3500mm轧机机械压下装置的设计
- 格式:pdf
- 大小:215.18 KB
- 文档页数:3
轧机压下装置工作过程一、引言轧机压下装置是轧机的核心部件之一,其作用是将钢坯或钢板压成所需的形状和尺寸。
本文将详细介绍轧机压下装置的工作过程。
二、轧机压下装置的组成1.上辊组:包括上辊、上辊承受器和上辊调整机构。
2.下辊组:包括下辊、下辊承受器和下辊调整机构。
3.中间滚筒组:包括中间滚筒和中间滚筒承受器。
4.液压系统:包括液压站、油缸和管路等。
5.电气控制系统:包括电气控制柜、PLC控制器等。
三、轧机压下装置的工作原理1.准备阶段:首先需要对轧机进行检查,确保设备正常运行。
然后将钢坯或钢板放在轧机进料口处,待进料系统将其送入到轧机内部。
2.预弯阶段:当钢坯或钢板通过上下两个辊之间时,由于强制挤压作用,使得材料表面出现微小的弯曲,这个过程称为预弯。
3.压下阶段:在预弯后,液压系统开始工作,将上下两个辊向内靠拢,钢坯或钢板被挤压成所需的形状和尺寸。
4.拉伸阶段:在钢坯或钢板通过轧机的过程中,由于受到强制挤压作用,材料内部会产生应力。
为了消除这些应力,需要进行拉伸处理。
5.放松阶段:当钢坯或钢板通过轧机后,需要进行放松处理。
这个过程是将轧制后的材料从轧机中取出,并使其自然冷却至室温。
四、轧机压下装置的工作流程1.启动电气控制系统:首先需要启动电气控制系统,并进行各项参数设置。
2.启动液压系统:接着需要启动液压系统,并对其进行调试和校准。
3.进料阶段:当设备正常运行时,将钢坯或钢板放在轧机进料口处,并启动进料系统将其送入到轧机内部。
4.预弯阶段:当钢坯或钢板通过上下两个辊之间时,由于强制挤压作用,使得材料表面出现微小的弯曲,这个过程称为预弯。
5.压下阶段:在预弯后,液压系统开始工作,将上下两个辊向内靠拢,钢坯或钢板被挤压成所需的形状和尺寸。
6.拉伸阶段:在钢坯或钢板通过轧机的过程中,由于受到强制挤压作用,材料内部会产生应力。
为了消除这些应力,需要进行拉伸处理。
7.放松阶段:当钢坯或钢板通过轧机后,需要进行放松处理。
1 引言轧机的压下装置是轧机的重要结构之一,用于调整辊缝,也称辊缝调整装置,其结构设计的好坏,直接关系着轧件的产量与质量。
压下装置按传动方式可分为手动压下、电动压下和液压压下,手动压下装置一般多用于不经常进行调节、轧件精度要求不严格、以及轧制速度要求不高的中、小型型钢、线材和小型热轧板带轧机上。
电动压下装置适用于板坯轧机、中厚板轧机等要求辊缝调整范围大、压下速度快的情况,主要由压下螺丝、螺母及其传动机构组成。
在中厚板轧机中,工作时要求轧辊快速、大行程、频繁的调整,这就要求压下装置采用惯性小的传动系统,以便频繁的启动、制动,且有较高的传动效率和工作可靠性。
这种快速电动压下装置轧机不能带钢压下,压下电机的功率一般是按空载压下考虑选用,所以常常由于操作失误、压下量过大等原因产生卡钢、“坐辊”或压下螺丝超限提升而发生压下螺丝无法退回的事故,这时上辊不能动,轧机无法正常工作,压下电动机无法提起压下螺丝,为了克服这种卡钢事故,必须增设一套专用的回松机构。
电动压下装置的主要缺点之一是运动部分的惯性大,因而在辊缝调节过程中反应慢、精度低,对现代化的高速度、高精度轧机已不适应,提高压下装置响应速度的主要途径是减少其惯性,而用液压控制可以收到这样的效果。
液压压下装置,就是取消了传统的电动压下机构,其辊缝的调节均由液压缸来完成。
在这一装置中,除液压缸以及与之配套的伺服阀和液压系统外,还包括检测仪表及运算控制系统。
全液压压下装置有以下优点:1、惯性小、动作快,灵敏度高,因此可以得到高精度的板带材,其厚度偏差可以控制到小于成品厚度的1%,而且缩短了板带材的超差部分长度,提高了轧材的成品率,节约金属,提高了产品质量,并降低了成本;2、结构紧凑,降低了机座的总高度,减少了厂房的投资,同时由于采用液压系统,使传动效率大大提高;3、采用液压系统可以使卡钢迅速脱开,这样有利于处理卡钢事故,防止了轧件对轧辊的刮伤、烧伤,再启动时为空载启动,降低了主电机启动电流,并有利于油膜轴承工作;4、可以实现轧辊迅速提升,便于快速换辊,提高了轧机的有效作业率,增加了轧机的产量。

1 前言 近年来,随着经济的发展,我国黑色及有金属薄带材产品、产量迅速增长,而轧机也向高速、大型、连轧、自动化方向发展。
