5焊条烘干与恒温存放记录
- 格式:doc
- 大小:87.00 KB
- 文档页数:3
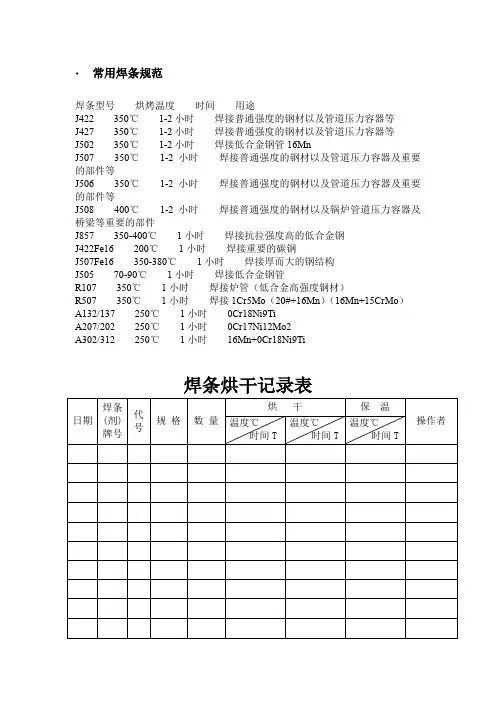
•常用焊条规范
焊条型号烘烤温度时间用途
J422 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J427 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J502 350℃1-2小时焊接低合金钢管16Mn
J507 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J506 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J508 400℃1-2小时焊接普通强度的钢材以及锅炉管道压力容器及桥梁等重要的部件
J857 350-400℃1小时焊接抗拉强度高的低合金钢
J422Fe16 200℃1小时焊接重要的碳钢
J507Fe16 350-380℃1小时焊接厚而大的钢结构
J505 70-90℃1小时焊接低合金钢管
R107 350℃1小时焊接炉管(低合金高强度钢材)
R507 350℃1小时焊接1Cr5Mo(20#+16Mn)(16Mn+15CrMo)
A132/137 250℃1小时0Cr18Ni9Ti
A207/202 250℃1小时0Cr17Ni12Mo2
A302/312 250℃1小时16Mn+0Cr18Ni9Ti
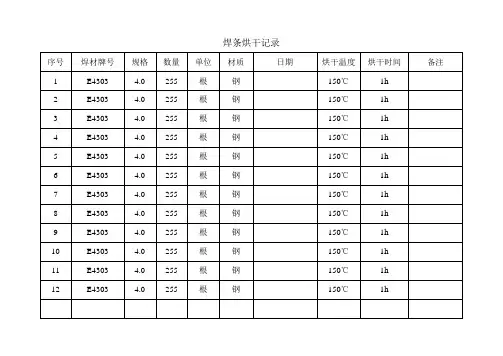
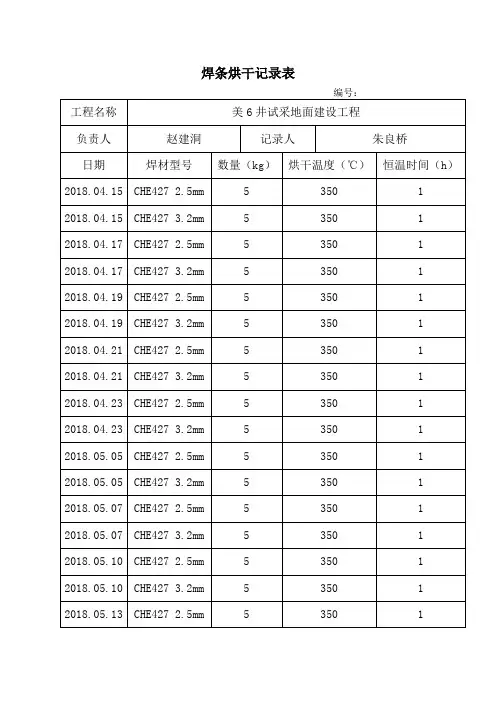
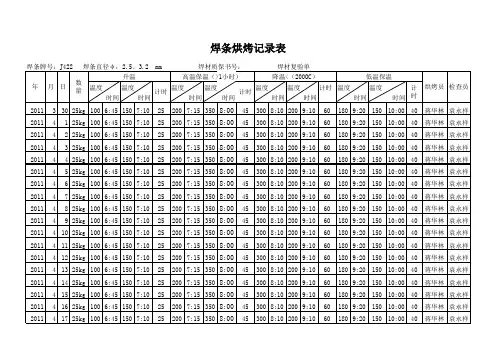
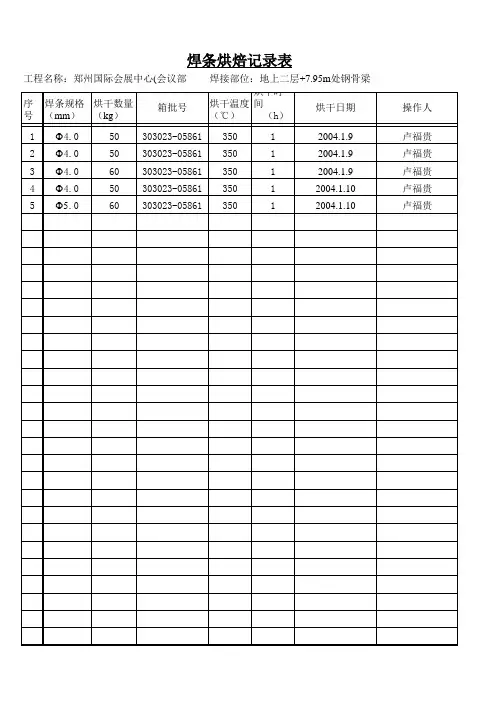
焊条烘干记录表。
焊条烘干记录焊条烘干记录:1.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
2.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
3.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
4.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
5.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
6.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
