机械装配技术基础(李智勇,谢玉莲主编)思维导图
- 格式:xmin
- 大小:5.89 KB
- 文档页数:1
机械工程材料知识点思维导图复习资料-常用零件选材.WPS【珍惜当下,不负遇见】(本文档共【4 】页/【1559 】字)单位姓名20XX年X月常用零件选材⒈掌握轴类零件选材⑴轴常用材料调质钢(45、…)、合金调质钢(40Cr、40MnB、…)、合金渗碳(20CrMnTi、…)、专用氮化钢(38CrMoAlA)、…等⑵机床轴按工作条件分为三类。
1)轻载主轴:低工作载荷+小冲击载荷+轴颈部位磨损不严重,普通车床的主轴。
45钢、调质或正火处理,耐磨的部位高频表面淬火强化。
2)中载主轴:中等载荷+磨损较严重+有一定冲击载荷,例如铣床主轴。
合金调质钢,如40Cr钢,经调质处理,耐磨部位进行表面淬火强化。
3)重载主轴工作载荷大+磨损严重+冲击载荷都严重,组合机床主轴。
20CrMnTi钢制造,经渗碳、淬火处理。
4)高精度主轴精密镗床的主轴。
一般用38CrMoAlA专用氮化钢制造,经调质处理后,进行氮化及尺寸稳定化处理。
⑶重点掌握轴类零件加工工艺路线CM6140车床主轴:轻载主轴工作载荷小,冲击载荷不大,轴颈部位磨损不严重,普通车床的主轴。
45钢、调质或正火处理,耐磨的部位高频表面淬火强化。
选材:45钢热处理技术条件:整体调质、硬度220~250HBS;轴颈和锥孔进行表面淬火,硬度52~58HRC加工工艺路线:下料→锻造→正火→粗加工→调质→半精加工→表面淬火及低温回火→磨削加工主轴(45钢)采取各种热处理工艺锻造---热加工,可以改善铸态组织,提高材料致密度和力学性能正火目的---在于得到合适的硬度,便于切削加工;改善锻造组织,为调质做准备调质---淬火+高温回火,得到的组织为回火索氏体,使主轴得到较高的综合机械性能和疲劳强度,还为最终的高频表面淬火做准备。
安排在粗加工之后,半精加工之前。
轴颈和锥孔:进行表面淬火+低温回火,目的在于提高硬度,增加耐磨性。
⒉重点掌握齿轮类零件材料选择材料的要求:高的接触疲劳强度、高的抗弯强度、良好的切削性能、淬火性能齿轮常用材料:锻钢、优质碳素钢: 45、合金调制合金钢: 40Cr、合金渗碳钢20CrMnTi、…1)轻载齿轮:低工作载荷+小冲击载荷+轴颈部位磨损不严重,普通车床的主轴。
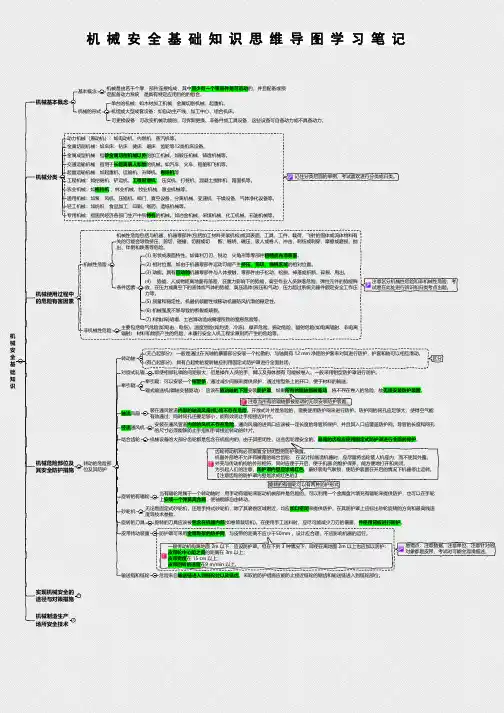
记住分类后面的举例,考试喜欢进行分类或归类。
注意区分机械性危险和非机械性危险,考试易在此处进行辨识和归类考点出题。
区分注意当所有的辊轴都被驱动时无须安装防护装置。
齿轮传动机构必须装置全封闭型的防护装置。
机器外部绝不允许有裸露的啃合齿轮, 在设计和制造机器时,应尽量将齿轮装人机座内,而不使其外露。
外壳与传动机构的外形相符,同时应便于开启,便于机器 的维护保养,能方便地打开和关闭。
为引起人们的注意,防护罩内壁应涂成红色,最好装电气联锁,使防护装置在开启的情况下机器停止运转。
【注意齿轮的防护罩内壁是涂成红色的】旋转的有辐轮可以有两种防护形式一般传动机构离地面 2m 以下,应设防护罩。
