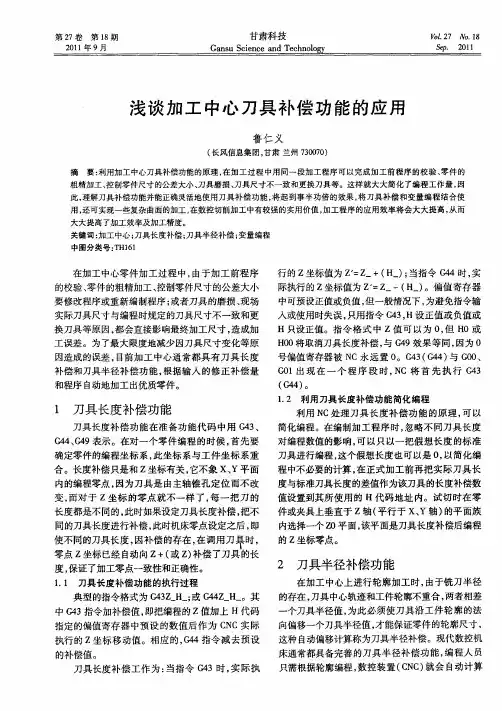
试谈数控加工中刀具补偿的应用
- 格式:docx
- 大小:502.00 KB
- 文档页数:42
刀具补偿在数控加工中的应用————————————————————————————————作者: ————————————————————————————————日期:中央广播电视大学开放教育毕业论文论文题目:刀具补偿在数控加工中的应用分校(工作站): 电子局长岭班级:DG0911专业: 数控技术学号:19姓名:丁鑫2012年4月6日刀具补偿在数控加工中的应用摘要:阐述了数控加工具有加工精度高、效率高、质量稳定等特点,合理掌握刀具补偿方法,灵活应用刀具半径补偿功能,合理设置刀具半径补偿值,是保证其精度高、质量稳定的重要因素。
关键词:刀具补偿;编程;方法;数控加工一、刀具补偿的提出在全功能数控机床中,数控系统具有刀具补偿功能,这就给实际加工提供了方便。
编程时可按工件轮廓尺寸进行编制,建立、执行刀补后,数控系统自动计算,刀位点自动调整到刀具运动轨迹上。
在数控加工中,刀具半径补偿的使用尤其广泛,对于简化编程和加工起到了很大的作用。
用立铣刀在数控机床上加工工件轮廓时,因为铣刀有一定的半径可以清楚看出刀具中心运动轨迹与工件轮廓不重合,这是因为工件轮廓是立铣刀运动包络形成的,如不考虑刀具半径,直接按照工件轮廓编程是比较方便的,而加工出的零件尺寸比图样要求小了一圈或大了一圈,为此必须使刀具沿工件轮廓的法向偏移一个刀具半径,这就是刀具半径补偿指令。
应用刀具半径补偿功能时,只需按工件轮廓轨迹进行编程,然后将刀具半径值输入数控系统中,执行程序时,系统会自动计算刀具中心轨迹进行刀具半径补偿,从而加工出符合要求的工件形状,当刀具半径发生变化时也无需更改加工程序,使编程大大简化。
实践证明灵活应用刀具半径补偿功能,合理设置刀具半径补偿值,在数控加工中有着重要的意义。
二、全功能数控机床系统中刀具补偿(一)数控车床刀具补偿数控车床刀补功能包括刀具位置补偿和刀具圆弧半径补偿两方面(1)刀具位置补偿刀具磨损或重新安装刀具引起的刀具位置变化,建立、执行刀具位置补偿后,其加工程序不需要重新编制。
数控加工中刀具补偿的应用朱卫峰[中国长江动力公司(集团)]摘要:刀具补偿是数控机床的主要功能之一,他分为:刀具长度补偿、刀具半径补偿、刀具偏置补偿种。
它们基本上能解决加工过程中根据刀具几何形状尺寸产生零件轮廓轨迹等问题,从而保证加工出符合图纸尺寸要求的零件。
关键词:刀具半径补偿,刀具长度补偿,刀具几何补偿,磨损补偿引言:刀具补偿的理论及其实现,在各类数控系统中都已经是比较成熟的技术。
在使用数控机床加工零件的过程中,刀具的运动轨迹不等同于工件的轮廓。
为了保证工件轮廓形状,加工时数控系统必须根据工件轮廓和刀具的几何形状尺寸计算出刀具中心运动轨迹。
在建立、执行刀补后,数控系统自动计算、自动调整刀位点到刀具的运动轨迹从而加工出符合图纸尺寸要求的形状。
当刀具磨损或更换后,加工程序不变,只须更改程序中刀具补偿的数值。
刀具补偿使用简单方便,能极大提高编程的工作效率。
下面就刀具补偿在一般数控加工中的应用进行探讨:一.刀具半径补偿1.刀具半径补偿的概念A.在轮廓加工过程中,由于刀具总有一定的半径,刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。
在进行轮廓加工时,刀具中心偏离零件的实际轮廓表面(图纸中所要加工对象的轮廓)一个刀具半径值。
这种偏移,称为刀具半径补偿。
B.采用刀具半径补偿的作用和意义数控机床一般都具备刀具半径补偿的功能。
在加工中,使用数控系统的刀具半径补偿功能,就能避开数控编程过程中的繁琐计算,而只需计算出工件加工轮廓轨迹的起始点坐标值即可。
同时,利用刀具半径补偿功能,还可以实现同一程序的粗、精加工以及同一程序的阴阳模具加工等功能。
C.刀具半径补偿指令的使用方式根据ISO 标准规定,当刀具中心轨迹在编程轨迹前进方向的左边时,称为左刀补,用G41表示;刀具中心轨迹在编程轨迹前进方向的右边时,称为右刀补,用G42表示;注销刀具半径补偿时用G40表示。