7.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
8.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
9.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
10.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
11.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
12.焊材牌号:E4303,规格:4.0,数量:255根,单位:根,材质:钢,日期烘干温度:150℃,烘干时间:1小时,备注:焊材使用记录。
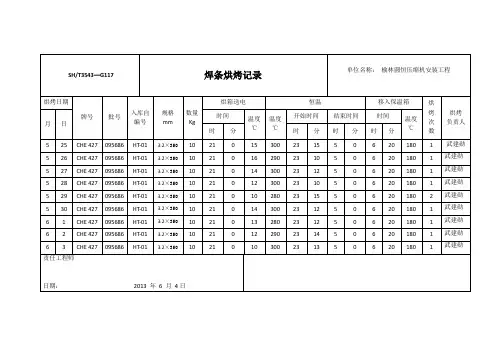
焊条烘烤记录SH/T3543-G117焊条烘烤记录日期:2013年6月4日单位名称:榆林圆恒压缩机安装工程牌号:CHE xxxxxxxx6批号:HT-01规格:3.2×350数量:10Kg入库自编号:21烘烤次数:1开始时间:6月23日23时15分结束时间:6月24日5时20分烘箱温度恒定在180℃烘烤负责人:XXX责任工程师:(空缺)烘箱送电恒温记录如下:温度(℃):15 16 14 12 10 14 13 12 10温度(℃):300 290 300 300 280 300 280 290 300该记录表明,CHE xxxxxxxx6焊条在2013年6月23日至24日进行了一次烘烤,烘烤时间为6小时5分,温度恒定在180℃。
烘烤负责人为XXX。
记录编号:CHE xxxxxxxx6批号:无入库日期:无编号:无规格:无数量:无温度记录:时间(小时)。
5.5.5.5.5.5.5.5.5时间(分钟)。
0.5.10.15.20.25.30.35.40温度(℃)。
180 180 180 180 180 180 180 180 180烘烤记录:烘烤次数:1烘烤负责人:XXX焊条型号:HT-01焊条规格:3.2×350烘烤温度:300℃烘烤时间:2小时10分钟开始时间:2013年6月13日23时15分结束时间:2013年6月14日1时25分责任工程师:无以上是榆林圆恒压缩机安装工程的焊条烘烤记录,符合SH/T3543—G117的标准要求。
SH/T3543—G117焊条烘烤记录单位名称:榆林圆恒压缩机安装工程牌号:CHE xxxxxxxx6批号:入库自编号规格:3.2×350mm数量:10Kg烘箱送电恒温,温度为180℃,烤1次,时间为1小时。
负责人:XXX日期:2013年11月11日开始时间:23时15分结束时间:5时20分移入保温箱后,再进行1次烘烤,温度为180℃,时间为2小时。
