CA6140车床拨叉加工工艺过程及工序卡
- 格式:doc
- 大小:301.00 KB
- 文档页数:9


C6140车床拨叉零件的机械加工工艺规程及夹具设计目录设计任务书 (3)设计总说明 (4)序言 (5)1拨叉的分析 (6)1.1拨叉的作用 (6)1.2拨叉的工艺分析........................................................... (6)1.3拨叉的工艺要求............................................................... . (6)2零件的分析.................................................................... (7)2.1零件的作用 (7)2.2零件的技术要求.................................................... . (7)2.3零件的工艺分析 (8)3工艺规程设计....................................................................... . (9)3.1确定毛坯的制造形式 (9)3.2基面的选择 (9)3.3(1)制定工艺路线 (10)(2)工装的选用 (11)3.4机械加工余量、工序尺寸及毛坯尺寸的确定 (12)3.5确定切削用量及基本尺寸 (14)4夹具设计 (22)4.1问题的提出 (22)4.2夹具设计 (22)(1)定位基准的选择 (23)(2)切削力和夹紧力计算 (24)4.3定位误差分析 (24)4.4家居设计及操作的简要说明 (25)参考文献 (26)小结 (27)(设计)任务书注:本表按自然班填写。
于动员时发给学生。
不够纸请另附页。
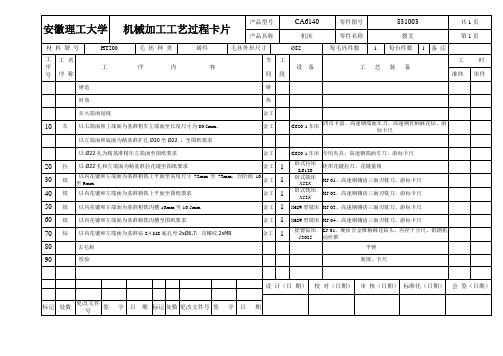
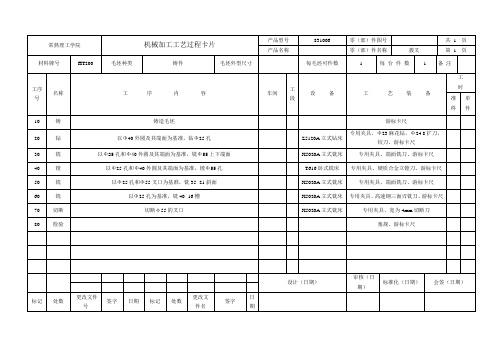
设计总说明拔叉经过钻∅25H7孔,钻∅60H12孔,叉口铣断,铣叉口侧面铣断,铣16H11槽等加工工序。
在每道加工工序中都要有相对应的夹具来固定拔叉,避免拔叉在钻孔或者铣断的过程中发生振动产生加工误差。
机械制造工艺学课程设计说明书设计题目:设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)设计者指导教师何国旗机械制造工艺学课程设计说明书题目设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)内容 1.零件图 1张 2.毛坯图 1张3.机械制造加工工艺过程综合卡片 1张4.结构设计装配图 1张5.结构设计零件图 1张6.课程设计说明书 1份前言通过机床工艺及夹具设计,汇总所学专业知识如一体(如《公差于配合》、《机械零件设计》、《金属切削机床》、《机械制造工艺》等)。
让我们对所学的专业课得以巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的熟悉与理解,并为以后的实际工作奠定坚实的基础!在些次设计中我们主要是设计CA6140拨叉的铣床夹具。
在此次课程设计过程中,我小组成员齐心协力、共同努力完成了此项设计。
在此期间查阅了大量的书籍,并且得到了有关老师的指点,在此表示感谢!机械设计全柴班第 2小组一.设计的目的:机械制造工艺学课程设计,是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
同时,也为以后搞好毕业设计打下良好基础。
通过课程设计达到以下目的:1、能熟练的运用机械制造工艺学的基本理论和夹具设计原理的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题和解决问题的能力。
2、通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。
通过学生亲手设计夹具(或量具)的训练,提高结构设计的能力。
3、课程设计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。
