!!拨叉机械加工工序卡
- 格式:doc
- 大小:242.00 KB
- 文档页数:6

拨叉加工工艺设计卡片完整版一、拨叉加工工艺概述拨叉是一种用于改变物体运动方向的装置,广泛应用于机械设备中。
拨叉加工是制造拨叉的过程,主要包括铣削和钻孔两种加工工艺。
二、拨叉加工工艺步骤1.原材料准备:选择合适的材料,如碳钢、不锈钢等,并进行切割和锯割,将原材料切割成合适尺寸的坯料。
2.铣削加工:a.将坯料固定在铣床上,进行粗加工。
使用合适的铣刀,根据拨叉图纸进行铣削,确保尺寸和形状的准确性。
b.进行精加工。
使用细铣刀,对已经铣削好的部分进行修整和修光处理,确保平滑度和表面质量。
3.钻孔加工:a.在拨叉上标出需要进行钻孔的位置。
b.使用合适的钻头,进行钻孔。
根据拨叉图纸上的要求,选取合适的钻头直径,进行钻孔。
注意保持钻孔的垂直度和深度的一致性。
4.热处理:a.对已经加工完成的拨叉进行热处理,提高材料的硬度和强度。
常用的热处理方法有淬火和回火。
b.淬火:将拨叉加热到高温,然后迅速冷却,使材料变硬。
c.回火:将淬火后的拨叉加热到较低温度,然后冷却,在一定程度上提高材料的韧性。
5.表面处理:a.对加工完成的拨叉进行表面处理,提高其耐腐蚀性和美观度。
b.喷涂:将拨叉喷涂上防锈漆或者其他颜色的漆,提高其耐腐蚀性和美观度。
6.检验和包装:a.对加工完成的拨叉进行严格的检验,检查尺寸、形状等是否符合要求。
b.对合格的拨叉进行包装,以防止其在运输过程中受到损坏。
三、拨叉加工工艺注意事项1.加工前应认真阅读拨叉图纸,明确加工要求。
2.在加工过程中,要保持加工机床和工具的正常运转,定期检查和维护设备。
3.加工过程中要保持工作环境整洁,避免杂物进入加工区域,防止对加工质量造成影响。
4.需要注意安全操作,佩戴防护装备。
5.加工后的拨叉需要进行严格的检验,确保其性能符合要求。
四、拨叉加工工艺的意义拨叉广泛应用于机械设备中,拨叉加工工艺的质量直接影响到拨叉的性能和使用寿命。
合理的拨叉加工工艺可以保证拨叉的尺寸和形状准确,提高拨叉的强度和硬度,延长其使用寿命。


拨叉831008机械制造加工工艺卡编制人员 XXXX指导老师 X X学院 XXXXX学院学校 XXXX大学XX学机械加工工艺过程卡片产品名称及型号零件名称拨叉零件图号材料名称灰铸铁毛坯种类铸件零件质量Kg毛量第 1 页编号HT200 尺寸净重1kg 共 1 页性能≤200 每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术等级时间定额/min夹具刀具量具单件准备--终结Ⅰ粗铣、半精铣φ20端面、φ42端面机加工X52K 专用夹具YG6硬质合金端面铣刀游标卡尺IT12Ⅱ粗铣、半精铣φ20底面、φ42底面机加工X52K 专用夹具YG6硬质合金端面铣刀游标卡尺IT12Ⅲ钻、扩两孔φ11机加工Z3025 专用夹具麻花钻内径百分表IT7Ⅳ半精镗孔φ28机加工T611 专用夹具镗刀块内径百分表IT11Ⅴ拉键槽机加工L6120 专用夹具键槽拉刀游标卡尺IT7 Ⅵ切断机加工X52K 专用夹具锯片铣刀游标卡尺IT12 Ⅶ去毛刺Ⅷ终检更改内容编制鲁亚迪抄写核对审核批准XX XX大学机械加工工序卡片产品名称及型号零件名称零件图号第 1 页拨叉共 8 页车间工序名称工序号材料牌号机加工ⅠHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42端面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42端面X52K 900 113.04 0.8 0.2 1 0.6更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 2 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅡHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42底面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42底面X52K 900 113.04 0.8 0.2 10.6更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 3 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅢHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液摇臂钻床Z3025夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻孔Φ10 Z3025 800 25 5 0.2 1 0.192 扩孔Φ11 Z3025 800 25 0.5 0.8 1 0.05更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 4 