第二篇项目三数控车床刀具补偿及换刀程序编写
- 格式:ppt
- 大小:959.00 KB
- 文档页数:30

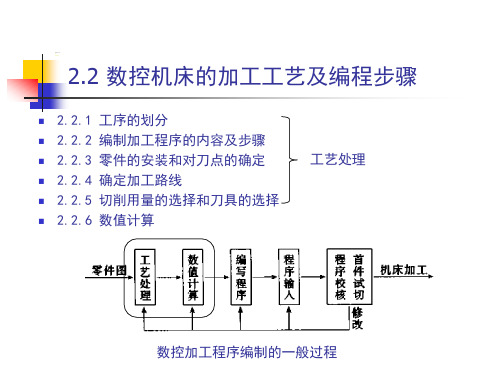

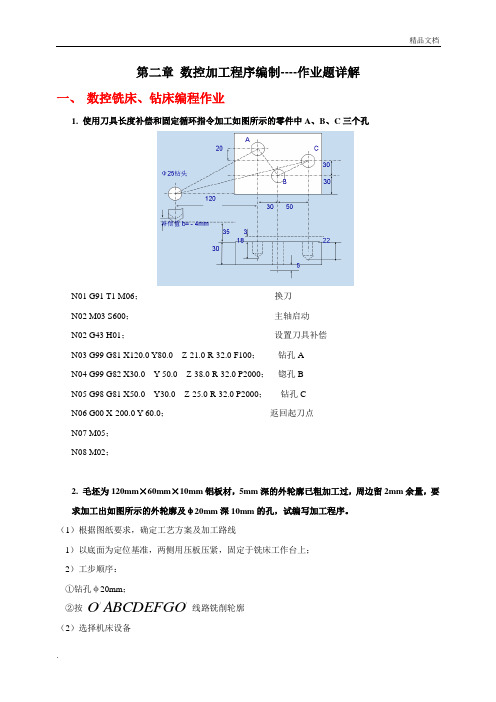
第二章数控加工程序编制----作业题详解一、数控铣床、钻床编程作业1. 使用刀具长度补偿和固定循环指令加工如图所示的零件中A、B、C三个孔N01 G91 T1 M06;换刀N02 M03 S600;主轴启动N02 G43 H01;设置刀具补偿N03 G99 G81 X120.0 Y80.0 Z-21.0 R-32.0 F100;钻孔AN04 G99 G82 X30.0 Y-50.0 Z-38.0 R-32.0 P2000;锪孔BN05 G98 G81 X50.0 Y30.0 Z-25.0 R-32.0 P2000;钻孔CN06 G00 X-200.0 Y-60.0;返回起刀点N07 M05;N08 M02;2. 毛坯为120mm×60mm×10mm铝板材,5mm深的外轮廓已粗加工过,周边留2mm余量,要求加工出如图所示的外轮廓及φ20mm深10mm的孔,试编写加工程序。
(1)根据图纸要求,确定工艺方案及加工路线1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上;2)工步顺序:①钻孔φ20mm;②按线路铣削轮廓(2)选择机床设备//ABCDEFGOO选用数控铣钻床。
3)选用刀具采用φ20mm的钻头,铣削φ20mm孔;φ10mm的立铣刀用于轮廓的铣削,并把该刀具的直径输入刀具参数表中。
数控钻铣床没有自动换刀功能,钻孔完成后,直接手工换刀。
(4)确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
(5)确定工件坐标系和对刀点在XOY平面内确定以O点为工件原点,Z方向以工件上表面为工件原点,建立工件坐标系,如图所示。
采用手动对刀方法对刀。
(6)编写程序2)铣轮廓程序(手工安装好φ10mm立铣刀)O0002;G54 G90 G00 Z5.0 S1000 M03;X-5.0 Y-10.0;G41 D01 X5.0 Y-10.0;C(26.8,45),D(57.3,40) E(74.6,30)G01 Z-5.0 F150.0;G01 Y35.0;G01 X15.0 Y45.0;G01 X26.8;G02 X57.3 Y40.0 R20.0;G03 X74.6 Y30.0 R20.0;G01 X85.0;G01 Y5.0;G01 X-5.0;G40 G00 Z100.0;M05;M02;3. 如图所示零件,进行打中心孔、钻孔、攻螺纹等加工。

