螺纹轴的数控编程.
- 格式:ppt
- 大小:3.11 MB
- 文档页数:21
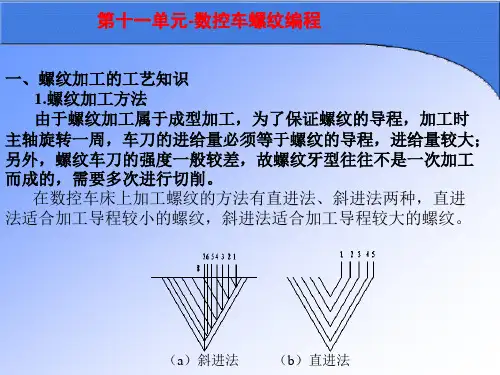
数控车床螺纹加工编程指令的应用济宁职业技术学院(山东)张玉香在目前的FANUC 和广州数控系统的车床上,加工螺纹一般可采用3 种方法:G32 直进式切削方法、G92直进式固定循环切削方法和G76 斜进式复合固定循环切削方法。
由于它们的切削方式和编程方法不同,造成的加工误差也不同,在操作使用时需仔细分析,以便加工出高精度的零件。
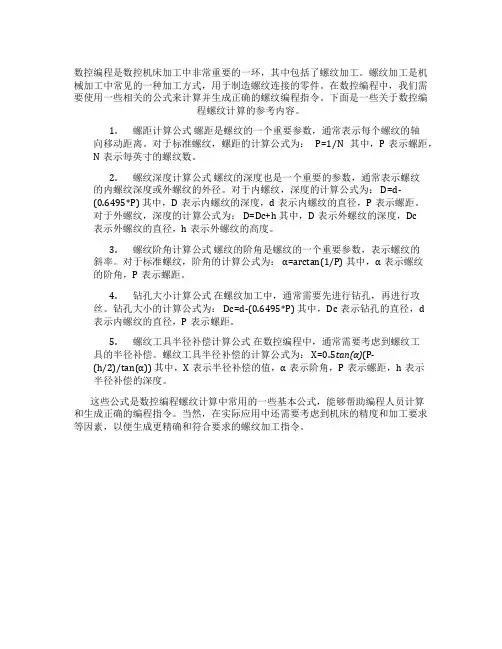
1.编程方法(1)G32 直进式螺纹切削方法指令格式:图1G32直进式螺纹切削方法指令格式:G32 X(U )_ Z(W )_ F_ ;该指令用于车削圆柱螺纹、圆锥螺纹、端面螺纹。
其编程方法与G01 相似,如图1所示。
使用说明:①式中(X ,Z )和(U ,W )为螺纹的终点坐标,即图1 中B 点的坐标值;F 后的数值为导程(单线时为螺距)。
②当α=0°时,作直螺纹加工,编程格式为G32 Z_F_或G32 W_F_ ;当α<45°时加工锥螺纹,螺距以Z轴方向的值指定;当α>45°时螺距以X 轴方向的值指定;当α=90°时,加工端面螺纹,编程格式为G32 X_ F_或G32 U_ F_ 。
③螺纹切削中进给速度倍率开关无效,进给速度被限制在100% ;螺纹切削中不能停止进给,一旦停止进给切深便急剧增加,非常危险。
因此,进给暂停在螺纹加工中无效。
④在螺纹切削程序段后的第一个非螺纹切削程序段期间,按进给暂停键时刀具在非螺纹切削程序段停止。
⑤主轴功能的确定。
在编写螺纹加工程序时,只能使用主轴恒转速控制功能(程序中编入G97 ),由于进给速度的最大值和最小值系统参数已设定,在加工螺纹时为了避免进给速度超出系统设定范围,所以主轴转速不宜太高,一般用如下公式计算:(取)且从粗加工到精加工,主轴转速必须保持恒定。
否则,螺距将发生变化,会出现乱牙。
⑥螺纹起点和终点轴向尺寸的确定。
螺纹加工时应注意在有效螺纹长度的两端留出足够的升速段和降速段,以剔除两端因进给伺服电动机变速而产生的不符合要求的螺纹段,通常:δ=(2~3 )螺距δ=(1~2 )螺距⑦螺纹起点和终点径向尺寸的确定。
数控编程是数控机床加工中非常重要的一环,其中包括了螺纹加工。
螺纹加工是机械加工中常见的一种加工方式,用于制造螺纹连接的零件。
在数控编程中,我们需要使用一些相关的公式来计算并生成正确的螺纹编程指令。
下面是一些关于数控编程螺纹计算的参考内容。
1.螺距计算公式螺距是螺纹的一个重要参数,通常表示每个螺纹的轴向移动距离。
对于标准螺纹,螺距的计算公式为:P=1/N 其中,P表示螺距,N表示每英寸的螺纹数。
2.螺纹深度计算公式螺纹的深度也是一个重要的参数,通常表示螺纹的内螺纹深度或外螺纹的外径。
对于内螺纹,深度的计算公式为: D=d-(0.6495*P) 其中,D表示内螺纹的深度,d表示内螺纹的直径,P表示螺距。
对于外螺纹,深度的计算公式为: D=Dc+h 其中,D表示外螺纹的深度,Dc表示外螺纹的直径,h表示外螺纹的高度。
3.螺纹阶角计算公式螺纹的阶角是螺纹的一个重要参数,表示螺纹的斜率。
对于标准螺纹,阶角的计算公式为:α=arctan(1/P) 其中,α表示螺纹的阶角,P表示螺距。
4.钻孔大小计算公式在螺纹加工中,通常需要先进行钻孔,再进行攻丝。