2 刀具半径补偿过程A.刀具半径补偿建立:当输入的程序段包含有G41/G42命令时,系统认为此时已进入刀补建立状态。
毕业论文题目:数控加工中刀具补偿的应用系部:机电工程系专业:数控技术班级:08数控(2)班学生:罗贤强学号:08313244指导老师:刘晓秋老师职称:江西理工大学南昌校区毕业设计(论文)任务书机电工程系系部数控专业2008级(2011届)数控(2)班学生罗贤强题目:数控加工中刀具补偿的应用专题题目(若无专题则不填):原始依据(包括设计(论文)的工作基础、研究条件、应用环境、工作目的等):工作基础:在20世纪60年代的数控加工中还没有出现补偿的概念,所以编程人员不得不围绕刀具的理论路线和实际路线的相对关系来进行编程,这样不仅很容易产生错误,而且生产效率低下。
当刀具补偿概念出现并应用到数控系统中后,编程人员就可以直接按照轮廓尺寸进行程序编制。
在建立、执行刀补后,由数控系统自动计算,自动调整刀位点到刀具的运动轨迹。
当刀具磨损或更换后,加工程序不变,只须更改程序中刀具补偿的数值。
因此刀具补偿的应用不仅提高了生产效率,还大大降低了技术人员的劳动强度。
研究条件:利用网络资源,参考相关文献,并在老师的提示和指导下熟悉并掌握刀具补偿的基本应用和相关注意事项。
应用环境:刀具补偿广泛用于数控车床、数控铣床、加工中心等淑红设备中。
提高了数控加工的精度。
工作目的:深入了解刀具补偿的概念以及分类,着重掌握数控车床车削加工中的刀具半径补偿的问题和车床的对刀问题。
并通过本论文提高自己在刀具补偿方面的理论水平。
主要内容和要求:(包括设计(研究)内容、主要指标与技术参数,并根据课题性质对学生提出具体要求):研究内容:1数控车床加工的对象:数控车床是目前使用比较广泛的数控机床,主要用干轴类和盘类回转体工件的加工,能自动完全内外圆面、柱面、锥面、圆弧、螺纹等工序的切削加工,并能进行切槽、钻、扩、铰孔等加工,适合复杂形状工件的加工。
与常规车床相比,数控车床还适合加工如下工件。
( 1 ) 轮廓形状特别复杂或难于控制尺寸的回转体零件,( 2 ) 精度要求高的零件。

浅谈数控车中刀具补偿功能【摘要】:本文介绍了数控车床中刀具半径补偿功能的使用【关键词】:数控车床,刀具半径补偿,刀尖圆弧半径。
前言加工程序时,一般将刀尖看作是一个点,然而实际上刀尖是有圆弧的,在切削内孔,外圆及端面的时侯,刀尖圆弧不影响加工尺寸以及形状,但在切削圆锥面和圆弧等加工轨迹与机床轴线不平行的曲线时,则实际的切削点和理想刀尖点之间在X,Z轴方向都会存在位置偏差,如图(1)所示。
以理想的刀尖点R编程的进给轨迹为(1)图中的轮廓线,圆弧刀尖实际切削轨迹为(1)图中斜线所示,会出现欠切或者过切现象,造成加工误差。
刀具半径补偿目的就是为了解决刀尖圆弧可能引起的加工方面的误差。
一、刀具半径补偿功能绝大多数全功能的数控车床具备了刀具半径补偿功能,在编程时,可以按工件的实际轮廓尺寸从而进行编程,再通过系统的自动补偿刀具半径值,数控系统根据程序中的工件的实际轮廓和刀具半径补偿值从而自动计算,刀具的半径刀位点自动调整到刀具运动轨迹中。
对于具有了刀具半径补偿功能的数控车床,我们在编制程序的时侯可以利用此能来消除如(2)图所示的过切或者切削残留的现象,从而加工出合功格的零件。
二、圆弧半径补偿的方法1.刀具半径补偿指令的选定刀具半径补偿是不是需要或者采用哪种方式补偿,那是由G指令决定:G40——刀具半径补偿取消,即是使用该指令之后,使G41,G42指令失效。
G41——刀具半径左边补偿,即是沿刀具运动方向看,刀具在零件左侧时的刀具半径补偿。
G42——刀具半径右边补偿,即是沿刀具运动方向看,刀具在零件右侧时的刀具半径补偿。
刀具补偿的指令格式为:G40/G41/G42 G00/G01X—Z—X,Z:G00/G01的参数,就是建立到不或取消到布的终点坐标值;图(3)为G41和G42中的R选择方法图(3)G41/G42的选择与刀架的位置,工件的形状及刀具的类型有关。