电力建设施工质量验收及评价规程焊接工程整理说明1涉及到的表格:表7.1.1焊缝表面质量(观感)检查记录表、表7.1.2焊接工程外观质量测量检查记录表。
2、说明:焊接接头内部质量检查的内容、程序和方法,以及检验比例,应按D1/T869—2012的规定执行。
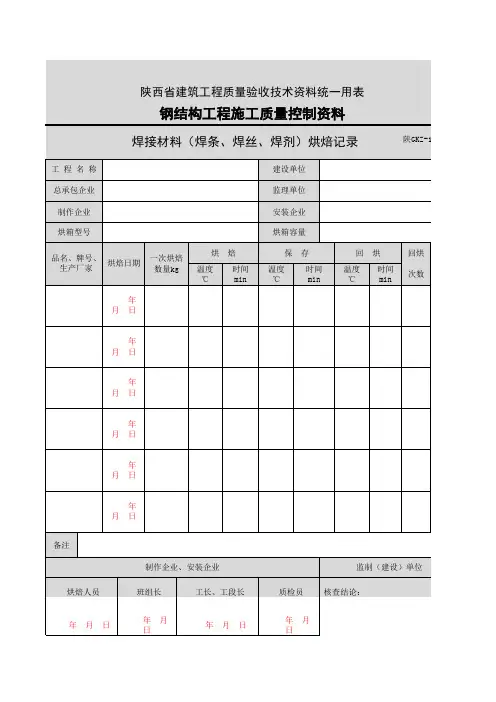
3、根据D1/T869—2012的规定,焊接资料包括:(1)焊接工程一览表;(2)《焊接工艺评定项目应用一览表》(3)合格焊工登记表(4)无损检测人员登记表(5)《焊材烘干/恒温存放记录》(6)《焊材发放/回收记录》(7)焊接工艺卡(8)《焊接记录表》(9)《焊缝外观质量检查记录表》(10)《返修工艺卡》(11)《承压部件(管道)轴测图》(12)《单位工程焊接质量统计表》(13)《检验(试验)委托单》4、焊接资料中最关键的资料:(1)焊接工程一览表;焊接方式确认表;(2)《承压部件(管道)轴测图》或单线图;单线图的标注(焊接日期、焊工号、固定口、检测焊口等)。
(3)《检验(试验)委托单》焊接记录表格填写说明一、热电工程焊接记录表格《焊接工程一览表》1.1填写要求:设计图纸到货后,将除了4〃焊口数〃和10〃部件简图号〃外的基本信息一次性输入,随部件单线图绘制逐个填写4〃焊口数〃和10〃部件简图号〃,并在竣工前报送业主、监理签字确认。
1.2填写方法:1〜3根据设计图纸填写,5根据《焊接作业指导书》填写,6根据规范标准或业主要求选用合适焊材,7~9根据设计文件规定或依据其规定的执行标准填写,4、10根据单线图填写。
1.3注意:a.焊接工程一览表是焊接资料整理的纲领,每个工程、每个焊接技术员必须认真填写;b.焊材选用可以采用强度高的代替强度低的,反之不可;C.预热和热处理、无损检测方法及比例必须执行设计文件规定,设计文件如无明确规定则执行其规定的规范标准;d.由《焊接工程一览表》,引申出《焊接方式确认表》,施工前必须要求业主、监理签字确认。
2、《焊接工艺评定项目应用范围一览表》焊接技术员到公司复印领取《焊接工艺评定报告》后,依据报告填写该表。
焊条烘烤室的烘干、保温制度
一、焊条的烘干、保温工作必须由专人负责,并对烘干参数,操作人和日期等做详细记录。
二、烘干室应具备规格合适且各项控制仪表运行良好的烘干、保温设备。
三、焊条在烘干及保温时应严格按有关技术要求执行。
其中焊条在烘干时应合理铺放,重叠不得超过三层,以利于均匀受热和潮气排除。
烘箱内温度高于200℃时,严禁打开烘箱门取放焊条。
四、应严格按说明书进行烘烤,烘烤时升、降温度速率不得超过150℃/h,以防止药皮开裂脱落。
(具体的烘烤温度详见焊材对照及烘烤一览表)
五、不同牌号的焊条原则上应分别烘干,但当两种以上牌号的焊条烘干规范相同、且有明显区分标志时允许同炉烘干。
