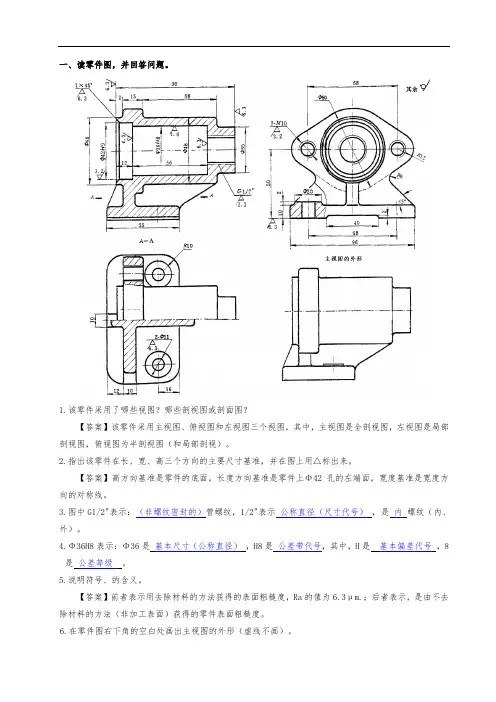
1.该零件采用了哪些视图?哪些剖视图或剖面图?【答案】该零件采用主视图、俯视图和左视图三个视图,其中,主视图是全剖视图,左视图是局部剖视图,俯视图为半剖视图(和局部剖视)。
2.指出该零件在长、宽、高三个方向的主要尺寸基准,并在图上用△标出来。
【答案】高方向基准是零件的底面,长度方向基准是零件上Φ42孔的左端面,宽度基准是宽度方向的对称线。
3.图中G1/2"表示:(非螺纹密封的)管螺纹,1/2"表示公称直径(尺寸代号),是内螺纹(内、外)。
4.Φ36H8表示:Φ36是基本尺寸(公称直径),H8是公差带代号,其中,H是基本偏差代号,8是公差等级。
5.说明符号6.3、6.3的含义。
【答案】前者表示用去除材料的方法获得的表面粗糙度,Ra的值为6.3μm.;后者表示,是由不去除材料的方法(非加工表面)获得的零件表面粗糙度。
6.在零件图右下角的空白处画出主视图的外形(虚线不画)。
1.该零件用 3 个视图进行表达,其中主视图采用了 全剖 。
2.该零件在长度方向的主要尺寸基准是 左右对称面 ;在宽度方向的主要尺寸基准是前后对称面 。
3.图中30±0.01表示:30是 基本 尺寸,其最大极限尺寸是 30.10mm ,该尺寸合格的条件是 30.10mm ≥实际尺寸≥29.90mm 。
4.解释图中2-M6-7H 的含义: 2个公称直径为6的普通粗牙螺纹,右旋,顶径和中径的公差带代号都为7H 。
5.说明符号6.3的含义。
表示用去除材料的方法获得的表面粗糙度,Ra 的值为6.3μm 。
三、装配图拆画零件图。
快速阀是用于管道截通的装置,内有齿轮齿条传运机构。
当手把13向上旋动时,齿条由于齿轮的拨动也向上移动,从而带动阀瓣5、6向上,打开阀门通道;反之,则通路截止。
阀瓣5、6由于弹簧张力紧紧压贴在阀体9内孔Φ28的凸缘上。
读懂装配图,回答问题并拆画零件图。
1.装配图中装配体的名称为 快速阀 ,装配体除了图中已标注的标准件以外共有15种个零件组成。
一、螺纹加工理论知识1. 螺纹的基本加工参数2. 螺纹起点与终点轴向尺寸由于车螺纹起始时有一个加速过程,结束前有一个减速过程。
在这段距离中,螺距不可能保持均匀,因此车螺纹时,两端必须设置足够的升速进刀段(空刀导入量)δ ,和减速退刀段(空刀导出量) σ2。
01、σ2一般按下式选取:3. 螺纹分层切削深度推荐1、大径:d 公称直径)2、中径:d2= d -2×3/8H=d -0.6495P3、牙高:h=0.6495xP4、小径:d1=D-2h=d-2x (0.6495XP )δ≥2x Pδ2≥(1~1.5二、G92 螺纹切削循环指令1. 直螺纹切削循环格式:G92 X(U)_ Z(W)_ F_ ;X(U)、Z(W):螺纹终点坐标值;F_:螺纹导程R_:圆锥螺纹切削起始点与切削终点的半径差。
注:加工圆柱螺纹时,R= 0;加工圆锥螺纹时,当X向切削起始点坐标小于切削终点坐标时,R为负,反之为正。
2. 例:试编写图所示圆柱螺纹的加工程序。
O0001T0101M03S500G00X200Z200G00X35 Z104起刀位置G92X29.2 Z53F1.5螺纹切削循环X28.6 第二刀X28.2第三刀X28.04切削到尺寸G00X200Z200 回换刀点M05M30三、相关知识1. 螺纹车刀2. 螺纹的测量与检测1)大径的测量螺纹大径的公差较大,一般可用游标卡尺或千分尺测量。