钻孔大小的计算公式为: Dc=d-(0.6495*P) 其中,Dc表示钻孔的直径,d 表示内螺纹的直径,P表示螺距。
5.螺纹工具半径补偿计算公式在数控编程中,通常需要考虑到螺纹工具的半径补偿。
螺纹工具半径补偿的计算公式为: X=0.5tan(α)(P-(h/2)/tan(α)) 其中,X表示半径补偿的值,α表示阶角,P表示螺距,h表示半径补偿的深度。
这些公式是数控编程螺纹计算中常用的一些基本公式,能够帮助编程人员计算和生成正确的编程指令。
当然,在实际应用中还需要考虑到机床的精度和加工要求等因素,以便生成更精确和符合要求的螺纹加工指令。
数控车床螺纹编程实例数控车床螺纹编程是一种常见的加工技术,它可以实现高精度、高效率的螺纹加工。
在编程时,我们需要设置一些参数来控制切削工具的运动,以达到所需的螺纹加工结果。
以下是一个数控车床螺纹编程实例及相关参考内容,以供参考。
实例:编程加工一个外螺纹 M10 × 1.5,材料为碳钢。
参考内容:1. 螺纹参数:螺纹的参数包括螺距、螺纹公差、螺纹切削深度等。
在本例中,螺距为1.5mm,螺纹公差为ISO 6H,螺纹切削深度为螺距的0.6倍。
2. X、Z 轴坐标设置:在数控车床编程中,X 轴代表横向运动,Z 轴代表纵向运动。
对于外螺纹加工,我们需要设置初始位置,即切削工具与工件的初始距离,这个位置在 X、Z 轴坐标上都要进行设置。
3. 切削工具选择:螺纹加工需要使用切削工具,一般为螺纹刀具。
在编程中,我们需要设置刀具的刀尖半径。
对于外螺纹加工,刀尖半径与工件半径相等。
4. 切削速度和进给速度设置:切削速度和进给速度对加工质量和效率有重要影响。
在编程中,我们需要根据材料和切削工具选择合适的切削速度和进给速度。
5. 切削路径设置:在螺纹加工中,切削路径一般采用螺旋线形式,即切削工具沿着螺纹螺旋线进行运动。
在编程中,我们需要设置螺旋线的起点、终点和半径等参数。
6. 刀具补偿:由于材料的弹性变形等因素,切削过程中会产生一些误差。
为了减小误差,我们可以通过刀具补偿来调整切削路径。
在编程中,我们需要设置刀具补偿的参数和方式。
7. 循环方式设置:在编程中,我们可以选择不同的循环方式来实现螺纹加工。
常见的循环方式包括G32 循环(螺纹循环),G92 循环(线性插补循环)等。
总结:数控车床螺纹编程是一项复杂的任务,需要合理设置各种参数来实现精密的加工。
通过以上实例及相关参考内容,希望能帮助读者理解数控车床螺纹编程的基本原理和步骤,从而能够进行螺纹加工的编程设计。
螺纹轴的数控加工工艺设计摘要数控车削加工方案的拟订是制订车削工艺规程的重要内容之一,本设计是根据数控车削加工的工艺方法,安排工序的先后顺序,确定刀具的选择和切削用量的选择等设计的。
根据设计思想总结了数控车削加工工艺的一些综合性的工艺原则,结合螺纹轴的设计加工,提出设计方案,并对比分析。
数控加工中经常遇到螺纹轴的加工,在对某螺纹轴零件进行加工工艺分析的基础上,编写了数控加工程序,检验数控编程及各种工艺的正确性,为该类零件的数控加工提供了很有意义的参考。
关键词数控车床数控车削加工工艺螺纹加工零件图的工艺分析目录引言 ................................................. 错误!未定义书签。