如图,表一刀尖R补偿模式选择2.假想刀具的刀尖R的方位确定:假想车刀刀尖相对于圆弧中心的方位和刀具移动方向有关系,它就影响圆弧车刀补偿计算的结果。
数控加工中刀具补偿的应用随着现代工业技术的不断发展,数控机床已经成为了现代机械加工产业中的主要设备之一。
数控机床的出现,摆脱了传统机床对于工人的依赖,采用了计算机和现代化的技术手段,能够完成更加精密和高效的加工任务。
其中,刀具补偿技术就是数控加工中的关键技术之一。
刀具补偿技术是数控加工中常用的一项技术。
在数控加工过程中,刀具补偿是指在数控机床中,调整机床刀具加工轮廓的过程。
由于数控机床加工时,刀具的磨损和其它工艺问题都会导致加工成品的尺寸偏差,而刀具补偿则是在这样的情况下把加工刀具的轮廓进行调整,使其能够更加精确地完成加工任务。
刀具补偿技术可以有效地提高加工精度。
在数控加工中,刀具补偿技术的主要作用是对加工刀具的轨迹和偏差进行自动校正,从而保证加工成品的尺寸精度。
另外,在加工不规则曲面和复杂图形时,刀具补偿也可以帮助数控机床进行更加精密的加工。
利用刀具补偿技术可以消除热变形和机床的机械压力,从而提高加工品质和生产效率。
刀具补偿技术是现代数控加工中必不可少的技术之一。
采用刀具补偿技术可以提高加工精度、降低加工费用,同时还可以提高生产效率。
随着数控机床产业的不断发展,刀具补偿技术也将在数控加工领域发挥越来越重要的作用。
如何正确地应用刀具补偿技术呢?在数控加工中,刀具补偿技术应用的前提是需要建立合适的加工刀具和工件模型。
通过建立准确的数学模型,可以对加工过程进行模拟和预测,从而得出合适的刀具补偿方案。
此外,还需要根据工件的材质、切削速度、进给速度、刀具磨损程度等因素进行合理的补偿设置。
刀具补偿技术的应用也需要进行不断的优化和改进。
在实际应用中,遇到形状复杂、加工难度高的工件时,刀具补偿技术的应用效果往往不够理想。
因此,需要进行不断的研究和优化,以提升技术的可靠性和精度。
例如,可以利用新材料、新工艺、新设备等手段来改进切削工具的质量和性能,并通过刀具磨损监测、刀具寿命管理等方式来降低刀具补偿的成本。
总之,刀具补偿技术是数控加工中的重要技术之一,它可以帮助实现更加精密的加工、提高加工效率、降低成本等多重效益。
简述刀具补偿在数控加工中的作用
刀具补偿是一种在数控加工中常用的技术,旨在纠正加工过程中刀具的偏斜和长度不足等问题,保证加工质量和效率。
本文将简要介绍刀具补偿的基本原理和作用。
刀具补偿的基本原理是通过测量刀具的偏斜和长度不足,来调整数控加工中的刀具参数,使刀具沿着正确的轨迹运动,达到高质量的加工效果。
刀具补偿的主要工具是刀具补偿器,它可以通过改变刀具的偏斜和长度来补偿刀具的误差。
刀具补偿的作用包括:
1. 提高加工精度:刀具补偿可以帮助数控加工中心实现高精度加工,减少加工误差,提高产品的质量和一致性。
2. 降低加工成本:通过刀具补偿,可以实现刀具的精确定位,降低刀具的磨损和损坏,延长刀具的使用寿命,降低加工成本。
3. 改善加工过程的稳定性:刀具补偿可以帮助数控加工中心实现稳定的加工过程,降低加工过程中的噪声和震动,保证加工过程的一致性和稳定性。
刀具补偿在数控加工中的应用非常广泛,是实现高质量、高效率加工的重要技术之一。
随着数控加工技术的不断发展和进步,刀具补偿技术也在不断更新和改进,以适应不同的加工环境和需求。
刀具补偿功能在数控加工中的应用摘要:为了简化零件的数控加工工程量,使数控程序与刀具形状及刀具的尺寸无关,NC系统大都提供刀具补偿功能。
刀具补偿功能在数控加工中应用非常广泛,其对简化数控程序、降低编程难度以及提高程序运行效率和提高零件加工精度都具有十分重要的意义。
本文分析了刀具半径补偿与刀具位置补偿两种形式的影响,并介绍了刀具补偿的方法。
关键词:数控加工刀具长度补偿刀具半径补偿数控编程1 刀具补偿概述目前大多数数控机床都具备刀具自动补偿的功能。
