焊条烘烤、发放记录
- 格式:xls
- 大小:95.00 KB
- 文档页数:7

焊条烘烤、发放细则
焊接材料的验收与保管
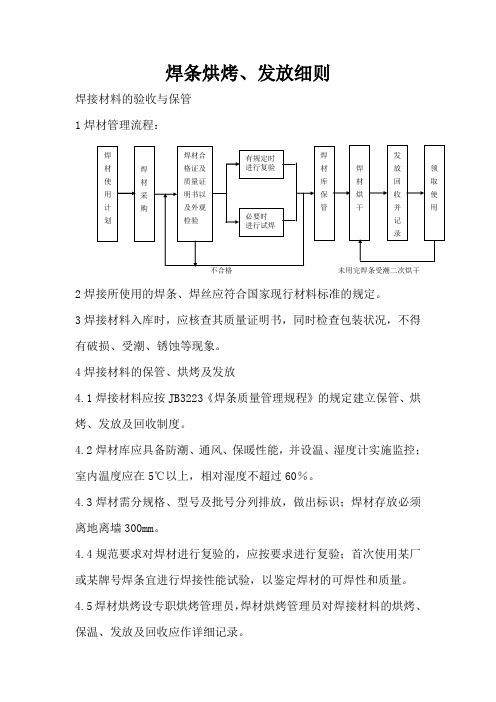
1焊材管理流程:
2焊接所使用的焊条、焊丝应符合国家现行材料标准的规定。
3焊接材料入库时,应核查其质量证明书,同时检查包装状况,不得有破损、受潮、锈蚀等现象。
4焊接材料的保管、烘烤及发放
4.1焊接材料应按JB3223《焊条质量管理规程》的规定建立保管、烘烤、发放及回收制度。
4.2焊材库应具备防潮、通风、保暖性能,并设温、湿度计实施监控;室内温度应在5℃以上,相对湿度不超过60%。
4.3焊材需分规格、型号及批号分列排放,做出标识;焊材存放必须离地离墙300mm。
4.4规范要求对焊材进行复验的,应按要求进行复验;首次使用某厂或某牌号焊条宜进行焊接性能试验,以鉴定焊材的可焊性和质量。
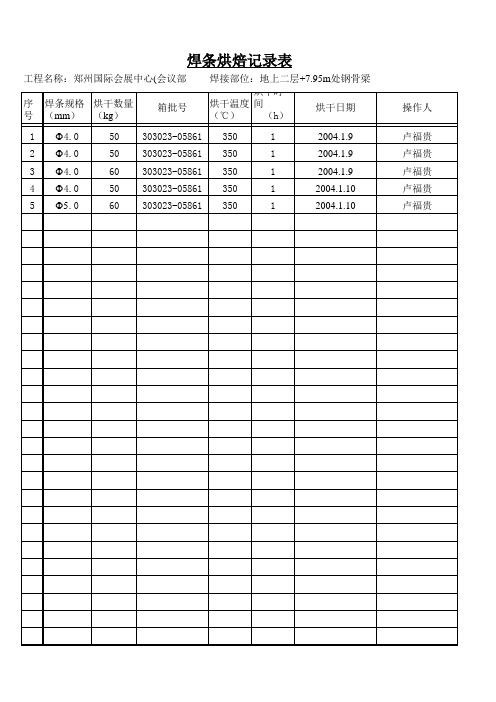
4.5焊材烘烤设专职烘烤管理员,焊材烘烤管理员对焊接材料的烘烤、保温、发放及回收应作详细记录。
4.6焊接材料在烘烤及保温时应严格按要求执行;烘烤焊条时应注意防止焊条因骤冷骤热而导致药皮开裂或脱落;不同类型的焊接材料原则上应分别烘烤,但烘烤要求相同的不同类型焊接材料,如同炉烘烤时,必须间隔且有明显的标记。
4.7焊接材料的烘烤规范可参照焊接材料说明书和焊接工艺的要求确定;烘烤后的焊接材料按不同型号、不同牌号分类存放在规定要求的恒温箱内。
4.8 焊工领用焊条应使用焊条保温筒,领取的焊条未用完应及时退回,时间超过4小时以上,应再次烘烤,累计的烘烤次数一般不宜超过2次。
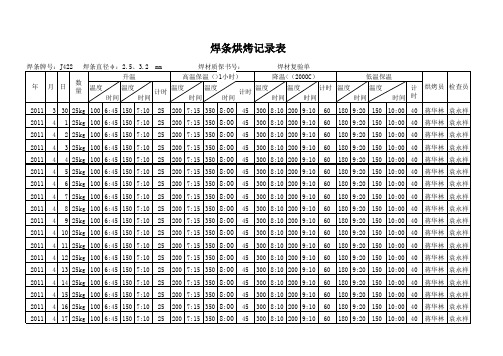


焊条、焊剂烘焙发放记录
工程名称:焊条、焊剂型号(牌号): LGS2623.QR3
注:“焊接位置”在容器焊接时是指所焊焊缝,管道焊接时是指除碳钢外的特殊材质管道的管号
附页:发放使用记录
注:“焊接位置”在容器焊接时是指所焊焊缝,管道焊接时是指除碳钢外的特殊材质管道的管号
焊接环境及焊材库监测记录
宁夏宝塔化工股份有限公司
100万吨/年重交沥青装置、25万吨/年重油催化装置焊接环境监测
记录表格编号:LGS2623.QR1
建设单位:宁夏宝塔化工股份有限公司
施工单位:中油第六建设公司银川项目部
编制日期:二00四
宁夏宝塔化工股份有限公司
100万吨/年重交沥青装置、25万吨/年重油催化装置焊条烘焙发放记录记录表格编号:LGS2623.QR3
建设单位:夏宝塔化工股份有限公司
施工单位:中油第六建设公司银川项目部
编制日期:二00三年二月
本项目项目部用焊条焊丝牌号及规格:
本项目项目部用焊丝钢号及规格:
请示
因现在施工现场焊条的管理远不符合ISO管理程序规定和现场焊接的需要,请领导组织相关人员加强焊材的管理。
主要有以下方面的事:
1、焊材二级库房和焊条烘烤房的设置;二级库房内应设抽湿机一台;
2、焊条烘烤人一名;
3、小闹钟一个、干湿计2台、风速仪一台;
工艺管线即将开始焊接,如不及早准备,到时将无法满足施工需要。
再者如ISO内审特别是外审到本项目,焊材管理是必查项目,到时将及其被动。
如何管理焊材,请项目相关领导明示。
施工技术部 2003年3月18日。