2)螺距的测量螺距一般可用金属直尺测量,可以多测量几个,以减少误差。
3)中径的测量三角形螺纹的中径可用螺纹千分尺来测量。
使用方法与一般的外径千分尺相似,有两个和螺纹牙型角相同的触头,一个呈圆锥体,一个呈凹槽。
有一系列的测量触头可供不同的牙型角和螺距选用。
测量时,螺纹千分尺的俩个触头正好卡在螺纹的牙型面上,所得的读数就是该螺纹中径的实际尺寸。
4)用螺纹环规或螺纹塞规综合检查三角螺纹。
首先应对螺纹的直径、螺距、牙形和表面粗糙度进行检查,再用环规或塞规测量螺纹的尺寸精度,即通端进而止端不进,说明螺纹精度符合要求。
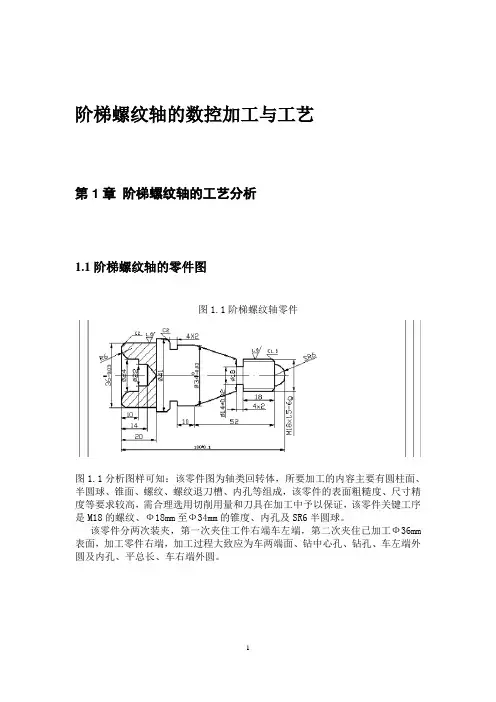
阶梯螺纹轴的数控加工与工艺第1章阶梯螺纹轴的工艺分析1.1阶梯螺纹轴的零件图图1.1阶梯螺纹轴零件图1.1分析图样可知:该零件图为轴类回转体,所要加工的内容主要有圆柱面、半圆球、锥面、螺纹、螺纹退刀槽、内孔等组成,该零件的表面粗糙度、尺寸精度等要求较高,需合理选用切削用量和刀具在加工中予以保证,该零件关键工序是M18的螺纹、Ф18mm至Ф34mm的锥度、内孔及SR6半圆球。
该零件分两次装夹,第一次夹住工件右端车左端,第二次夹住已加工Ф36mm 表面,加工零件右端,加工过程大致应为车两端面、钻中心孔、钻孔、车左端外圆及内孔、平总长、车右端外圆。
1.2毛坯的种类(1)铸件:适用于形状复杂的零件毛坯。
其方法主要是铸造。
(2)锻件:适用于强度要求高、形状比较简单的零件毛坯。
(3)型材:型材有热轧和冷拉两种。
热轧适用于尺寸较大精度较低的毛坯;冷拉适用于尺寸较小、精度较高的毛坯。
(4)焊接件:将型材或钢板等焊接成所需要的零件结构,简单方便,生产周期短,但需要经时效处理后才能进行机械加工。
1.2.1毛坯的选择原则在选择毛坯时应考虑下列因素:(1)材料和机械加工性能。
材料能否在加工设备上顺利加工决定其加工的难易程度,而在切削过程中会产生大量切削热致使工件的性能和组织发生改变。
(2)零件的结构形状和外形尺寸。
选择零件的毛坯时其大小,形状尽可能与零件图相近。
(3)生产纲领大小。
当零件产量较大时,应选择精度和生产率较高的毛坯制造方法。
(4)生产条件。
选择毛坯时,要考虑到毛坯的制造水平,设备加工精度,员工的技术水平经济性等。
(5)充分考虑利用新技术、新工艺、新材料的可能。
为节约材料和能源,发展趋势是少切屑、无切屑毛坯制造。
该零件材料为45钢、属于中小传动轴,应选用Ф45mm的圆钢做毛坯。
1.3表面加工方法的确定任何零件都是由一些简单表面如外圆、内孔、平面和成形表面等进行不同组合而形成的,根据这些表面所要求的精度和表面粗糙度以及零件的结构特点,将每一表面的加工方案确定下来,也就确定了零件的全部加工内容。
1.该零件采用了哪些视图?哪些剖视图或剖面图?【答案】该零件采用主视图、俯视图和左视图三个视图,其中,主视图是全剖视图,左视图是局部剖视图,俯视图为半剖视图(和局部剖视)。
2.指出该零件在长、宽、高三个方向的主要尺寸基准,并在图上用△标出来。
【答案】高方向基准是零件的底面,长度方向基准是零件上Φ42孔的左端面,宽度基准是宽度方向的对称线。
3.图中G1/2"表示:(非螺纹密封的)管螺纹,1/2"表示公称直径(尺寸代号),是内螺纹(内、外)。
4.Φ36H8表示:Φ36是基本尺寸(公称直径),H8是公差带代号,其中,H是基本偏差代号,8是公差等级。