目前,所有的冷轧机的压下装置都采用液压压下这种方式。
液压压下是轧机现代化的突出重要标志之一,它较易适应轧制及操作条件的变化,根据轧制类型和轧制道次程序,如压下轧制或平整轧制,并能给予最佳补偿,并利用轧机刚性可调的特点,对冷轧机采用递降式刚度分配方式,以得到高质量的产品,从而保证带材厚度及平整度,使带材质量最佳,不论是在最硬和最软的条件下都是如此。
同时液压压下具备自动及快速卸荷功能,以防止轧辊及轧辊轴承的过载和损坏,延长轧辊寿命等特点。
液压压下方式虽然有各种各样的方案,但就其压下油缸安放位置来说,分为压下和压上两种结构形式。
2 液压压下油缸安放在轧机机架上部 将液压压下油缸安放在轧机机架上部(上支承辊轴承座上面),这种安装方式在一定程度上可以使其免受来自轧机工艺润滑系统的乳化液、轧制油等造成对液压压下油缸污染,但是由于液压压下油缸处在轧机机架上部,轧制时,当需要压下油缸活塞往上运动时,因无外力使其活塞动作,所以在液压压下系统中还需设置压下油缸活塞平衡回路及必要的电气联锁控制,因此增加了液压压下系统设备制造成本。
油缸安装于轧机机架上部时安装、维修不便,由于液压压下油缸处在轧机机架上部,还需增加固定液压压下油缸的悬挂机构。
液压压下油缸维修时,必须先卸掉液压压下油缸的悬挂机构后,才能将液压压下油缸落下,并放在上支承辊轴承座上面拉出,全部工作需要在轧机机架上进行,从而导致更换困难。
因液压压下油缸安装在轧机机架上部,考虑安装、维修等因素,压下油缸阀装置与液压压下油缸多数分开设置,两者之间是靠管道连接,这样就导致管道油液质量转化到压下油缸活塞上当量质量增加,直接影响到系统的动态指标是否满足要求,容易导致轧机刚度降低,系统响应频率降低等不良后果,为了减小这些不良影响,压下油缸阀装置的安放位置及其连接管道受到严格制约。
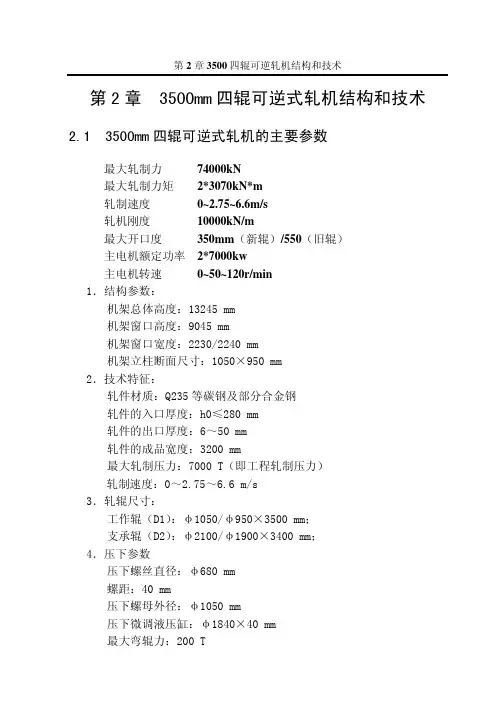
3500中厚轧机设计毕业设计论文分析摘要现代板生产工艺在四辊可逆轧机中成为主要的机型,其工作原理是使工件通过2个相对旋转的轧辊产生加工压力,产生塑性变形。
针对现有济钢和首钢3500中厚板轧机,通过辊系的微尺度等效杆系分析,消除普通四辊轧机暴露出的一些弊端,设计较高性能的四辊可逆式3500轧机;选择计算轧机的力能参数,设计轧机结构,计算主要结构参数。
本次设计对四辊可逆轧机主传动系统进行设计分析,研究,计算,阐述了板轧机的历史发展以及国内外轧机的发展,确定坯料、轧制特点、主传动机构的组成、机架形式、轧制速度、轧辊的结构特点、轴承形式、润滑形式及经济性和环保性。
首先对主传动系统力能参数进行了计算,包括轧制力、轧制力矩和主电机功率的计算及校核,其次是主要零件强度的计算,如轧辊、轴、轴承、机架。
然后对系统的润滑进行分析和讨论并对本次设计中的经济性和环保性进行了详细的分析和论述。
最后进行了数据的整合。
关键词中厚板;闭式机架;轧辊;轧制力AbstractModern plate production technology in four roller reversible rolling mill become the main models, the working principle is to make the workpiece through the 2 relative rotation of the roller to produce processing pressure, produce plastic deformation. In view of the existing Jinan Iron and steel and Shougang 3500 plate mill, through and micro scale equivalent linkage analysis, eliminate the common four rollers mill exposed some drawbacks, design high performance of four roller reversible of 3500 mill; selection and calculation of rolling force and energy parameters, design the structure of the rolling