二.零件的分析(一)、零件的作用:题目给定的零件是CA6140拨叉(见附图1)它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。
课程设计说明书设计题目:设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)设计者:指导教师:学院:Xxxx年xx月xx日机械制造工艺学课程设计说明书题目设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)1.零件毛坯合图一张2.机械制造加工工艺过程综合卡片一张3.结构设计装配图一张4.课程设计说明书一份前言通过机床工艺及夹具设计,汇总所学专业知识如一体(如《公差于配合》、《机械零件设计》、《金属切削机床》、《机械制造工艺》等)。
让我们对所学的专业课得以巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的熟悉与理解,并为以后的实际工作奠定坚实的基础!在些次设计中我们主要是设计CA6140拨叉的铣床夹具。
在此次课程设计过程中,我小组成员齐心协力、共同努力完成了此项设计。
在此期间查阅了大量的书籍,并且得到了有关老师的指点,尤其是教务处张永丹老师,我系xxx老师的大力帮助,在此表示感谢!机制xxxx班第x小组XXXX年XX月XX日目录前言 (3)一.设计的目的: (5)二.零件的分析 (5)(一)、零件的作用: (5)(二)、零件的工艺分析: (6)二、工艺规程设计 (6)(一) 确定毛坯的制造形成。
(6)(二)基准的选择。
(6)(三)制定工艺路线。
(7)(二) 机械加工余量。
(8)(四)确定切削用量及基本工时。
(9)夹具设计 (20)(一)问题的提出........................... 错误!未定义书签。
(二)夹具设计............................. 错误!未定义书签。
参考文献................................... 错误!未定义书签。
小结. (25)械加工工序卡片 (26)一.设计的目的:机械制造工艺学课程设计,是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
CA6140车床拨叉机械加工工艺规程二、工艺流程(1) 零件放料:选择适当的机床卡盘夹紧零件,进行粗放料,确保料头及杆端要平整,同时杆子和芯孔有一定的间隙。
(2) 车削料头:采用车、刨、镗三种方法进行加工。
镗孔是在料头前面做成,用于加入杆子的芯孔。
车后排除加工余料,并将料头上的剩余松散金属切除。
(3) 车削杆子:进行车、镗、刨、钻等工艺,使杆子直径、长度、精度、表面粗糙度满足标准要求。
(4) 车削拨叉:根据图纸要求进行车、铣、切等工艺,使其形状、尺寸、精度、表面粗糙度均达到标准要求。
(5) 杆子组装:将杆子插进料头内,并压入芯孔只能保证杆子和料头之间的紧密连接,而无松动可治理,所以此工艺就显得格外重要。
(6) 拨叉组装:先将轴套套在拨叉柄上,再将压轮组装,最后根据图纸要求调整套路。
三、加工工艺分析(1) 车削料头时,刀具的使用要符合图纸要求,切削行程必须转到弧形止梢,避免“快车慢削”或“慢车快削”所引起的表面质量差,同时防止撞刀造成卡刀现象,确保料头表面的精度及粗糙度。
(2) 车削杆子时,应先进行车削,再进行镗孔和刨面,随后进行钻孔工艺,并使用先进的自动化机床,以保证杆子操作精度和表面粗糙度。
(3) 车削拨叉时,刀具要求精度高,刀片坚硬、耐磨,同时应根据图纸要求进行刀具选择,以保证其质量和使用效果。
(4) 杆子组装时,应保证芯孔直径与杆子的直径尺寸匹配,同时杆子要有一定的弹性,采用精密仪器测量实际尺寸。
(5) 拨叉组装时,压轮套装和调整时要严格按照图纸要求进行操作,调整各个接触件的间隙,使拨叉正常工作。
四、质量检验(1) 基础条件下,对于杆子直径及长度的尺寸精度、表面粗糙度、杆子和芯孔的直径差和杆子和芯孔的轴心差的检验。
(2) 对于拨叉的检验,应检查拨叉的平面度和表面粗糙度,确保拨叉的尺寸和形状合理。
(3) 对于车床机床进行质量检验,其主要是对于机械部件质量的分析和检测。
五、安全注意事项(1) 在加工过程中,必须在熟练技能的操作人员的监护下进行,禁止机床漏电、碰撞等现象的出现。