但在下列 3 种情况下,即使在离地面 2m 以上也应加以防护:皮带轮中心距之间的距离在 3m 以上;皮带宽度在 15 cm 以上;皮带回转的速度在9 m/min 以上。
易错点:注意数据、注意单位、注意针对的对象都是皮带,考试时可能会混淆描述。
机械安全基础知识机械基本概念机械分类机械使用过程中的危险有害因素机械危险部位及其安全防护措施实现机械安全的途径与对策措施基本概念机械是由若干个零、部件连接构成,其中至少有一个零部件是可运动的,并且配备或预定配备动力系统,是具有特定应用目的的组合。
机械的形式单台的机械:如木材加工机械、金属切削机械、起重机。
机组或大型成套设备:如自动生产线、加工中心、组合机床。
可更换设备:可改变机械功能的、可拆卸更换、非备件或工具设备,这些设备可自备动力或不具备动力。
动力机械(原动机):如电动机、内燃机、蒸汽机等。
金属切削机械:如车床、钻床、健床、磨床、齿轮等12类机床设备。
金属成型机械:指除金属切削机械以外的加工机械。
如锻压机械、铸造机械等。
交通运输机械:指用于长距离载人和物的机械。
如汽车、火车、船舶和飞机等。
起重运输机械:如起重机、运输机、升降机、卷扬机等工程机械:如挖掘机、铲运机、工程起重机 、压实机、打桩机、混凝土搅拌机、路面机等。
机械工程师最完整知识体系图,学到死的节奏!编者按成为合格机械工程师有多难?下面这张图告诉你!或许你在工作中没有确切的提到图中的某一项工作,但是做一个行业的设备方案设计,或者做一项应用技术研究,你或多或少的都会考虑到或者用到图中的知识点。
1机械工程师的知识结构树看看下面的内容,你哪些方面不会呢?一、数学/应用科学1. 数学解析几何微积分学线性代数概率与统计2. 物理运动定律机械运动流体力学光学3. 工程力学静力学运动学与动力学强度与刚度4. 电工与电子技术直流电路交流电路半导体数字电路基础二、材料1. 材料性能常规特性试验方法设计依据2. 金属材料材料特性晶体结构试验方法材料选择3. 非金属材料工程塑料陶瓷光纤成型与制作方法4. 热处理热处理方法与工艺检测与试验方法应用三、产品设计1. 工程制图机械(零部件、系统)液压、气动电气逻辑图示意图焊接符号尺寸标记形位误差标记表面粗糙度标记2. 产品设计基础机械原理机械零件液压气动与密封工、夹、量、模具设计公差与配合尺寸链应用3. 设计支持技术摩擦、磨损与润滑工业设计(造型设计)振动与噪声防腐与表面处理有限元计算并行工程应用快速原型制造(RPM)4. 计算机辅助设计机械二维CAD机械三维CAD电子线路CAD四、制造工艺1. 工艺过程制定切削加工装配电加工表面加工压力加工焊接粉末冶金2. 工艺方案设计产品工艺分析平面图设计生产线设计典型零件工艺设计离散的与连续制造的对比柔性的与刚性自动系统的对比3. 工艺装备工艺装备规划装配切削加工表面加工焊接压力加工钳工4. 标准设备设计功能确定机械结构材料选择运动控制五、管理/经济1. 安全设备计划设备安全操作产品责任环境保护(废气、废渣、废水排放处理)危险品操作、储存防火、防毒、防爆、防静电、防噪音安全规范、标准、法律2. 