识读螺纹轴零件图解析
- 格式:ppt
- 大小:2.11 MB
- 文档页数:34


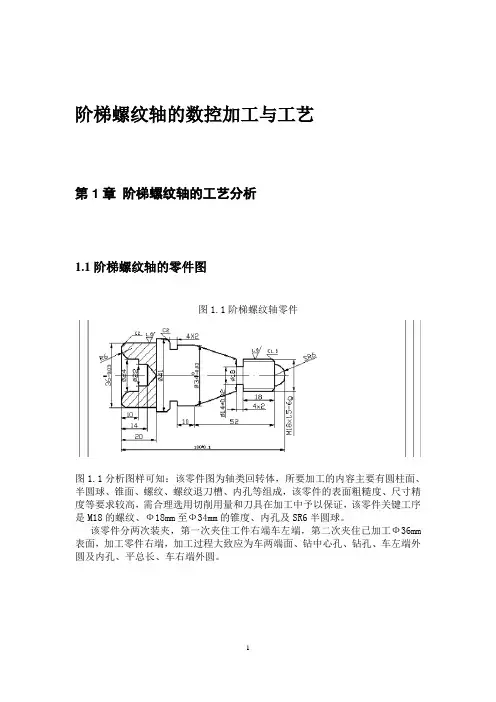
阶梯螺纹轴的数控加工与工艺第1章阶梯螺纹轴的工艺分析1.1阶梯螺纹轴的零件图图1.1阶梯螺纹轴零件图1.1分析图样可知:该零件图为轴类回转体,所要加工的内容主要有圆柱面、半圆球、锥面、螺纹、螺纹退刀槽、内孔等组成,该零件的表面粗糙度、尺寸精度等要求较高,需合理选用切削用量和刀具在加工中予以保证,该零件关键工序是M18的螺纹、Ф18mm至Ф34mm的锥度、内孔及SR6半圆球。
该零件分两次装夹,第一次夹住工件右端车左端,第二次夹住已加工Ф36mm 表面,加工零件右端,加工过程大致应为车两端面、钻中心孔、钻孔、车左端外圆及内孔、平总长、车右端外圆。
1.2毛坯的种类(1)铸件:适用于形状复杂的零件毛坯。
其方法主要是铸造。
(2)锻件:适用于强度要求高、形状比较简单的零件毛坯。
(3)型材:型材有热轧和冷拉两种。
热轧适用于尺寸较大精度较低的毛坯;冷拉适用于尺寸较小、精度较高的毛坯。
(4)焊接件:将型材或钢板等焊接成所需要的零件结构,简单方便,生产周期短,但需要经时效处理后才能进行机械加工。
1.2.1毛坯的选择原则在选择毛坯时应考虑下列因素:(1)材料和机械加工性能。
材料能否在加工设备上顺利加工决定其加工的难易程度,而在切削过程中会产生大量切削热致使工件的性能和组织发生改变。
(2)零件的结构形状和外形尺寸。
选择零件的毛坯时其大小,形状尽可能与零件图相近。
(3)生产纲领大小。
当零件产量较大时,应选择精度和生产率较高的毛坯制造方法。
(4)生产条件。
选择毛坯时,要考虑到毛坯的制造水平,设备加工精度,员工的技术水平经济性等。
(5)充分考虑利用新技术、新工艺、新材料的可能。
为节约材料和能源,发展趋势是少切屑、无切屑毛坯制造。
该零件材料为45钢、属于中小传动轴,应选用Ф45mm的圆钢做毛坯。
1.3表面加工方法的确定任何零件都是由一些简单表面如外圆、内孔、平面和成形表面等进行不同组合而形成的,根据这些表面所要求的精度和表面粗糙度以及零件的结构特点,将每一表面的加工方案确定下来,也就确定了零件的全部加工内容。
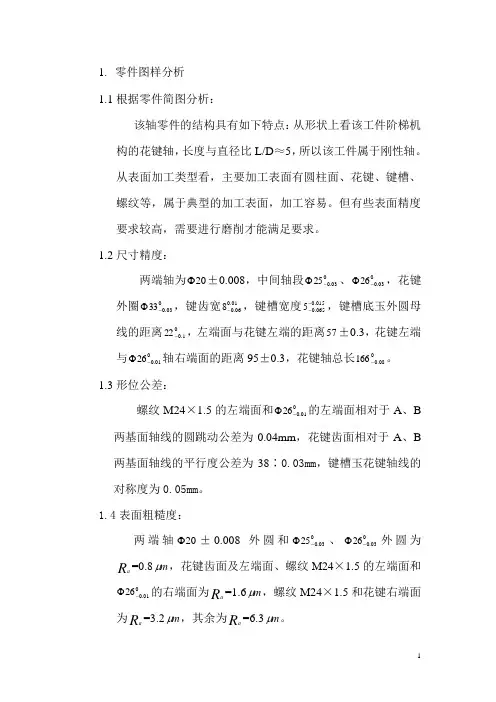
1.零件图样分析 1.1根据零件简图分析:该轴零件的结构具有如下特点:从形状上看该工件阶梯机构的花键轴,长度与直径比L/D ≈5,所以该工件属于刚性轴。
从表面加工类型看,主要加工表面有圆柱面、花键、键槽、螺纹等,属于典型的加工表面,加工容易。
但有些表面精度要求较高,需要进行磨削才能满足要求。
1.2尺寸精度:两端轴为20Φ±0.008,中间轴段003.025-Φ、003.026-Φ,花键外圈003.033-Φ,键齿宽01.006.08-,键槽宽度015.0065.05--,键槽底玉外圆母线的距离01.022-,左端面与花键左端的距离57±0.3,花键左端与001.026-Φ轴右端面的距离95±0.3,花键轴总长008.0166-。
1.3形位公差:螺纹M24×1.5的左端面和001.026-Φ的左端面相对于A 、B 两基面轴线的圆跳动公差为0.04mm ,花键齿面相对于A 、B 两基面轴线的平行度公差为38∶0.03mm ,键槽玉花键轴线的对称度为0.05mm 。
1.4表面粗糙度:两端轴20Φ±0.008外圆和003.025-Φ、003.026-Φ外圆为Ra=0.8m μ,花键齿面及左端面、螺纹M24×1.5的左端面和001.026-Φ的右端面为R a =1.6m μ,螺纹M24×1.5和花键右端面为R a =3.2m μ,其余为R a =6.3m μ。
1.5原图的错误并改正:1.9Φ。
Φ的越层槽改为192.23Φ。
Φ的螺纹退刀槽改为203.未注倒角为C1。
2零件材料分析2.1图中要求的材料为40Cr.40Cr经调制处理后,550℃~570℃回火,具有良好的综合力学性能,低温冲击性极低的缺口敏感性,淬透性良好。
油淬时可获得较高的疲劳强度,水淬时复杂形状的零件高裂纹,冷弯形塑性中等,正火或调质后,切削加工性好,但焊接性不佳,易产生裂纹,焊接前应须加热到100~150℃,一般在调质状态下使用,还可以氰化,因淬透性高于45号刚,所以还可以高频淬火处理,火焰淬火等表面硬化处理。