编程人员只需将需要补偿的数值输入NCp在数控系统中,三维刀具半径补偿功能是通过设置专用寄存器来实现的,将刀具半径,刃口半径等参数存放在刀具寄存器中,则编程基本格式为;G1X…Y…Z…I…J…K…,刀具参数用G141设置,如G141R…R1=…等。
(2)刀具位置(长度)补偿。
刀具长度补偿既可以由手动输入也可以通过程序实现,通过手动输入一般用于定长刀具的长度补偿,而用于变长度补偿的一般需要通过程序实现。
现代CNC系统中,用手动输入方式一般是在机床操作人员完成前期准备工作后,在长度偏置寄存器中写入刀具长度参数值实现的,程序命令方式主要是通过G43和G44代码实现。
在实际数控加工过程中,合理应用刀具补偿是提高加工质量的关键环节,下面针对不同的数控系统分析刀具补偿功能在数控加工中的应用。
2 数控车削中刀具补偿的应用数控车削中,刀具需要连续工作,由于换刀或安装,以及刀具磨和刀尖圆弧半径等产生的误差必须需要进行刀补工作。
通常以一把刀具为基准,以其刀尖位置建立坐标系,这样其他刀具在此坐标系下由于刀尖位置的偏差应对偏移量进行补偿。
在部分机床中,刀具的长度补偿可以通过T代码实现。
T代码的命名规则为前两位是刀具号,后两位为刀具的补偿号。
比如G02X50Z90T0305为选用3号刀具5号刀具补偿。
目前大多数的CNC系统都具有对刀显微系统,使用补偿指令之后,无需计算刀尖位置,只需要按照轮廓编程即可。
刀具补偿功能概述刀具补偿是数控加工中一项关键的技术,它可以有效地提高加工精度和效率。
本文将对刀具补偿功能进行概述,介绍其原理、应用和优势。
一、刀具补偿的原理刀具补偿是通过在数控系统中对工具轨迹进行校正来实现的。
由于刀具的尺寸、形状和磨损等因素,工件的加工结果可能会与预期有所偏差。
刀具补偿基于工具几何和轨迹偏差的关系,通过调整数控程序中的刀具路径,使实际切削轨迹与期望轨迹保持一致,从而实现精准加工。
二、刀具补偿的应用领域刀具补偿广泛应用于各种数控加工领域,如铣削、车削、钻削等。
在这些加工过程中,刀具补偿能够提高零件的尺寸精度、表面质量和加工效率。
1. 铣削中的刀具补偿:在铣削过程中,刀具补偿可以根据刀具直径和偏移量来自动调整切削轨迹,确保切削结果符合要求。
同时,通过刀具补偿,还可以实现铣削过程中不同刀具的自动更换,提高生产效率。
2. 车削中的刀具补偿:车削过程中,刀具补偿可以针对工件的尺寸偏差进行调整,使加工后的工件尺寸与期望尺寸保持一致。
刀具补偿可以通过修正刀具位置或调整进给速度来实现,大大提高了车削加工的精度和稳定性。
3. 钻削中的刀具补偿:在钻削过程中,刀具补偿可以根据刀具尺寸和磨损情况来调整刀具的位置和轨迹。
通过刀具补偿,可以有效控制钻孔的直径误差和圆度误差,提高钻削加工的质量。
三、刀具补偿的优势刀具补偿具有许多优势,使其在数控加工中得到广泛应用。
1. 提高加工精度:刀具补偿可以消除工具尺寸和磨损等因素对加工精度的影响,实现更加精确的加工结果。
2. 提高加工效率:通过刀具补偿,可以使切削轨迹与工件的实际形状相匹配,减少加工过程中的空刀时间,提高生产效率。
3. 增强加工稳定性:刀具补偿可以对工具的位置和轨迹进行校正,减少切削力的变化,有助于提高加工过程的稳定性。
四、结论刀具补偿功能在数控加工中起到至关重要的作用,它通过调整刀具路径,确保加工结果与期望一致,提高加工精度和效率。
刀具补偿在铣削、车削、钻削等加工过程中广泛应用,并具有诸多优势,如提高加工精度、效率和稳定性。
刀具半径补偿功能在数控加工中的应用摘要本文描述了数控加工中刀具半径对零件加工与编程的影响,分析了刀具半径补偿功能在数控加工中的正确使用方法,并针对刀具半径补偿功能在数控车削加工、数控铣削加工中的应用进行了介绍。
关键词半径补偿;数控加工;轮廓;程序随着现代数控成型刀具的普及使用,大大提高了企业的加工能力,但由于刀具总是具有一定的半径,刀具中心运动轨迹并不是加工零件的实际轮廓。
若用刀具中心轨迹来编制加工程序,则程序的数学处理工作量大,当刀具半径发生变化时,则又还需重新修改或编制程序。
这样,编程会很麻烦。