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅣHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液镗床T611夹具名称夹具编号单件时间min准备—终结时间/min通用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 半精镗孔Φ28 T611 560 49 1.6 0.3 1 0.1更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 5 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅤHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 拉键槽3×2 L6120 500 4.7 2 0.15 1 0.41更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 6 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅥHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 两件切开X52K 900 56 9 0.1 1 0.57 更改内容机械加工工艺过程卡片产品名称及型号零件名称零件图号第 7 页拨叉共 8页车间工序名称工序号材料牌号去毛刺ⅦHT200同时加工件数每料件数技术等级力学性能≤200设备名称设备型号设备编号工作液夹具名称夹具编号单件时间min准备—终结时间/min工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 去毛刺更改内容编制鲁亚迪抄写核对审核批准实用文档机械加工工艺过程卡片产品名称及型号零件名称零件图号第 8 页拨叉共 8页车间工序名称工序号材料牌号机加工终检ⅧHT200同时加工件数每料件数技术等级力学性能≤200设备名称设备型号设备编号工作液夹具名称夹具编号单件时间min准备—终结时间/min工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 终检更改内容编制鲁亚迪抄写核对审核批准。
123456789101112机械制造工艺学制造工艺学课程设计课程设计说明书指导教师:设计者:机械制造工艺学课程设计任务书13题目: 设计”CA6140车床拨叉”零件的机械加工工艺规则及工艺装备内容: 1.零件图1张2.毛坯图1张3.机械加工工艺过程综合卡片1张4.结构设计装配图1张5.结构设计零件图1张6.课程设计说明书1份原始资料:拨叉零件图831008生产纲领10000件/年。
一零件的分析(一)零件的作用题目所给的零件是CA6140车床的拨叉。
它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的φ20021.0+孔与操纵机构相连,二下方的Φ54半孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
两件零件铸为一体,加工时分开。
(二)零件的工艺分析零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:⒈小头孔Φ20以及与此孔相通的8Φ的锥孔、M6螺纹孔14⒉以φ54为中心的加工表面这一组加工表面包括:φ540.46+的孔,以及其上下两个端面。
这两组表面有一定的位置度要求,即φ540.46+的孔上下两个端面与φ20021.0+的孔有垂直度要求。
⒊由上面分析可知,可以粗加工拨叉底面,然后以此作为粗基准采用专用夹具进行加工,并且保证位置精度要求。
再根据各加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
二确定生产类型已知此拨叉零件的生产纲领为10000件/年,零件的质量是1.0Kg/个,查《机械制造工艺及设备设计指导手册》321页表15-2,可确定该拨叉生产类型为大批生产,所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。

拨叉机械加工工艺过程卡片材料:Q345B 钢板工件形状:拨叉(图1)工序:铣削设备:立式铣床夹具:机械万能卡盘刀具:立铣刀、球头铣刀涂装:无图1工艺流程:1.准备工作将Q345B钢板切割成宽度为70mm、厚度为8mm的矩形板坯,然后进行加工前的清洁处理,去除表面油污和杂质。
2.夹紧工件将工件放入机械万能卡盘中,通过螺旋压紧螺母调整夹紧力,确保工件处于稳定的夹紧状态。
3.主轴转速选择根据刀具的材质、切削速度和切削力的大小等因素,选择合适的主轴转速。
通常建议选择中速,避免过快或过慢可能导致加工效果不佳和刀具寿命缩短。
4.刀具选择根据工件的形状和尺寸,选择合适的刀具进行铣削。
通常使用的立铣刀主要用于粗铣、中铣和精铣,而球头铣刀则适用于曲面轮廓的铣削。
5.程序调试设置加工参数,如进给速度、主轴转速、切削深度和切削速度等,然后进行程序调试。
通过试切和调整参数,确保加工参数合理,避免加工过程中产生过多的工件翘曲和毛刺等问题。