mill, main structure parameters.The design of four high reversible rolling mill main drivesystem design and analysis, study, calculation, expounds the plate mill of historical development and rolling mill at home and abroad development, determine the structural characteristics of blank, rolling characteristics, the main transmission mechanism composition, mount, rolling speed, roll, bearing, lubrication form and the economy and environmental protection. First, the main drive system parameters were calculated, including rolling force, rolling torque and the main motor power calculation and check, followed by the main parts of the calculation of strength, such as roll, shaft, bearing, rack. Then the lubrication of the system is analyzed and discussed, and the economic and environmental protection in this design are analyzed and discussed in detail. Finally, the integration of the data is carried out.Keywords plate,rolling: rolling force,:rolling mill目录摘要............................................................................................................................ I Abstract............................................................................................................... ........ II 第1章绪论 (1)1.1 中厚板轧机类型及发展 (1)1.2 国内外轧钢机械的发展状况 (2)第2章轧机主传动方案及基本参数 (6)2.1 轧机主传动方案设计 (6)2.2 基本参数 (8)2.2.2 轧辊形状及尺寸的确定 (9)2.2.3 轧辊传动端及轧辊速度的确定 (10)第3章轧制力能参数 (12)3.1 轧制过程变形区及其参数 (12)3.2 轧机的负荷图及电机功率 (17)第4章轧辊校核 (21)4.1 强度校核 (21)4.2 工作辊与支撑辊间的接触应力 (22)第5章滑动轴承、机架校核 (25)5.1 滑动轴承校核 (25)5.2 机架校核 (27)5.3 机架应力及变形校核 (33)第6章可行性分析 (36)6.1 经济可行性分析 (36)6.2 环保性分析 (37)结论 (39)参考文献 (40)谢辞 (41)第1章绪论中厚板板轧机是用于轧钢设备的轧钢设备,在国民经济各部门都有广泛的用途。
轧机压下装置设计计算第一章绪论 (1)1.1选题背景及目的 (1)1.2轧钢生产在国民经济中的主要地位与作用 (1)1.3国内外轧钢机械的发展状况 (1)1.3.1粗轧机的发展 (2)1.3.2带钢热连轧机发展 (2)1.3.3线材轧机的发展 (3)1.3.4短应力线轧机 (3)1.4轧机压下装置的分类和特点 (5)1.4.1电动压下装置 (5)1.4.2手动压下装置 (6)1.4.3双压下装置 (6)1.4.4全液压压下装置 (8)1.5电动压下装置经常发生的事故及解决措施..................... 错误!未定义书签。
