凹凸模的设计
- 格式:ppt
- 大小:3.25 MB
- 文档页数:14
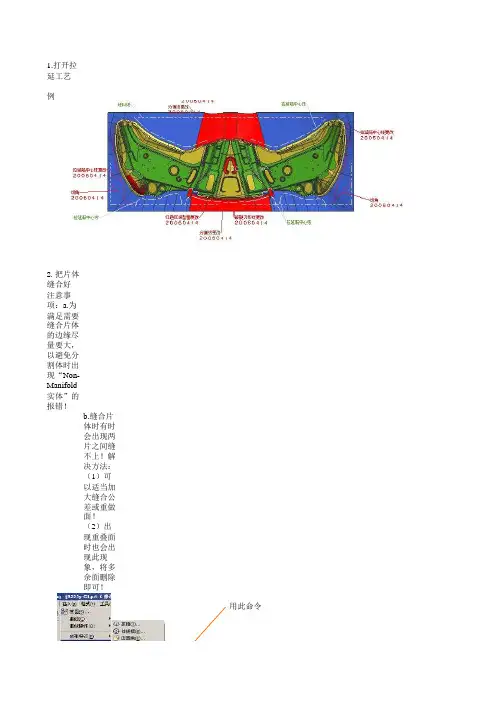
1.打开拉延工艺例2.把片体缝合好注意事项:a.为满足需要缝合片体的边缘尽量要大,以避免分割体时出现“Non-Manifold实体”的报错!b.缝合片体时有时会出现两片之间缝不上!解决方法:(1)可以适当加大缝合公差或重做面!(2)出现重叠面时也会出现此现象,将多余面删除即可!用此命令3.做一块体,在符合要求的情况下尽量做大以方便做模具时裁剪4.用‘分割体’命令将实体裁开5.用分模线‘拉伸’出片体,把实体分割。
凸模压边圈凹模绿色线为分模A.凸模的作法1.把缝好的片体‘大致偏置’50mm,把凸模裁开注意:最好先把坐标系沿Z轴转45度2.做凸模刃口。
把此面‘偏置面’向里偏10mm。
(如果偏不进去,可以适当休整一下复杂再偏。
)3.把大致偏置好的面向Z轴负方向移动10mm 用‘变换’命令做。
4.用移动好的片体把紫颜色的实体裁开。
5.将紫色实体裁开后,使型面壁厚为60mm。
裁开红色区域为刃口,高50mm 6.把型面部分和10mm厚的体‘并’在一起。
并7.把分模线沿Z轴投影到XY平面上。
8.用偏置曲线命令把投好的曲线向里偏置60(如果不给偏可以适当休整曲线)9.用拉伸命令拉出体10.用刚做出的实体面把紫色实体分割开。
多余部分去掉。
(选择裁剪面时,选做出的实体表面即可)11.把两块实体并起来。
12.四周做法兰螺钉一般为M16的12.做加强筋,挖减重孔。
(加强筋40厚)注意凸模下挖空的立筋上的减重孔必须是圆孔(孔径不要过大,最大不要超过100,最小40),不要方孔。
B.凹模的作法注:上面用过的命令在下面做图中就不讲了。
1.把坯料线沿Z轴投到XY平面上绿线为投好的线红线为坯料线2.用‘偏置曲线’把投好的线向外偏10mm3.用偏好的线拉伸出实体。
4.用作好实体四周的面将兰色体裁剪开。
5.把缝好的片体向下‘大致偏置’25,然后将兰色体裁剪开。
去6将兰色体去掉,把大致偏好的面向下复制35(用变换里的平移功能)7.用移好的面将绿色体和橘黄体裁剪开。
凹凸模具设计厚度高度在一般情况下,凸模的强度是足够的,不必进行强度计算。
但是,对细长的凸模,或凸模断面尺寸较小而毛坯厚度又比较大的情况下,必须进行承压能力和抗纵向弯曲能力两方面的校验。
1.凸模承载能力校核凸模最小断面承受的压应力σ,必须小于凸模材料强度允许的压力[σ],即:σ=P/Fmin ≤[σ]故非圆凸模Fmin ≥P/[σ](2—27)对圆形凸模dmin ≥4tτ[σ](2—28)式中σ——凸模最小断面的压应力(MPa);P——凸模纵向总压力(N);Fmin ——凸模最小断面积(mm 2);dmin ——凸模最小直径(mm);t——冲裁材料厚度(mm)τ——冲裁材料抗剪强度(MPa);[σ]——凸模材料的许用压应力(MPa)。