5.说明符号、的含义。
【答案】前者表示用去除材料的方法获得的表面粗糙度,Ra的值为6.3μm.;后者表示,是由不去除材料的方法(非加工表面)获得的零件表面粗糙度。
6.在零件图右下角的空白处画出主视图的外形(虚线不画)。
1.该零件用 3 个视图进行表达,其中主视图采用了 全剖 。
2.该零件在长度方向的主要尺寸基准是 左右对称面 ;在宽度方向的主要尺寸基准是前后对称面 。
3.图中30±0.01表示:30是 基本 尺寸,其最大极限尺寸是 30.10mm ,该尺寸合格的条件是 30.10mm ≥实际尺寸≥29.90mm 。
4.解释图中2-M6-7H 的含义: 2个公称直径为6的普通粗牙螺纹,右旋,顶径和中径的公差带代号都为7H 。
5.说明符号的含义。
表示用去除材料的方法获得的表面粗糙度,Ra 的值为6.3μm 。
三、装配图拆画零件图。
快速阀是用于管道截通的装置,内有齿轮齿条传运机构。
当手把13向上旋动时,齿条由于齿轮的拨动也向上移动,从而带动阀瓣5、6向上,打开阀门通道;反之,则通路截止。
阀瓣5、6由于弹簧张力紧紧压贴在阀体9内孔Φ28的凸缘上。
读懂装配图,回答问题并拆画零件图。
1.装配图中装配体的名称为 快速阀 ,装配体除了图中已标注的标准件以外共有15种个零件组成。
标准件和常⽤件第三章标准件和常⽤件教学⽬标:(1)了解螺纹的规定画法及标注;(2)了解常⽤螺纹连接件的连接画法;(3)了解直齿圆柱齿轮及其啮合的规定画法;(4)了解键,销,滚动轴承,弹簧的画法。
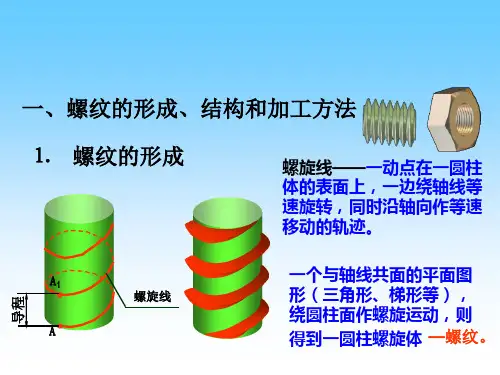
3.1螺纹和螺纹紧固件⼀、螺纹的形成、结构和要素1.螺纹的形成螺纹是在圆柱体(或圆锥体)表⾯上沿着螺旋线所形成的螺旋体,具有相同轴向断⾯的连续凸起和沟槽。
在圆柱(或圆锥)外表⾯上所形成的螺纹称为外螺纹;在圆柱(或圆锥)内表⾯上所形成的螺纹称为内螺纹。
图3-1螺纹的车削法2.螺纹的结构1.螺纹的末端为了防⽌螺纹端部损坏和便于安装,通常在螺纹的起始处做成⼀定形状的末端,如圆锥形的倒⾓或球⾯形的圆顶等,如图3-2所⽰。
图3-2螺纹的末端2.螺纹收尾和退⼑槽车削螺纹的⼑具快到螺纹终⽌处时要逐渐离开⼯件,因⽽螺纹终⽌处附近的⽛型要逐渐变浅,形成不完整的⽛型,这⼀段长度的螺纹称为螺纹收尾(图3-3)。
为了避免产⽣螺尾和便于加⼯,有时在螺纹终⽌处预先车出⼀个退⼑槽,如图3-4所⽰。
图3-3螺纹收尾图3-4 螺纹退⼑槽3.螺纹的要素⑴螺纹的⽛型在通过螺纹轴线的剖⾯上,螺纹的轮廓形,如图3-5所⽰。
常⽤的⽛型如图3-6所⽰。
图3-5 螺纹的⽛型图3-6 常⽤的⽛型2.直径其代号⽤字母表⽰,⼤写指内螺纹,⼩写指外螺纹,如图3-7所⽰。
图3-7 螺纹的⼤径和⼩径3.线数(n)单线螺纹: 沿⼀条螺旋线形成的螺纹,如图3-8所⽰;多线螺纹: 沿两条或两条以上在轴向等距分布的螺旋线所形成的螺纹,如图3-9所⽰。
图3-8单线螺纹图3-9双线螺纹4.螺距(P)和导程(L)螺距:指相邻两⽛在中径线上对应两点间的轴向距离;导程:指同⼀条螺旋线上相邻两⽛在中径线上对应两点间的轴向距离,如图3-10所⽰。
图3-10 螺纹的螺距和导程5.旋向右旋螺纹指顺时针旋转时旋⼊的螺纹,左旋螺纹指逆时针旋转时旋⼊的螺纹(图3-11)。
图3-11 螺纹的旋向只有⽛型、直径、螺距、线数和旋向均相同的内外螺纹,才能相互旋合。