六、焊条烘干后如在常温下搁置4h以上,应再次烘干,对于回收的焊条应单独存放,并有标记,按规定进行再次烘烤,累计烘烤次数不宜超过3次。
七、焊条烘干后的焊条应在恒温炉内恒温存放,以备使用。
八、焊条烘干室要保持清洁,烘干、保温设备要及时维修、保养,保证正常使用。
编制:审核:批准:。
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
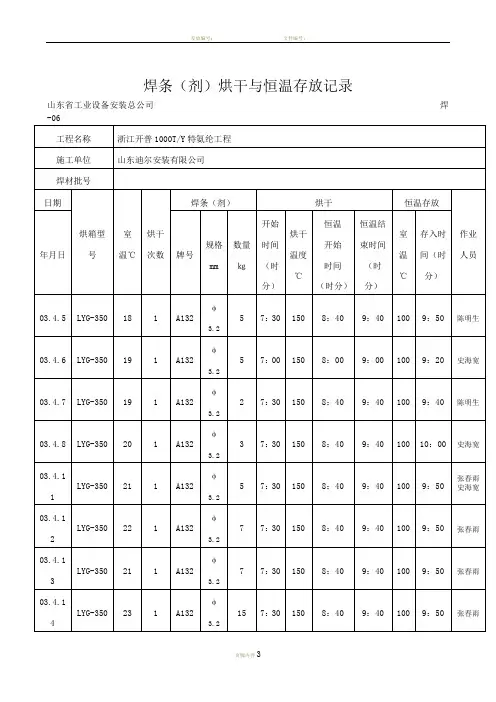
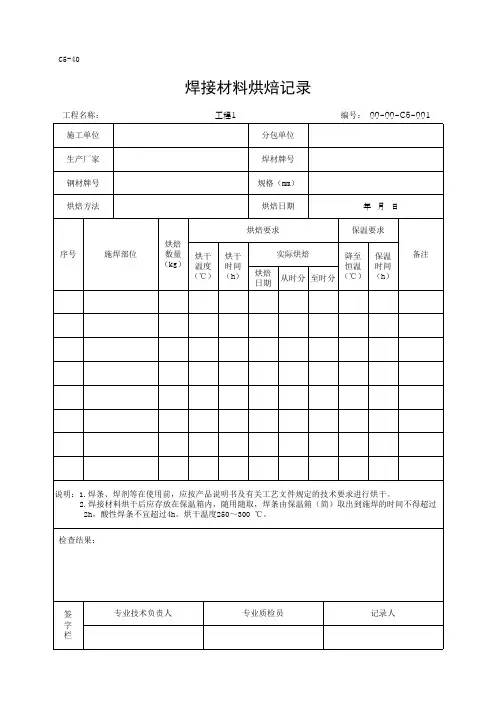
焊条烘干与恒温存放记录
填表说明:
1.工程编号:调度室给出的编号。
(所有记录工程编号应一致)
2.工程名称:设计文件(或合同)给出的名称。
(所有记录应一致)
3.分项工程名称/编号:有此项的可填写,无此项不填写。
4.验收编号:焊条验收合格后,验收部门给出的编号。
领取焊条时应索取质量证明书复印件及带验收编号的验收合格证明。
5.焊材批号:生产厂家在质量证明书中给出的批号。
6.日期:填写年月日。
7.烘箱型号:填写烘箱名牌上标注的型号。
8.室温:填写当天室内温度表指示的温度。
9.烘干次数:填写第几次烘干,如1、2。
10.焊条:
A.牌号:填写如J427、A102等
B.规格:填写如φ3.2等。
C.数量:填写公斤数。
11.烘干:
A.开始时间:填写几时几分。
B.烘干温度:按实际烘干温度填写,烘干温度要求见焊材说明书及公司焊接工艺要求。
C.恒温开始:填写几时几分。
D.恒温结束:填写几时几分。
12.恒温存放:
A.温度:恒温结束时的温度。
B.存入时间:填写几时几分。
13.作业人员:填写负责烘干、恒温操作人员。
焊条烘干与恒温存放记录
填表说明:
1.工程编号:调度室给出的编号。
(所有记录工程编号应一致)
2.工程名称:设计文件(或合同)给出的名称。
(所有记录应一致)
3.分项工程名称/编号:有此项的可填写,无此项不填写。
4.验收编号:焊条验收合格后,验收部门给出的编号。
领取焊条时应索取质量证明书复印件及带验收编号的验收合格证明。
5.焊材批号:生产厂家在质量证明书中给出的批号。
6.日期:填写年月日。
7.烘箱型号:填写烘箱名牌上标注的型号。
8.室温:填写当天室内温度表指示的温度。
9.烘干次数:填写第几次烘干,如1、2。
10.焊条:
A.牌号:填写如J427、A102等
B.规格:填写如φ3.2等。
C.数量:填写公斤数。
11.烘干:
A.开始时间:填写几时几分。
B.烘干温度:按实际烘干温度填写,烘干温度要求见焊材说明书及公司焊接工艺要求。
C.恒温开始:填写几时几分。
D.恒温结束:填写几时几分。
12.恒温存放:
A.温度:恒温结束时的温度。
B.存入时间:填写几时几分。
13.作业人员:填写负责烘干、恒温操作人员。