利用刀具半径补偿功能,当编制零件加工程序时,只需按零件轮廓编程,使用刀具半径补偿指令,并在控制面板上用键盘(CRT/MDI)方式,人工输入刀具半径值,数控系统便会根据零件程序和刀具半径自动计算出刀具中心的偏移量,进而得到偏移后的中心轨迹,并使系统按刀具中心轨迹运动,完成对零件的加工。
1 数控车削加工中刀尖圆弧半径补偿的应用1.1 刀尖圆弧半径补偿的分析数控车床编程时可以将车刀刀尖看作一个点,按照工件的实际轮廓编制加工程序。
但实际上,为保证刀尖有足够的强度和提高刀具寿命,车刀的刀尖均为半径不大的圆弧。
一般粗加工所使用的车刀的刀尖圆弧半径R为0.8 mm或1.2 mm;精加工所使用车刀的圆弧半径R为0.4 mm或0.2 mm。
切削加工时,刀具切削点在刀尖圆弧上变动。
在切削内孔、外圆及端面时,刀尖圆弧不影响加工尺寸和形状,但在切削锥面和圆弧时,会造成过切或欠切现象。
因此,当使用车刀来切削加工锥面和圆弧时,必须将假设的刀尖的路径作适当的修正,使之切削加工出来的工件能获得正确尺寸,这种修正方法称为刀尖圆弧半径补偿。
1.2 刀尖圆弧半径补偿的方法对于采用刀尖圆弧半径补偿的加工程序,在加工前要把刀尖半径补偿的有关数据输入到刀补存储器中,以便执行加工程序时,数控系统对刀尖圆弧半径所引起的误差自动进行补偿。
刀尖圆弧半径补偿是通过G41、G42、G40代码及T代码指定的刀尖圆弧半径补偿值来加入或取消。
刀具半径补偿在数控机床编程中的应用1. 刀具半径补偿的定义在数控机床加工中,由于有些刀具的外径和编程指定的刀具直径不一定相等,或者由于刀具磨损或者其他原因,实际的切削半径可能会有所变化。
而编程时又需要将加工的轮廓尽可能地与设定轮廓相同,因此需要对刀具直径进行修正。
这种修正就叫刀具半径补偿。
在数控机床编程时,一般使用G41和G42指令进行刀具半径补偿,具体实现方式如下:(1) G40/G41/G42指令:G40指定取消所有刀具补偿,即G40指令后,数控机床按照编程程序直接机床加工;G41指定左侧半径补偿,将机床刀具向右移动一定距离,相应地调整编程指令的XY坐标,使实际加工半径减小;G42指定右侧半径补偿,将机床刀具向左移动一定距离,相应地调整编程指令的XY坐标之后,使实际加工半径增大。
(2)路径补偿量的确定:刀具半径补偿的大小是由程序员根据加工要求和机床实际情况进行确定的。
常见的计算方式是通过加工实际切削后的缺口,计算出实际切削半径与编程半径之间的差值,以此来确定刀具半径补偿量。
刀具半径补偿值可以在圆弧加工中使用,还可以在深度和轮廓加工中使用。
(3)圆弧和直线的刀具半径补偿:在圆弧加工中,自动对角线的加工路径以圆心为轴旋转,在编程时需要指定实际加工半径,同时指定刀具半径补偿量,以保证加工的圆弧尽可能的与设定的半径相同。
而在直线加工中,刀具半径补偿量要分别在直线的起点和终点处进行设定,以保证有足够的空间来补偿刃具的半径差异。
刀具半径补偿是数控机床加工中非常重要的一个功能,其应用范围非常广泛,涵盖了许多工业领域,包括机械制造、模具制造、汽车零配件加工等领域。
在机械加工领域,刀具半径补偿是提高加工精度和效率的关键因素之一。
在汽车工业领域,刀具半径补偿可以帮助实现复杂轮廓的加工,并且提高加工效率和加工质量。
在电子制造领域中,刀具半径补偿可以用来加工各种小型零件和设备,使得加工精度更高。
刀具半径补偿是数控机床加工中不可或缺的一个功能,可以帮助提高加工精度和效率,并且应用范围非常广泛。
工业技术科技创新导报 Science and Technology Innovation Herald691 刀具补偿的作用与意义刀具补偿概念是20世纪六七十年代提出的,是为了降低编程人员根据刀具理论路线及实际路线的相对关系编程易发生错误、提高编程效率而提出的方式。
应用刀具补偿概念,编程人员仅需要按照工件轮廓尺寸进行编程,并在建立及执行刀补后其数控系统自动进行计算及自动调整刀位点,以此实现提高工作效率的目的。
随着刀具补偿的深入研究与实践应用经验的不断积累,刀具补偿在数控加工中的作用不断凸显,其补偿方式也从最初单一补偿发展到现在的刀具长度补偿、刀具半径补偿等方式。