2.凸模抗弯能力校核凸模冲裁时稳定性校验采用杆件受轴向压力的欧拉公式。
根据模具结构的特点,可分为无导向装置和有导向装置的凸模(图2.8.4)进行校验。
对无导向装置的凸模,其受力情况相当于一端固定另一端自由的压杆,其纵向的抗弯能力可用下列公式校验:对圆形凸模Lmax ≤30d 2/(2—29)对非圆形凸模Lmax ≤135(2—30)图2.8.4 凸模的自由长度(a)无导向装置的凸模(b)有导向装置的直通式凸模(c)有导向装置的阶梯式凸模有导向装置的凸模,其不发生失稳弯曲的凸模最大长度为:对圆形凸模Lmax ≤85d 2/P(2—31)对非圆形凸模Lmax ≤380 (2—32)以上各式中,I为凸模最小截面的惯性距(mm 4);P为凸模的冲裁力(N);d为凸模最小直径(mm)。
据上述公式可知,凸模弯曲不失稳时的最大长度Lmax ,与凸模截面尺寸、冲截力的大小、材料机械性能等因素有关。
同时还受到模具精度、刃口锋利程度、制造过程、热处理等影响。
为防止小凸模的折断,常采用如图2.8.5所示的结构进行保护。
(五)凸模的护套图2.8.5a、b是两种简单的圆形凸模护套。
图a所示护套1、凸模2均用铆接固定。

结构形式冷冲模的凸模总的来说分为两大部分,即凸模的工作部分和凸模的安装部分。
凸模的工作部分是直接完成冲压加工的,其断面形状、尺寸应根据冲压件的形状尺寸以及冲压工序的性质,特点进行设计。
凸模的安装部分是将凸模的安装在凸模固定板上,然后固定在模座上,使之成为一体构成上模。
在厚板料上冲小孔时,为了不使小孔凸模由于细而在冲载时折断,可在细小凸模外面加以护套保护,以在冲压时对冲孔凸模起到导向的作用。
为了增加凸模的强度和刚度,小型整体式凸模的非工作部分,应采用直径或断面尺寸逐渐增大的多级凸模结构形式,但台阶之间要圆滑过渡,以免因为冲压时应力集中而造成凸模折断。
固定方法凸模的安装部分多数是与固定板结合后安装在模座上的,其凸模的安装形式是根据凸模冲压时受力状态、在模具中安装位置有限空间、模具对该凸模具有的特殊要求、凸模自身形状与其工艺特性等因素所决定的。
在生产中安装方式主要有以下集中形式:a.背台式固定法背台式固定法是采用较多的一种安装形式。
多用于冲压力较大、要求稳定性好的凸模安装,其凸模的安装部分上端有大于安装断面尺寸的背台,以防止凸模在固定板中脱落,凸模和固定板多采用过度配合或过硬配合形式,其装配稳定性较好,但不便于经常的拆卸和维修。
b.铆接式固定法凸模装入固定板以后,将凸模上端留出的斜面,以防凸模脱落。