6.铣削加工开机后,根据设定的加工参数和程序,开始铣削加工。
注意观察工件的状况,检查铣削面是否平滑、光滑,避免刀具撞击和工件受力过大的情况。
7.完成处理当工件铣削结束后,进行检查和清洁处理。
使用手工工具或机械设备清洁切屑和残留物,检查铣削面是否符合要求。
8.质量控制将工件放入质检部门进行测试,对铣削尺寸、形状、平整度和表面质量等方面进行检查。
如果不符合要求,则需进行重新加工或调整刀具和加工参数等。
9.记录档案将加工工艺及质量检测结果记录在档案中,便于后续追溯和统计分析。
注意事项:1.加工过程中要注意安全防护,避免人员受伤和设备损坏。
2.加工过程中要不断检查工件和刀具的状况,确保加工效果和质量。
3.加工完毕后,及时进行清洁处理,避免影响下一次加工。
4.加工完成后,要将设备清理干净,并加以维护保养,以延长设备使用寿命。
5.在铣削长条形工件时,要采用分段铣削的方式,避免产生振动影响加工质量。
6.加工过程中要注意切削液的使用和更换,避免对设备和工件造成损害。
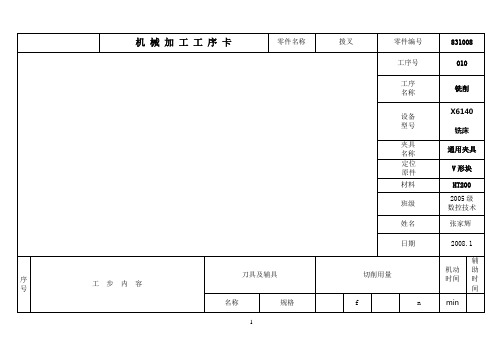
常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号1/5
拨叉
材料牌号及名称毛坯外型尺寸
HT200 拨叉
零件毛重零件净重硬度
设备型号设备名称
X52K 铣床
专用工艺装备
名称代号
专用夹具
机动时间单件工时定额每合件数
5min 1
技术等级冷却液
中
工序号工
步
号
工序及工步内
容
刃具量检具切削用量
代号名称代号名称
切削速度
(米/分)
切削深度
(毫米)
进给量(毫
米/转)
转速(转/
分)
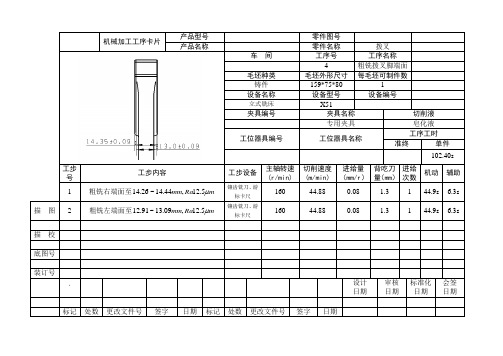
50 1 铣ø15.8孔右侧端面面铣刀游标卡尺95.456 1.7 0.8 380
编制校对会签复制
修改标
记处数文件号签字日期
修改标
记
处数文件号签字日期
常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号2/5
拨叉
材料牌号及名称毛坯外型尺寸
HT200 拨叉
零件毛重零件净重硬度
设备型号设备名称
Z525钻床
专用工艺装备
名称代号
专用夹具
机动时间单件工时定额每合件数
5min 1
技术等级冷却液
中
工序号工
步
号
工序及工步内
容
刃具量检具切削用量
代号名称代号名称
切削速度
(米/分)
切削深度
(毫米)
进给量(毫
米/转)
转速(转/
分)
60 1 以孔端面定位,钻扩铰ø.81F8
5
1mm孔至
图纸要求
麻花钻、铰刀
光滑极
限量规
95.456 1.7 0.8 380
编制校对会签复制
修改标
记处数文件号签字日期
修改标
记
处数文件号签字日期
常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号3/5
拨叉
材料牌号及名称毛坯外型尺寸
HT200 拨叉
零件毛重零件净重硬度
设备型号设备名称
X52K 铣床
专用工艺装备
名称代号
专用夹具
机动时间单件工时定额每合件数
5min 1
技术等级冷却液
中
工序号工
步
号
工序及工步内
容
刃具量检具切削用量
代号名称代号名称
切削速度
(米/分)
切削深度
(毫米)
进给量(毫
米/转)
转速(转/
分)
70 1 以铣叉口内侧面定位铣将尺寸51mm加工
到图纸要求
面铣刀游标卡尺95.456 1.7 0.8 380
编制校对会签复制
修改标
记处数文件号签字日期
修改标
记
处数文件号签字日期
常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号4/5
拨叉
材料牌号及名称毛坯外型尺寸
HT200 拨叉
零件毛重零件净重硬度
设备型号设备名称
X52K 铣床
专用工艺装备
名称代号
专用夹具
机动时间单件工时定额每合件数
5min 1
技术等级冷却液
中
工序号工
步
号
工序及工步内
容
刃具量检具切削用量
代号名称代号名称
切削速度
(米/分)
切削深度
(毫米)
进给量(毫
米/转)
转速(转/
分)
8 1 铣14.5开口槽,将尺寸14.2mm加工到图
纸要求
面铣刀游标卡尺95.456 1.7 0.8 380
编制校对会签复制
修改标
记处数文件号签字日期
修改标
记
处数文件号签字日期
常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号5/5
拨叉
材料牌号及名称毛坯外型尺寸
HT200 拨叉
零件毛重零件净重硬度
设备型号设备名称
Z525 钻床
专用工艺装备
名称代号
专用夹具
机动时间单件工时定额每合件数
5min 1
技术等级冷却液
中
工序号工
步
号
工序及工步内
容
刃具量检具切削用量
代号名称代号名称
切削速度
(米/分)
切削深度
(毫米)
进给量(毫
米/转)
转速(转/
分)
9 1 钻ø8.4mm孔至图纸要求钻头钳工划
线工具
95.456 1.7 0.8 380
编制校对会签复制
修改标
记处数文件号签字日期
修改标
记
处数文件号签字日期。