通过不同补偿方式的有效运用,能够解决刀具在加工过程中的轨迹问题,实现提高加工效率的目标。
随着刀具补偿应用的增加、随着数控人员刀补经验的积累,不同于传统刀补应用思想的应用方式也层出不穷,为提高数控加工效率、降低数控加工中编程工作量奠定了基础。
2 刀具补偿在数控加工中的作用为了更好的了解刀具补偿在数控加工中的作用、提高实际应用成效,数控加工中必须了解刀具补偿的基本原理及应用原则,并通过不断的经验积累提高刀具补偿应用成效。
针对刀具补偿指令及使用特点,确定刀补方式。
以下就各种类型刀具补偿的作用与应用技巧进行了分析。
2.1 刀具长度补偿在数控加工中的作用数控加工中,根据加工工件要求而需要通过换刀指令选择不同刀具进行加工时,刀具长度会发生变化。
刀具长度的变化使得非基准刀位点起始位置与基准刀位点起始位置不重合,此时必须对刀具长度变化做出适当处理,避免零件报废或撞刀问题的发生。
刀具长度补偿既是为了避免此类问题发生而引入的概念,同时长度补偿也是提高编程及加工效率的关键点。
刀具长度补偿使刀具在垂直于走刀平面(比如G 17,X Y平面)的方向上偏移一个刀具长度修正值,因此在数控编程过程中,一般无须考虑刀具长度。
也就是说,每一把刀的长度都是不同的,刀具的长度补偿只是和Z坐标有关。
毕业论文题目:数控加工中刀具补偿的应用系部:机电工程系专业:数控技术班级:08数控(2)班学生:罗贤强学号:08313244指导老师:刘晓秋老师职称:江西理工大学南昌校区毕业设计(论文)任务书机电工程系系部数控专业2008级(2011届)数控(2)班学生罗贤强题目:数控加工中刀具补偿的应用专题题目(若无专题则不填):原始依据(包括设计(论文)的工作基础、研究条件、应用环境、工作目的等):工作基础:在20世纪60年代的数控加工中还没有出现补偿的概念,所以编程人员不得不围绕刀具的理论路线和实际路线的相对关系来进行编程,这样不仅很容易产生错误,而且生产效率低下。
当刀具补偿概念出现并应用到数控系统中后,编程人员就可以直接按照轮廓尺寸进行程序编制。
在建立、执行刀补后,由数控系统自动计算,自动调整刀位点到刀具的运动轨迹。
当刀具磨损或更换后,加工程序不变,只须更改程序中刀具补偿的数值。
因此刀具补偿的应用不仅提高了生产效率,还大大降低了技术人员的劳动强度。
研究条件:利用网络资源,参考相关文献,并在老师的提示和指导下熟悉并掌握刀具补偿的基本应用和相关注意事项。
应用环境:刀具补偿广泛用于数控车床、数控铣床、加工中心等淑红设备中。
提高了数控加工的精度。
工作目的:深入了解刀具补偿的概念以及分类,着重掌握数控车床车削加工中的刀具半径补偿的问题和车床的对刀问题。
并通过本论文提高自己在刀具补偿方面的理论水平。
主要内容和要求:(包括设计(研究)内容、主要指标与技术参数,并根据课题性质对学生提出具体要求):研究内容:1数控车床加工的对象:数控车床是目前使用比较广泛的数控机床,主要用干轴类和盘类回转体工件的加工,能自动完全内外圆面、柱面、锥面、圆弧、螺纹等工序的切削加工,并能进行切槽、钻、扩、铰孔等加工,适合复杂形状工件的加工。
与常规车床相比,数控车床还适合加工如下工件。
( 1 ) 轮廓形状特别复杂或难于控制尺寸的回转体零件,( 2 ) 精度要求高的零件。
( 3 ) 特殊的螺旋零件。
( 4 ) 淬硬工件的加工。
2数控车床的对刀问题:( 1)一般对刀。
( 2)机外对刀仪对刀。
( 3)自动对刀。
3 数控车削加工中刀尖圆弧半径补偿有关问题:编制数控车床加工程序时,理论上是将车刀刀尖看成一个点,但为了提高刀具的使用寿命和降低加工工件的表面粗糙度,通常将刀尖磨成半径不大的圆弧(一般圆弧半径R是0.4一1.6 之间),所以如果在数控加工或数控编程时不对刀尖圆角半径进行补偿,仅按照工件轮廓进行编制的程序来加工,势必会产生加工误差。
假想刀尖的轨迹分析与偏置值计算分为加工圆锥面的误差析与偏置值计算和加工圆弧面的误差分析与偏置值计算。