1.5.1压下螺丝的阻塞事故..................................................... 错误!未定义书签。
1.5.2压下螺丝的自动旋松..................................................... 错误!未定义书签。
第二章..................................................... 方案选择.................................................. 错误!未定义书签。
2.1轧制过程基本参数............................................................. 错误!未定义书签。
2.1.1简单轧制过程................................................................. 错误!未定义书签。
2.2.2轧制过程变形区及其参数............................................. 错误!未定义书签。
第三章力能参数的计算............................. 错误!未定义书签。
3500轧机课程设计一、课程目标知识目标:1. 学生能够理解并掌握3500轧机的基本结构、工作原理及其在工业生产中的应用。
2. 学生能够描述3500轧机的主要部件及其功能,包括轧辊、轴承、减速机等。
3. 学生能够掌握3500轧机的操作步骤、维护方法和安全注意事项。
技能目标:1. 学生能够运用所学知识,分析并解决3500轧机在实际生产中遇到的问题。
2. 学生能够独立操作3500轧机,进行简单的生产任务。
3. 学生能够运用相关工具和设备,对3500轧机进行常规的检查和维护。
情感态度价值观目标:1. 培养学生对机械工程领域的兴趣,激发他们探索新技术的热情。
2. 培养学生具备良好的团队合作意识,学会在团队中沟通与协作。
3. 增强学生的安全生产意识,让他们明白遵守操作规程的重要性。
课程性质:本课程为专业技术课程,旨在培养学生对3500轧机的理论知识和实际操作能力。
学生特点:学生已具备一定的机械基础知识和实践技能,对新技术和新设备充满好奇。
教学要求:结合学生特点,注重理论与实践相结合,强调操作技能的培养,提高学生的实际动手能力。
通过课程学习,使学生在知识、技能和情感态度价值观方面均取得明显成果,为将来的职业生涯打下坚实基础。
二、教学内容1. 3500轧机概述- 轧机发展历史- 3500轧机的应用领域2. 3500轧机结构与工作原理- 轧机的基本结构- 轧辊、轴承、减速机等主要部件的作用- 轧制过程的物理变化3. 3500轧机的操作与维护- 操作步骤及注意事项- 常见故障分析与处理方法- 维护保养方法及周期4. 3500轧机的安全与环保- 安全操作规程- 事故案例分析- 环保要求及措施5. 实践操作- 操作技能训练- 故障排查与维护保养实践- 安全生产意识培养教学内容安排与进度:第一周:3500轧机概述及轧机发展历史第二周:3500轧机结构与工作原理第三周:3500轧机的操作与维护第四周:3500轧机的安全与环保第五周:实践操作(操作技能训练、故障排查与维护保养实践)教材章节关联:本教学内容与教材第三章《轧制技术与设备》相关,涉及3.1节轧机概述、3.2节轧机结构及工作原理、3.3节轧机操作与维护、3.4节轧机安全与环保等内容。

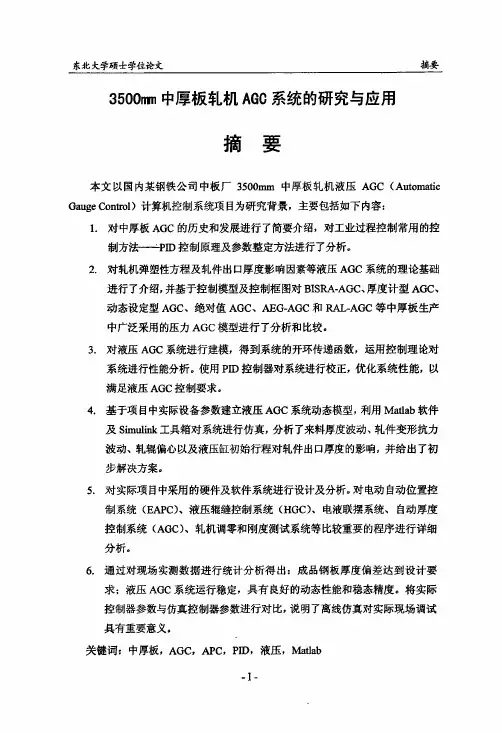
东北大学项士学位论文1绪论设计、安装、调试以及后期维护工作,于2006年2月开始进行设备安装和现场调试,2006年5月lO日试生产,目前已经进入验收阶段。
本项目中厚板轧机如图1.1所示。
图1.1本』负目中3500mm中悖板轧机Fig.1.1The3500mmheavyplaterollingmillintheproject1.2AGC技术的发展自动厚度控制已经是现代化中厚板生产中实现厚度高精度轧制的重要手段,控制方式也比较多,例如GM-AGC,前馈AGC、监控AGC等等。