实验四数控车削仿真加工 实验五数控车削仿真加工 实验六数控车削仿真加工 (插补指令)(一) (简单固定循环加工) (螺纹加工)(三) 11 实验七数控车削仿真加工 实验八数控车削仿真加工(外园粗车循环加工)(四)••…(固定形状粗车循环加工)(五)13 15实验九 XK6325B 数控铣床KND-100M 数控系统面板及其操作 17实验十数控铣床对刀操作及工作坐标系 数控铣床刀具补偿功能的使用2022实验^一数控铣削仿真加工(插补指令)—用G01、G02/G03编写一个简单零件的外形铣削加工程序(一层一次) 实验十二数控铣削仿真加工(插补指令)—用G01、G02/G03编写一个简单零件的外形铣削加工程序(二层一次) 实验十三数控铣削仿真加工(插补指令)2729—用G01、G02/G03编写一个简单零件的外形铣削加工程序(二层二次) 实验十四 数控铣削仿真加工(钻孔循环指令)(四) 30实验十五数控铣削仿真加工(子程序调用)(五)实验一 、实验目的数控车床GSK980■数控系统面板及其操作实验一数控车床GSK980T 数控系统面板及其操作 实验二对刀操作及数控车床工作坐标系实验三数控车床刀具补偿功能的使用(1)熟悉GSK980T面板的结构和组成。
(2)掌握数控系统的六种工作方式。
(3)掌握数控系统显示状态的切换。
(4)掌握MDI运行模式。
二、实验设备及实验系统(1 )数控车床二台。
(2 )电脑一人一台。
(3)GSK980T仿真系统。
三、实验内容及步骤1、观察GSK980T数控面板的三大组成部分:LCD显示器、MDI键盘、控制面板。
2、通过切换“位置、“程序”“刀补”“报警”“设置”“参数” “诊断”观察LCD 显示内容的变化。
3、通过“手动”“手轮”“回零”“录入”“编辑”“自动”六种工作方式的切换,了解数控系统的六种工作模式。
(1)手动模式:在该模式下做如下动作:移动刀具(X、Z方向);主轴正反转、停止;冷却液开/关;手动换刀。
#§1-1 数控入门知识随着科学技术和社会生产和迅速发展,机械产品日趋复杂,对机械产品和质量和生产率的要求越来越高.在航天、造船、军工和计算机等工业中,零件精度高、形状复杂、批量小、经常改动、加工困难,生产效率低、劳动强度大,质量难以保证。
机械加工工艺过程自动化是适应上述发展特点的最重要手段.为了解决上述问题,一种灵活、通用、高精度、高效率的“柔性”自动化生产设备-—-——-数控机床在这种情况下应运而生。
目前数控技术已做逐步普及,数控机床在工业生产中得到了广泛应用,已成为机床自动化的一个重要发展方向.1—1—1数控定义数控即数字控制(Numerical Control),是数字程序控制的简称。
数控车床由数字程序控制车床简称;CNC表示计算机数控车床。
数控机床加工原理是把刀具与工件的运动坐标分成最小的单位量即最小位移量,由数控系统根据工件的要求,向各坐标轴发出指令脉冲,使各坐标移动若干个最小位移量,从而实现刀具与工件的相对运动,以完成零件的加工.数控的实质是通过特定处理方式下的数字信息(不连续变化的数字量)去自动控制机械装置进行动作,它与通过连续变化的模拟量进行的程序控制(即顺序控制),有着截然不同性质.由于数控中的控制信息是数字化信息,而处理这些信息离不开计算机,因此将通过计算机进行控制的技术通称为数控技术,简称数控。
这里所讲的数控,特指用于机床加工的数控(即机床数控)。
1—1-2 机床数控与数控机床机床数控是指通过加工程序编制工作,将其控制指令以数字信号的方式记录在信息介质上,经输入计算机处理后,对机床各种动作的顺序、位移量和速度实现自动控制的一门技术。
数控机床则是一种通过数字信息控制按给定的运动规律,进行自动加工的机电一体化新型加工装备。
§1—2 数控机床的用途分类1—2—1 数控车床的用途数控车床与卧式车床一样,也是用来加工轴类或盘类的回转体零件。
但是由于数控车床是自动完成内外圆柱面、圆锥面、圆弧面、端面、螺纹等工序的切削加工,所以数控车床特别适合加工形状复杂的轴类或盘类零件。