工程道德法规税法会计制度诚信义务专利法商标法合同法著作权法公司法现代企业制度3. 工程经济价格依据生产许可价值分析价值工程4. 工业工程工效学人因工程学工作流程分析与改善物流JIT成组技术设备资源分配库存计划与控制现场管理定置管理5S活动六、质量控制/质量保证1. 质量保证TQM概念质量保证体系ISO9000ISO140002. 过程控制设计控制图表缺陷分析概率分析QC活动3. 计量/测量、理化检测定标校正坐标测量传感技术及非电量测量齿轮、螺纹检测自动测量系统在线测量化学分析金相探伤与无损检测七、计算机应用/自动控制1. 计算机应用仿真MRPⅡ传送图形机械加工程序CAD/CAPP/CAM2. CAM/CIMS机械制造网络应用拓扑化协议基本概念PLC应用程序逻辑基本概念CIMS基本概念3. CNC/NC程序普通程序格式普通标准代码机械联动轴转换媒体数据显示点-点操作等值线操作插补4. 自动化仓库条形码自动识别声音识别储存和取货系统5. 机器人/自动化系统机器人FMS控制系统理论开环闭环机械控制系统电磁控制系统电子控制系统液压控制系统气动控制系统八、先进制造技术(一般了解)微型机器人智能控制技术纳米材料与纳米加工技术虚拟轴机床可靠性设计绿色产品设计绿色工艺设计高能束加工技术九、管理创新/市场营销(一般了解)ERP系统重组(BPR)WTO、机械进出口业务敏捷制造(AM)精益生产(LP)虚拟企业招投标2机械工程师的进阶阶段了解了知识体系,再配合下面的机械工程师的级别划分,看看自己在哪个位置——首先,千万不要以为机械只是搞结构,更不要以为结构只是使用PROE、solidworks或者其他什么软件……其实搞机械机构的有个先天优势,那就是什么产品都是以结构为平台的,你往哪里发展都有可能。
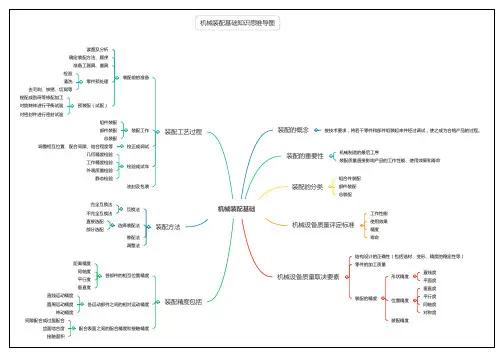
机械装配基础
装配的概念
按技术要求,将若干零件和部件组装起来并经过调试,使之成为合格产品的过程。
装配的重要性
机械制造的最后工序
装配质量直接影响产品的工作性能、使用效果和寿命
装配的分类
组合件装配
部件装配总装配
机械设备质量评定标准
工作性能使用效果精度寿命
机械设备质量取决要素
结构设计的正确性(包括选材、变形、精度的稳定性等)
零件的加工质量
装配的精度
形状精度
直线度平面度位置精度
垂直度
平行度同轴度对称度
装配精度
装配精度包括
各部件的相互位置精度
距离精度同轴度平行度垂直度
各运动部件之间的相对运动精度
直线运动精度圆周运动精度
传动精度
配合表面之间的配合精度和接触精度
间隙配合或过盈配合
齿面啮合度接触面积
装配方法
互换法
完全互换法不完全互换法选择装配法
直接选配部分选配
修配法调整法
装配工艺过程
装配前的准备
读图及分析
确定装配方法、顺序准备工器具、量具零件预处理
检验清洗
去毛刺、铁锈、切屑等预装配(试配)
锉配或刮研等修配加工对旋转体进行平衡试验对密封件进行密封试验
装配工作
组件装配部件装配总装配
校正或调试
调整相互位置、配合间隙、结合程度等
检验或试车
几何精度检验工作精度检验外观质量检验
静态检验
油封及包装机械装配基础知识思维导图。