第一章螺纹简述和工艺分析与设计 (3)1.1螺纹的简述 (3)1.2数控加工工艺分析与设计 (4)第二章螺纹轴车削加工工艺及编程 (4)2.1螺纹加工概念及加工工艺 (4)2.2G32螺纹切削指令应用 (8)2.3螺纹切削单一固定循环G92 (11)2.4螺纹切削复合循环G76 (12)2.5内螺纹切削编程示例 (14)第三章典型轴类零件(螺纹轴)的数控加工工艺分析 (16)3.1零件图工艺分析 (16)3.2选择设备 (17)3.3确定零件的定位基准和装夹方式 (17)3.4刀具选择 (17)3.5确定加工顺序及进给路线 (17)3.6切削用量选择 (18)第四章轴类零件(螺纹轴)加工过程中几点说明 (20)结论 (21)致谢 (22)参考文献 (23)引言科学技术日新月异,工业生产不断进步,市场对产品的质量和生产效率提出了越来越高的要求。
根据数控车削加工的工艺方法,安排工序的先后顺序,确定刀具的选择和切削用量的选择等设计。
一般生产加工中,螺纹的加工方式多采用攻丝这种传统工艺,随着数控技术的发展、软件的创新、控制精度的提高、三轴联动或多轴联动数控系统的产生及其在生产领域的广泛应用,相应的先进加工工艺——螺纹铣削逐渐得以实现,其加工精度、光洁度以及柔性是攻丝无法比拟的,另外其经济性在某种情况下也更优于传统工艺。

【知识和能力测试】一、判断题1.G97状态,S300指令是指恒线速主轴转速300m∕min。
()2.G00指令的移动速度受S字段值的控制。
()3.程序段N200 G3 U-20 W30 R10 不能执行。
()4.G03指令是模态的。
()5.X、Z值是模态的。
()6.同个程序里,既可用绝对值编程,又可用增量值编程。
()7.编程坐标系是编程人员在编程过程中所用的坐标系,其坐标系的建立应与所使用机床的坐标系相一致。
()8.绝对编程程序:N100 G0 X100 Z200;N110 G1 X110 Z220 F300;N120 G0 X200 Z300;系统的反向间补参数在N110、N120中没作用。
()9.圆弧插补中,对于整圆,其起点和终点相重合,用R编程无法定义,所以只能用圆心坐标编程。
()10.数控机床编程有绝对值和增量值编程,使用时不能将它们放在同一程序段中。
()11.G代码可以分为模态G代码和非模态G代码。
()12.G00、G01指令都能使机床坐标轴准确到位,因此它们都是插补指令。
()13.圆弧插补用半径编程时,当圆弧所对应的圆心角大于180º时半径取负值。
()14.不同的数控机床可能选用不同的数控系统,但数控加工程序指令都是相同的。
()15.通常在命名或编程时,不论何种机床,都一律假定工件静止刀具移动。
()16.程序段的顺序号,根据数控系统的不同,在某些系统中可以省略的。
()17.绝对编程和增量编程不能在同一程序中混合使用。
()18.数控机床在输入程序时,不论何种系统座标值不论是整数和小数都不必加入小数点。
()19.非模态指令只能在本程序段内有效。
()20.X坐标的圆心坐标符号一般用K表示。
()21.顺时针圆弧插补(G02)和逆时针圆弧插补(G03)的判别方向是:沿着不在圆弧平面内的坐标轴正方向向负方向看去,顺时针方向为G02,逆时针方向为G03。
()22.数控车床的刀具功能字T既指定了刀具数,又指定了刀具号。
左旋内螺纹数控编程实例1.引言1.1 概述概述部分的内容可以描述左旋内螺纹数控编程的背景和概要。
以下是一个可能的概述部分的内容:左旋内螺纹数控编程是一种用于机械加工的先进技术,它广泛应用于制造业中的各种工艺和行业。
随着自动化和数字化技术的不断发展,数控编程成为实现高精度、高效率加工的关键环节之一。