厚度控制技术已日趋成熟,中厚板的同板厚差精度已达到很高的水平。
在AGC系统发展的过程中,经历了进步较大的3个阶段【7,81:液压AGC的采用;绝对值AGC的采用;接近式y射线测厚仪的监控AGC或反馈AGC系统的应用。
图1.2表示的是采用不同的AGC系统所得到的不同厚度精度,由图可见,随着AGC技术的不断进步,中厚板的厚度偏差在逐渐减小。
目前,中厚板的厚度精度最好可达509m。
通伺服阀的一个负载口堵住变成三通阀),其控制原理如图4.2所示吲。
轧机辊系可分为单自由度负载模型和多自由度质量分布负载模型。
我们把各种负载等效到活塞上,按集总参量对单自由度负载模型进行分析。
即认为在轧制过程中下辊系是固定不动的,上辊系在压下油缸的驱动下上下运动。
此时,辊系的运动质量为上辊系运动部件和油缸缸体的质量。
4.1.1伺服阀图4.2AGC液压系统原理图Fig.4.2ThoschematicdiagramofAGChydraulicsyst∞n伺服阀是液压AGC系统的控制元件。
它能将微弱的电信号转换成大功率的液压能,从而控制液压油进出液压系统的执行机构。
伺服阀的主要优点是灵敏度高、响应快速,缺点是造价高、对油的质量及清洁度要求高。
电液伺服阀由电机械转换器和液压放大器组成。
图4.3为德国MOOGD791/D792系列三级电液流量控制伺服阀,以力矩马达作为电机械转换器,双喷东北大学硕士学位论文4液压AGC系统动态数学模型分析嘴挡板阀为第一级液压放大器,滑阀作为第二级液压放大器。
初轧机压下装置设计周扬胜① 张荣滨(中冶赛迪工程技术股份有限公司 重庆400013)摘 要 电动压下装置是初轧机的重要组成部分,本文介绍了电动压下装置的结构,阐述了蜗杆减速机的选型计算及强度校核公式。
同时介绍了压下铜螺母的结构,分析其传动副的自锁问题。
电动压下装置采用APC自动控制,文中对APC控制的原理进行了分析。
最后给出了典型钢厂的压下装置的主要参数。
关键词 初轧机 压下 APC中图法分类号 TG156 TH1232.422 TH131 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 05 006DesignofBreakdownMillScrew downDeviceZhouYangsheng ZhangRongbin(CISDIEngineeringCo.,Ltd.,Chongqing400013)ABSTRACT Theelectricscrew downdeviceisanimportantcomponentofthebreakdownmill.Thisarticleintroducesthestructureoftheelectricscrew downdeviceandprovidesthecalculationandstrengthcheckingformulaofwormreducer.Thestructureofthescrew downcoppernutisintroduced,andtheself lockingproblemofitstransmissionpairisanalyzed.Theelectricscrew downdeviceadoptsAPCautomaticcontrol,andtheprincipleofAPCcontrolisdescribedinthearticle.Finally,themainparametersofthescrew downdeviceinatypicalsteelmillaregiven.KEYWORDS Breakdownmill Screw down APC1 前言近年来在优特合金钢棒材生产线上,初轧机应用比较广泛。
安钢3500mm炉卷轧机生产线论文:安钢3500mm炉卷轧机生产线卷取系统设备优化及改造[摘要] 卷取设备是钢板卷取轧钢稳定生产的保障,延长设备寿命、提高设备精度是生产出高品质、低成本钢板前提和支撑,同时也是我们设备管理者始终努力方向。
[关建词] 卷取炉卷轧改造前言安钢3500mm炉卷轧机是05年9月30日投产,引进达涅利技术和关键设备的一条具有国际先进水平的钢材生产线。
它与其它国内中厚板生产线的主要区别在于卷取轧制。
炉卷轧机投产初期,卷取作业率低,卷取设备故障率居高不下,生产事故繁发,造成设备损坏严重,备件消耗增加。