(一)刀尖半径补偿编程原则。
1 ) 将刀具的刀尖圆角半径值及刀具的指向编码数存入刀具偏置文档的相应偏置序号处,偏置序号必须先于刀尖半径补偿激活。
2 ) 为了激活刀尖半径补偿,在一个或两个坐标轴都处于非切削状态的直线运动段中编入G41或G42,至少其中一个坐标轴的移动编程量大于或等于刀尖圆角半径值。
3 ) 进入和退出工件切削时必须垂直于工件表面。
4 ) 刀尖半径补偿在下列的工作模式中不起作用: G32,G34,G71,G72,G73, G74,G75,G76,G92。
5 ) 若在G90,G94固定循环中使用刀尖半径补偿,刀尖半径补偿必须先于G90,G94指令激活。
(二)刀尖回角半径补偿方法。
现代数控系统一般都有刀具圆角半径补偿器,具有刀尖圆弧半径补偿功能( 即G41左补偿和G42右补偿功能),对于这类数控车床,编程员可直接根据零件轮廓形状进行编程,编程时可假设刀具圆角半径为零,在数控加工前必须在数控机床上的相应刀具补偿号输人刀具圆弧半径值,加工过程中,数控系统根据加工程序和刀具圆弧半径自动计算假想刀尖轨迹,进行刀具圆角半径补偿,完成零件的加工。
刀具半径变化时,不需修改加工程序,只需修改相应刀号补偿号刀具圆弧半径值即可。
(三)数控车床刀尖圆弧半径补偿。
1 ) 格式。
2 ) 偏置功能。
应用实例:零件加工的轮廊图如图1所示。
在编程过程中,若不加刀具半径补偿,加工中在切削圆锥面和圆弧面时就会出现过切和欠切的现象,如图2所示。
这样加工出的零件将超差,不合格。
为了加工出合格的零件.就要在编程中加人刀具半径补偿。
图1 零件轮廓圈图2 过切或欠切现象O0001 程序号N10 G98 进给速递98mm/minN20 T0101 调用T01好玩刀具N30 S1000 M03 主轴转速1000r/minN40 G00 X20 Z5 快速接近工件N50 G42 G01 X20 Z0 F120 建立刀补N60 G01 Z-10 车削圆柱N70 G01 X40 Z-20 车削圆椎N80 G01 X40 Z-30 R2 车内圆角N90 G01 X50 C1 车外圆角N100 G01 Z-37 车削圆柱N110 G01 X48 Z-40 车削圆椎N120 G01 在-43 车削圆柱N130 G40 G01 X55Z-50 取消刀补N140 G00 X100 Z100 会换刀点N150 M05 主轴停止N160 M30 程序结束具体要求:熟悉刀具补偿的概念,能熟练应用刀具的补偿功能,尤其是刀具补偿在数控车床中的应用。
日程安排:1:11月25日-12月20日,阅读有关文献资料,进行课题/论文调研;2:12月21日-12月25日,撰写选题报告;3:12月26日-1月15日,撰写开题报告;4:1月1日-3月27日,进行毕业设计,撰写设计说明或毕业论文,整理并修改毕业设计/毕业论文,准备答辩;5:3月28日-4月4月3日,论文审核;6:4月,准备答辩。
主要参考文献和书目:【1】全国数控培训网络天津分中心编.数控编程[M]机械工业出版社,2001。
【2】浙江工业职业技术学院编.数控机床编程与操作[M].绍兴:绍兴出版社,2003。
【3】武汉华中数控股份有限公司.世纪星车削数控装置操作说明书[M]。
2003. 【4】许兆丰主编.数控车床编程和操作[M].北京:中国劳动出版社,1997。
【5】周建来. 基于假想刀尖点为刀位点的c刀补技术. 现代制造工程,2001,10。
【6】蔡复之. 实用数控加工技术. 兵器工业出版社,1995。
【7】李善术- 数控机床及其应用- 北京:机械工业出版社,2000。
【8】张建钢.数控技术[M].武汉:华中科技大学出版社.2000。
【9】顾京.数控加工编程及操作[M].北京:高等教育出版社。
2003。
【10】张立仁,李瑞斌,周会成.刀具半径补偿原理及其在数控编程中的应用口].机械管理开发.2007(1):65—66。
【11】李粉霞.数控编程时刀具半径补偿指令的几种妙用[J].机械工程与自动化,2007(1):153—155。