这种凸模固定形式,多用于不规则形状断面的凸模安装,凸模可做成直通式以便于加工。
但这类凸模,在热处理淬火时,应采用局部淬火工艺,即铆接安装部分淬火硬度不应过高,以便于铆接。
c.叠装固定法对于一些中型或者大型凸模,其自身的安装基面过大,一般可采用螺钉及销钉将凸模固定在凸模固定板上,方法安装简便、稳定性好。
d.浇注粘结固定法对于冲在厚度小于2mm以下、冲压力不大的冲模,可用低熔点合金、环氧树脂、无机黏结剂等浇注粘结固定。
利用这种方法,其固定板与凸模间有明显的大的间隙,固定板只需粗略加工,方便省工。
凸模安装部分也无需要精密加工,简化了装配。
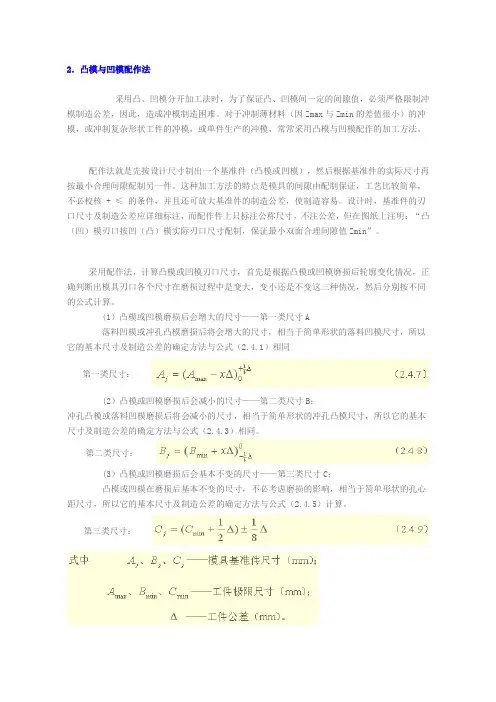
2.凸模与凹模配作法采用凸、凹模分开加工法时,为了保证凸、凹模间一定的间隙值,必须严格限制冲模制造公差,因此,造成冲模制造困难。
对于冲制薄材料(因Zmax与Zmin的差值很小)的冲模,或冲制复杂形状工件的冲模,或单件生产的冲模,常常采用凸模与凹模配作的加工方法。
配作法就是先按设计尺寸制出一个基准件(凸模或凹模),然后根据基准件的实际尺寸再按最小合理间隙配制另一件。
这种加工方法的特点是模具的间隙由配制保证,工艺比较简单,不必校核+ ≤ 的条件,并且还可放大基准件的制造公差,使制造容易。
设计时,基准件的刃口尺寸及制造公差应详细标注,而配作件上只标注公称尺寸,不注公差,但在图纸上注明:“凸(凹)模刃口按凹(凸)模实际刃口尺寸配制,保证最小双面合理间隙值Zmin”。
采用配作法,计算凸模或凹模刃口尺寸,首先是根据凸模或凹模磨损后轮廓变化情况,正确判断出模具刃口各个尺寸在磨损过程中是变大,变小还是不变这三种情况,然后分别按不同的公式计算。
(1)凸模或凹模磨损后会增大的尺寸——第一类尺寸A落料凹模或冲孔凸模磨损后将会增大的尺寸,相当于简单形状的落料凹模尺寸,所以它的基本尺寸及制造公差的确定方法与公式(2.4.1)相同第一类尺寸:(2)凸模或凹模磨损后会减小的尺寸——第二类尺寸B;冲孔凸模或落料凹模磨损后将会减小的尺寸,相当于简单形状的冲孔凸模尺寸,所以它的基本尺寸及制造公差的确定方法与公式(2.4.3)相同。
第二类尺寸:(3)凸模或凹模磨损后会基本不变的尺寸——第三类尺寸C;凸模或凹模在磨损后基本不变的尺寸,不必考虑磨损的影响,相当于简单形状的孔心距尺寸,所以它的基本尺寸及制造公差的确定方法与公式(2.4.5)计算。
第三类尺寸:号钢。
试计算冲裁件的凸模、凹模刃口尺寸及制造公差。
解:该冲裁件属落料件,选凹模为设计基准件,只需要计算落料凹模刃口尺寸及制造公差,凸模刃口尺寸由凹模实际尺寸按间隙要求配作。
由表2.3.3查得:。