左旋内螺纹数控编程作为数控编程的重要分支之一,具有特定的特点和应用场景。
本文将围绕左旋内螺纹数控编程展开讨论。
首先,我们将简要介绍左旋内螺纹数控编程的定义和基本原理,包括数控编程的基本要素、编程语言和编程方式等方面。
其次,我们将通过实例演示左旋内螺纹数控编程的具体应用,以帮助读者更好理解和掌握该技术。
最后,我们将进行总结,概括左旋内螺纹数控编程的优势和局限性,并展望该领域未来的发展方向。
通过研究和探讨左旋内螺纹数控编程,我们可以更好地应用该技术解决实际生产中的问题,提高加工质量、效率和精度。
尽管左旋内螺纹数控编程在实施中可能存在一些挑战和限制,但随着技术的不断进步和创新,相信它将继续为制造业的发展做出重要贡献。
随着我们深入研究左旋内螺纹数控编程的实例,我们将更好地理解其相关知识和应用,为读者在该领域的学习和研究提供参考和指导。
1.2文章结构文章结构部分的内容可以按照以下方式编写:文章结构本文按照以下流程进行叙述:首先,我们将介绍左旋内螺纹数控编程的概念,并对其进行简要概述。
然后,我们将详细介绍本文的目的和意义。
接下来,我们将进入正文部分,其中包括左旋内螺纹数控编程的介绍和实例演示。
最后,我们将总结本文的主要内容,并对未来的研究方向进行展望。
具体来说,文章的结构如下:1. 引言1.1 概述在这一部分,我们将简要介绍左旋内螺纹数控编程的概念和基本原理,为读者打下基础。
1.2 文章结构本部分将说明本文所涵盖的内容和结构,以便读者可以更好地理解文章的组织和流程。
1.3 目的在这一小节中,我们将明确阐述本文的目的和意义,以及为什么选择左旋内螺纹数控编程作为研究主题。
广数多段锥度螺纹编程实例(原创实用版)目录1.广数多段锥度螺纹编程概念2.广数多段锥度螺纹编程实例详解3.广数多段锥度螺纹编程注意事项正文一、广数多段锥度螺纹编程概念广数多段锥度螺纹编程是指在广数数控系统中,编写程序实现多段锥度螺纹的切削。
多段锥度螺纹是指在螺纹轴向上,螺纹的直径和螺距不断变化的螺纹。
广数系统是一种常见的数控系统,其编程方法与其他数控系统类似,需要通过编程语言如 G 代码来实现。
二、广数多段锥度螺纹编程实例详解假设我们要加工一个直径为Φ18,螺距为 1.25,锥度为 1:16 的锥度螺纹,我们可以按照以下步骤编写广数多段锥度螺纹编程实例:1.设定 G92 参数,确定螺纹的起点和终点。
G92 是广数系统中的一个螺纹切削参数,用于设定螺纹切削的起始位置和结束位置。
G92 X0 Z-18 R16.8 F1000;2.设定 G01 参数,实现直线插补运动,切削螺纹。
G01 是广数系统中的一个直线插补运动参数,用于实现直线插补运动。
G01 X0 Z-1 F1000;3.编写螺纹切削程序,按照螺距和锥度计算每个螺纹的坐标,实现多段锥度螺纹的切削。
G01 X1.25 Z-1;G01 X2.5 Z-1;G01 X3.75 Z-1;G01 X5 Z-1;G01 X6.25 Z-1;G01 X7.5 Z-1;G01 X8.75 Z-1;G01 X10 Z-1;G01 X11.25 Z-1;4.设定 G28 参数,结束程序。
G28 是广数系统中的一个程序结束参数,用于结束程序。
G28 U0;三、广数多段锥度螺纹编程注意事项1.在编写广数多段锥度螺纹编程实例时,需要注意螺纹的起点和终点的直径差,即 R 值,应根据实际加工需求进行设定。
2.广数多段锥度螺纹编程中,切削速度和进给速度需要根据实际加工材料和设备进行合理设定。