机械加工工艺工序卡_磨削叉脚端面
- 格式:doc
- 大小:83.00 KB
- 文档页数:1

辽宁工程技术大学机械制造技术基础课程设计题目:拨叉机械加工工艺规程及叉口两端面铣削夹具设计班级:姓名:学号:指导教师:完成日期:任务书一、设计题目:拨叉机械加工工艺规程及叉口两端面铣削夹具设计二、原始资料(1) 被加工零件的零件图 1张(2) 生产类型:(中批或大批大量生产)三、上交材料1.所加工的零件图 1张2.毛坯图 1张3.编制机械加工工艺过程卡片 1套4.编制所设计夹具对应的那道工序的机械加工工序卡片 1套5.绘制夹具装配图(A0或A1) 1张6.绘制夹具中1个零件图(A1或A2。
装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。
1张7.课程设计说明书,包括机械加工工艺规程的编制和机床夹具设计全部内容。
(约5000-8000字) 1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,绘制零件图。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法,编制机械加工工艺规程和所加工工序的机械加工工序卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具装配图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天~21天,完成图纸和说明书的输出打印。
答辩五、指导教师评语该生设计的过程中表现,设计内容反映的基本概念及计算,设计方案,图纸表达,说明书撰写,答辩表现。
综合评定成绩:指导教师日期摘要机械制造技术基础课程设计是在完成生产实习的基础上,并且学完了机械制造技术和大部分专业课之后进行的又一个实践性教学环节。
也是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习。
这次设计的是拨叉,包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。
首先我们要熟悉零件和了解其作用,它主要用来改变其在齿轮轴上的位置进而改变速度。



课程设计题目:变速拨叉加工工艺及叉脚两端面铣削夹具设计班级:姓名:指导教师:完成日期:辽宁工程技术大学课程设计I一、设计题目变速拨叉加工工艺及叉脚两端面铣削夹具设计二、设计要求(1) 被加工零件的零件图1张(2) 生产类型:大批大量生产三、上交材料(1) 被加工工件的零件图1张(2) 毛坯图1张(3) 机械加工工艺过程卡片(参附表1) 1张(4) 与所设计夹具对应那道工序的工序卡片1张(4) 夹具装配图1张(5) 夹具体图1张(6) 课程设计说明书(5000~8000字) 1份说明书主要包括以下内容(章节)①目录②摘要(中外文对照的,各占一页)③零件工艺性分析④机械加工工艺规程设计⑤指定工序的专用机床夹具设计⑥方案综合评价与结论⑦体会与展望⑧参考文献列出参考文献(包括书、期刊、报告等,10条以上) 课程设计说明书一律用A4纸、纵向打印.四、进度安排(参考)(1) 熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程卡片和工序卡5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4) 编写说明书3天(5) 准备及答辩2天五、指导教师评语成绩:指导教师日期成绩评定采用五级分制,即优秀、良好、中等、及格和不及格。
优秀:设计方案合理并新颖,设计说明书及设计图纸规范、内容丰富。
在设计过程中勤奋好学、有创新思想;良好:设计方案合理,设计说明书及设计图纸比较规范、内容比较丰富。
在设计过程中勤奋好学、有创新思想;中等:设计方案一般,设计说明书及设计图纸欠规范、内容一般。
在设计过程中比较勤奋、创新思想不明显;及格:设计方案不完善,存在一些小错误,说明书及设计图纸欠规范、内容一般。
在设计过程中勤奋精神不够:不及格:设计方案有严重错误,设计说明书及设计图纸不规范、内容浅薄。
在设计过程中勤奋好学精神不够。
摘要本次课程设计题目是拖拉机变速拨叉的机械加工工艺及叉脚两端面铣削夹具设计。
内容有:零件的分析、工艺规程设计和夹具设计。
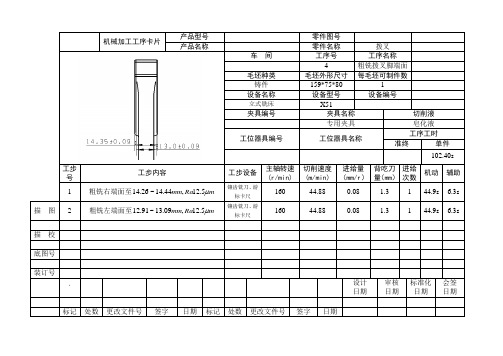
常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号1/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)50 1 铣ø15.8孔右侧端面面铣刀游标卡尺95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号2/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称Z525钻床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)60 1 以孔端面定位,钻扩铰ø.81F851mm孔至图纸要求麻花钻、铰刀光滑极限量规95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号3/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)70 1 以铣叉口内侧面定位铣将尺寸51mm加工到图纸要求面铣刀游标卡尺95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号4/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)8 1 铣14.5开口槽,将尺寸14.2mm加工到图纸要求面铣刀游标卡尺95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号5/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称Z525 钻床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)9 1 钻ø8.4mm孔至图纸要求钻头钳工划线工具95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期。