针对在卷轧生产过程中暴露出来的问题和不足,经过科研人员自主功关、不懈的努力,不断进行优化配置,仔细研究与反复论证、实践,最终对炉卷轧机卷取设备系统进行了包含机械、液压、水系统、电器的综合性的系统优化改造工程。
炉卷轧机卷取炉设备系统优化改造项目经现场应用,取得了良好的成效,主要体现在以下几个方面:1、卷取炉卷筒修复卷取炉卷筒是炉卷轧机生产线上关键的高价值进口设备部件,最初经过七个月的生产使用分别在两端变径处、卷板窗口两端及辊身正中处产生严重的大断面断裂裂纹,总长度达5米以上。
这种严重的裂纹失效程度,使卷筒几乎报废。
1.1卷筒损坏形式及化学成分分析卷筒直径1900mm,长度5230mm,材质astm a297hk25(奥氏体耐热钢),属于特大型铸件,截面构造变化复杂,如此大尺寸的卷筒采用整体模型一次铸造在同类设备中极为少见。
作为高温下运行的重点设备,出现如此严重的断裂缺陷,其寿命远低于设计寿命,是典型的关键部件早期失效。
对失效卷筒进行了多处取样,其典型的化学成分为:c0.14-0.17 cr 24-26% ni 19-22%mn 1.7%si2.3%mo0.41%如此的合金成分构成最接近的耐热合金牌号应为美国的310s和中国的1cr25ni20,但其含碳量却远高出上述两个牌号。
在相同的工况条件下,通常会选择0cr25ni20,其含碳量只有0.04%即只相当于该部件的四分之一。
邯钢3500mm中厚板轧机压下装置自动控制系统郝春辉1张勇军1王卓君1李小占1冯拥军2王广义2(1. 北京科技大学高效轧制国家工程研究中心,北京100083;2. 邯郸钢铁集团公司,邯郸056015)摘要介绍了应用在中厚板轧机压下装置上的电气及液压自动化控制系统。
其中电动压下使用两台西门子6SE70 变频装置组成主从控制系统,主装置采用速度控制;从装置接受主系统发出的转矩设定指令,工作在转矩调节方式。
主从装置之间通过Simolink协议实现数据传输。
液压压下使用AGC系统,实现厚度、位置及压力的自动控制。
该系统已用于邯钢3500mm中板厂,并取得良好的效果。
关键词中厚板压下主从控制AGCThe Automatic Control System in Screw Down Device of 3500 Plate Mill Hao Chunhui1Zhang Yongjun1Wang Zhuojun1Li Xiaozhan1Feng Yongjun2Wang Guangyi2(1. National Engineering Research Center of Advanced Rolling Technology of USTB, Beijing, 100083;2. Handan Iron & Steel Co., Ltd., Handan, 056015)Abstract This paper introduces a electrical and hydraulic control system in screw down device of plate mill. Two siemens 6SE70 units consist of master-slave control system: the master drive uses closed-loop speed control strategy, the slave drive is operated with torque control with its reference from the master. Simolink protocol is used to transport the data between the master and the slave. AGC is applied to maintain gauge, position and pressure. This system have been put to use in Handan Iron and Steel Company 3500mm plate mill and makes favorable effectiveness.Key words plate mill, screw down, master/slave control, AGC1 引言在中厚板生产中,压下装置是关键设备之一,它用于移动压下螺丝带动推力轴承与上支承辊轴承座接触,调整轧辊开口度以满足轧制工艺的要求。