【12】刘雅君.数控编程时巧用刀具半径补偿指令[J3.赤峰学院学报(自然科学版),2006(4):45—47。
【13】张超英,罗学科. 数控加工综合实训【M】北京:化学工业出版社,2003。
【14】王维,杨金利。
数控加工工艺及编程【M】北京:机械工业出版社,2004。
指导教师签字:年月日教研室主任签字:年月日江西理工大学南昌校区毕业设计(论文)开题报告机电工程系系部数控专业08级(2011届)08数控(2)班学生罗贤强题目:数控加工中刀具补偿的应用本课题来源及研究现状:课题来源在20世纪60年代的数控加工中还没有出现补偿的概念,所以编程人员不得不围绕刀具的理论路线和实际路线的相对关系来进行编程,这样不仅很容易产生错误,而且生产效率低下。
当刀具补偿概念出现并应用到数控系统中后,编程人员就可以直接按照轮廓尺寸进行程序编制。
在建立、执行刀补后,由数控系统自动计算,自动调整刀位点到刀具的运动轨迹。
当刀具磨损或更换后,加工程序不变,只须更改程序中刀具补偿的数值。
因此刀具补偿的应用不仅提高了生产效率,还大大降低了技术人员的劳动强度。
研究现状:【1】王雷通过对数控车床在加工各种形状的零件过程中,由于车刀刀尖圆弧半径影响,产生加工误差进行了深入分析,并对刀具圆弧半径补偿的各种情况进行了分析计算。
同时分析了数控车床刀具半径补偿的功能、应用场合及使用方法,从而通过刀具半径补偿功能消除车刀刀尖圆弧对零件加工的影响,保证了被加工零件的几何精度和位置精度精度,尤其是对保证精加工时被加工零件的几何精度和位置精度有着特别的意义。
【2】马保振等全面分析了数控车床刀具位置补偿和半径补偿的原因、方法和应用,并对刀具半径补偿使用时如何避免欠切进行了分析.从而保证零件加工时,通过调用刀具补偿值自动进行补偿,提高工件的加工精度。
课题研究目标、内容、方法和手段:研究内容:1数控车床加工的对象:数控车床是目前使用比较广泛的数控机床,主要用干轴类和盘类回转体工件的加工,能自动完全内外圆面、柱面、锥面、圆弧、螺纹等工序的切削加工,并能进行切槽、钻、扩、铰孔等加工,适合复杂形状工件的加工。
与常规车床相比,数控车床还适合加工如下工件。
1)轮廓形状特别复杂或难于控制尺寸的回转体零件,2)精度要求高的零件。
3)特殊的螺旋零件。
4)淬硬工件的加工。
2数控车床的对刀问题:1)一般对刀。
2)机外对刀仪对刀。
3)自动对刀。
3 数控车削加工中刀尖圆弧半径补偿有关问题:编制数控车床加工程序时,理论上是将车刀刀尖看成一个点,但为了提高刀具的使用寿命和降低加工工件的表面粗糙度,通常将刀尖磨成半径不大的圆弧( 一般圆弧半径R是0.4一1.6 之间),所以如果在数控加工或数控编程时不对刀尖圆角半径进行补偿,仅按照工件轮廓进行编制的程序来加工,势必会产生加工误差。
假想刀尖的轨迹分析与偏置值计算分为加工圆锥面的误差析与偏置值计算和加工圆弧面的误差分析与偏置值计算。
(一)刀尖半径补偿编程原则。
1 ) 将刀具的刀尖圆角半径值及刀具的指向编码数存入刀具偏置文档的相应偏置序号处,偏置序号必须先于刀尖半径补偿激活。
2 ) 为了激活刀尖半径补偿,在一个或两个坐标轴都处于非切削状态的直线运动段中编入G41或G42,至少其中一个坐标轴的移动编程量大于或等于刀尖圆角半径值。
3 ) 进入和退出工件切削时必须垂直于工件表面。
4 ) 刀尖半径补偿在下列的工作模式中不起作用: G32,G34,G71,G72,G73, G74,G75,G76,G92。
5 ) 若在G90,G94固定循环中使用刀尖半径补偿,刀尖半径补偿必须先于G90,G94指令激活。
(二)刀尖回角半径补偿方法。
现代数控系统一般都有刀具圆角半径补偿器,具有刀尖圆弧半径补偿功能( 即G41左补偿和G42右补偿功能),对于这类数控车床,编程员可直接根据零件轮廓形状进行编程,编程时可假设刀具圆角半径为零,在数控加工前必须在数控机床上的相应刀具补偿号输人刀具圆弧半径值,加工过程中,数控系统根据加工程序和刀具圆弧半径自动计算假想刀尖轨迹,进行刀具圆角半径补偿,完成零件的加工。