刃口尺寸计算课件
- 格式:ppt
- 大小:1.66 MB
- 文档页数:2

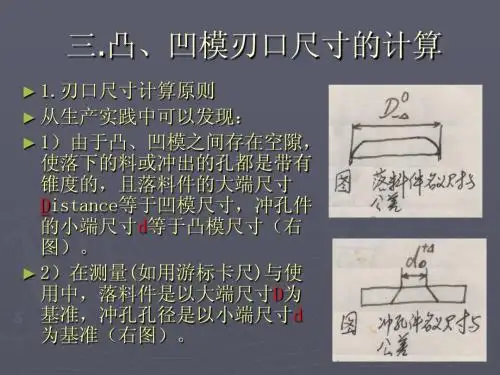
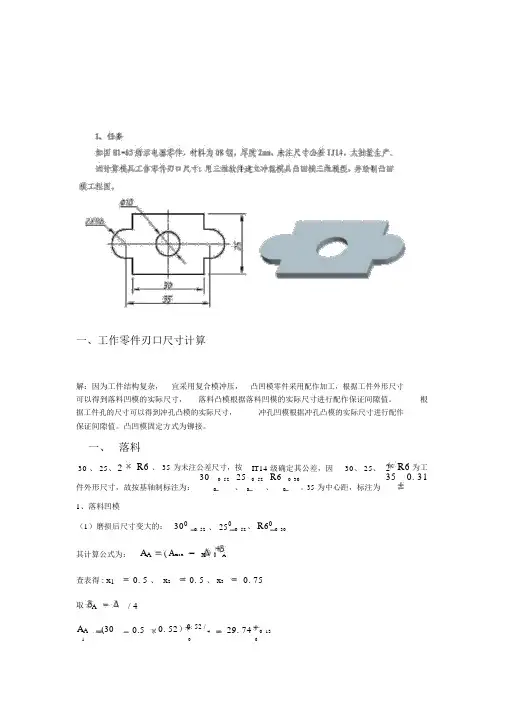
一、工作零件刃口尺寸计算解:因为工件结构复杂, 宜采用复合模冲压, 凸凹模零件采用配作加工,根据工件外形尺寸 可以得到落料凹模的实际尺寸,落料凸模根据落料凹模的实际尺寸进行配作保证间隙值。
据工件孔的尺寸可以得到冲孔凸模的实际尺寸,冲孔凹模根据冲孔凸模的实际尺寸进行配作保证间隙值。
凸凹模固定方式为铆接。
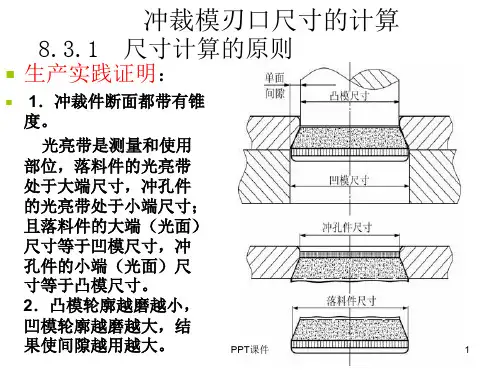
根一、 落料30 、 25、2 R 6 、 35 为未注公差尺寸,按IT14 级确定其公差,因 30、 25、 2R 6为工件外形尺寸,故按基轴制标注为: 300. 5225 0. 52R 60. 30。
35 为中心距,标注为35 0. 310 、 0、0 1、落料凹模(1)磨损后尺寸变大的: 300 0. 52 、 250. 52 、 R 600. 30其计算公式为: A A ( A maxx )0A查表得 : x 1 0. 5 、 x 2 0. 5 、 x 30. 75取 A/ 4A A (300.50. 52)0. 52 / 429. 740. 131A A ( 25 0.5 0. 52)0. 52 / 4 24. 74 0. 132 0 0A A ( 6 0.75 0. 30)0. 30 / 4 5. 775 0. 0753 0 0 (2)磨损后尺寸不变的:35 0. 31其计算公式为: C C (Cmin 0.5 ) 0.5 A取 A / 4C C (34.69 0. 5 0. 62) 0. 5 0.62/ 4 35 0. 07752、落料凸模落料凸模根据落料凹模的实际尺寸进行配作保证间隙值0.246~0.360mm 。
二、冲孔10 为未注公差尺寸,按IT14 级确定其公差,因10为工件孔尺寸,故按基孔制标注为:1000. 361、冲孔凸模磨损后尺寸变小的:1000. 36其计算公式: B B (Bminx )A查表得 : x1 0. 5 取 A / 4B B ( 10 0.510. 180 0. 36)0. 36 / 40 0. 092、冲孔凹模冲孔凹模根据冲孔凸模的实际尺寸进行配作保证间隙值0.246~0.360mm 。