浅谈热轧3500mm炉卷轧机机架制造和装配随着科技的进步,卷轧机作为钢板生产过程中必不可少的设备为世界各国钢铁企业重点研发的项目,我国自建国以来工业能力不断加强,尤其是近些年来,通过不断创新逐步缩小与世界发达国家的技术差距,卷轧机作为钢铁生产的重要设备,国家也投入了大量资金进行研制,文章就我国南京钢铁公司在制造热轧3500mm炉卷轧机过程中对机架加过工程中的注意事项和在装配过程中怎样保证装配精度的方法进行阐述。
标签:炉卷轧机;机加工;装配精度前言炉卷轧机又称斯特克尔式轧机(steckel-mill)是一种钢板轧机,其生产线通常由加热炉、可逆式主轧机、包括卷取机在内的钢板收集系统和其他辅助设备组成。
炉卷轧机的主轧机前后设置有炉内卷取机,在薄规格的卷板的轧制过程中,可将钢板卷在炉内保温,以降低轧制中钢板温降速度。
二十世纪三十年代,美国最先使用1830mm炉卷轧机,已有70多年的历史。
最初是为生产薄规格的卷板而设计的,由于中厚板和热连轧技术的发展,也由于炉卷轧机固有的一些弊病,后渐被淘汰。
近年来,由于轧机自动控制技术的发展和其他原因,炉卷轧机又打破沉默重新发展起来,新型的炉卷轧机的设计思想,是兼生产中厚板和热轧卷板,也可以轧制不锈钢和不锈钢复合板。
一般认为炉卷轧机有“紧凑、连续、经济”的优点。
现代大型中厚板轧机+热连轧机已经覆盖各种规格和品种的钢板产品,加之中厚板轧机和热连轧机技术日益成熟,将在钢板加工中广泛使用。
文章将介绍国产的热轧3500mm炉卷轧机,就其机架在生产加工制造技术和装配精度等进行介绍。
国产的热轧3500mm炉卷轧机是在英国V AI公司监制下由我公司生产制造的,此热轧炉卷轧机是四辊可逆炉卷轧机,为国内最大的一套设备。
设计年产量为120万吨卷材和板材,生产出来的板材可用于造船、管线等生产生活等各个方面。
这种炉卷轧机最大的加工材料厚度150mm,加工出来的带钢厚度范围为1.8~50mm,加工出来的宽度最大3.2米,加工出来的中板成材一次通过率94%~95%,钢材加工速度为10~11m/s,而加工出来的卷板厚度2.5~20mm,此炉卷轧机最大可以轧制45.3t的板卷,炉卷轧机的轧制压力最多可达到80000kN。
安钢3500mm炉卷轧机阶梯垫调整装置的优化改造通过对安钢3500mm炉卷轧机阶梯垫调整装置的优化改造,保证了3500mm 炉卷轧机的正常运行,加快了新产品的开发步伐,提高了轧机的作业率和高附加值产品的成材率、减少了故障的发生,降低备件消耗和备件费用。
树立了安钢炉卷产品的形象,为安钢炉卷推行四大品牌(低合金高强度钢、高层建筑钢、管线钢、桥梁钢)战略,为安钢盈利水平的稳步提升,打造一流精品板材基地,提供了强有力的保证。
标签:炉卷轧机;新产品的开发;阶梯垫改造;作业率;成材率1概述安钢3500mm炉卷轧机生产线是由DANIELI公司设计,中国第一重型机械集团公司承制。
生产规模为年产110万吨钢板,生产的钢种为碳素结构钢、低合金结构钢、造船板、锅炉板、压力容器钢、汽车大梁板、桥梁钢、管线钢等。
生产线主要设备有:冷坯上料台架、装钢机、加热炉、出钢机、除鳞机、轧机前卷取炉、立辊轧机、四辊水平轧机、轧机机后卷取炉、切头飞剪、层流冷却装置、热矫直机、滚盘式冷床、圆盘剪、滚切式横剪、定尺飞剪、垛板装置、翻板机、冷矫直机等设备造组成。
水平轧机则是炉卷机组生产线的关键设备,对生产的正常运行和产品的质量起着决定性的作用。
它主要设备有牌坊、机械压下、主传动、工作辊、支撑辊夹紧、工作辊弯辊、HAGC系统、阶梯垫调整、内部结构、换辊装置等组成。
水平轧机的阶梯垫调整装置则是其最重要的组成部分,它能否正常运转直接关系到轧机的作业率和高附加值产品的成材率、轧辊配置、钢板的质量、成本消耗。
提高阶梯垫调整装置动作的平稳性和延长阶梯垫调整装置的使用时间成为生产中的关键问题,经过近年来的生产运行情况,原设计的水平轧机的阶梯垫调整装置,不能满足生产的需要,必须对其制约生产和维护的一些部件进行优化改造。
2炉卷轧机调整装置优化改造的必要性为了保证炉卷轧机设备高效、稳定、可靠的运行,就必须不断对影响轧机正常生产的关键部件进行优化配置及技术改造,提高轧机的作业率和收得率,使效益最大化。