装配工艺过程卡片
- 格式:pdf
- 大小:160.43 KB
- 文档页数:4
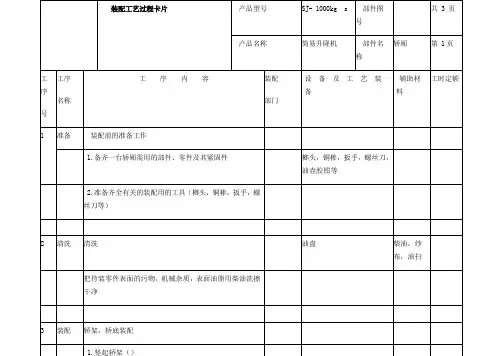
设备及工艺装备 棉纱、柴油 钢板尺、扁锉、卡尺 划针 钻床、φ12 钻头 氧焰、扳手、行车 油石、扁锉 剪刀、划规、钢卷尺
清理全部零件,注意应清除和清洗主要零件的铁屑、防锈油脂。 检查是否滚筒内与零部件清洗干净, 配 24×110 尺寸键 将平键放在接盘轮毂键槽内划螺钉孔。 钻平键的螺钉孔。 热装接盘,装螺钉,转交铆焊车间。 处理在转交过程中配合面的磕碰现象。 剪直纸垫、毡圈。 把毡圈装在透孔盖内。 分别将挡圈、透孔盖组件、纸垫装在滚筒安装十字滑块联轴器的一端。 将 1312 轴承加热后装在滚筒轴的一头后再装挡圈。 轴承冷却后适量的润滑脂应在充满间隙的 2/3,轴承座油腔应装满。 滚筒外圆的圆跳动,圆跳动量≤1.5mm 滚筒外圆的静阻力,静阻力系数≤0.02 包胶
1 2 3 4
钳工 钳工 钳工 检
编制(日期) 审核(日期) 会签(日期)
肖喜生 冯巧梅 /2012.4.20 韩子平 /2012.4.20
ቤተ መጻሕፍቲ ባይዱ标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
/2012.4.20
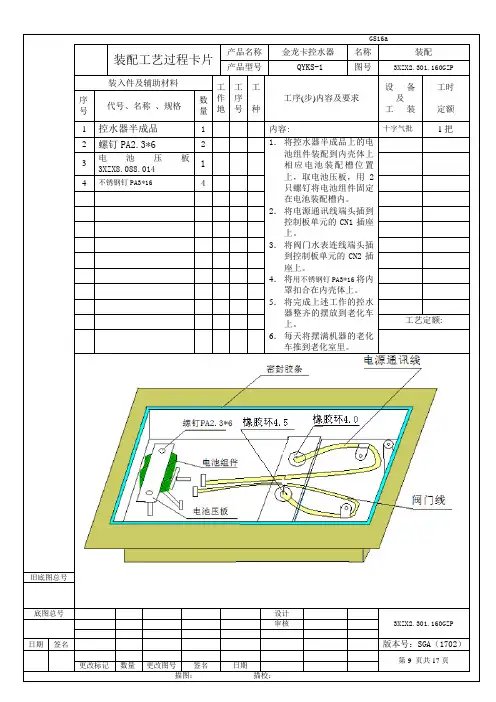
装配工艺过程卡片
序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 工序 名称 钳 检 钳 钳 钳 钳 钳 钳 钳 钳 钳 钳 检 检 钳
加热炉 试验台、夹持器、百分表、行车 试验支架台、细线、砝码、行车
40 5 45 45
审核(日期) 冯巧梅
会签(日期) 韩子平
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
/2012.4.20
/2012.4.20
装配工艺过程卡片
序 号 16 17 18 19 20 21 22 工序 名称 钳 钳 钳 钳 钳 钳 检 将底座装在滚筒轴的一头。
产品型号 产品名称
工序内容
DTL 带式输送机
部件图号 部件名称
DT5A37. 3DT6A36. DT6A3.7
共1页 第2页
传动滚筒
完成部门 装配 装配 装配 装配 装配 装配 检验
备注
工时定额 (分) 60 20 3 86 20 240
设备及工艺装备
装低垫、垫圈、圆螺母和透孔盖。 装 M8×20 的螺钉。 按上述的要求将另一底座装在滚筒轴的另一头。 配 C20×135 尺寸键。 热装十字滑块联轴器。 装配后应使滚筒保持灵活转动,检查全部零件装配齐全。
装配工艺过程卡片
序 号 工序 名称
产品型号 产品名称
工序内容
DTL 带式输送机
部件图号 部件名称 头架
完成部门
共1页
备注
第1页
设备及工艺装备
工时定额 (分)
说 明
下列头架装配工艺及工时都相同: DT6J1-607 DT6J1-608 DT6J1-609 DT6J1-610 DT6J1-611 DT6J1-612 DT6J1-613 DT6J1-614 DT6J1-615 DT6J1-616 DT6J1-617 DT6J1-618 DT6J1-619 DT6J1-620 清点零、部件,注意保证紧固件齐全。 把φ1000 传动滚筒装在头架上,用螺栓、螺母、弹性垫圈将其固定。 把φ400 改向滚筒装在头架上,用螺栓、螺母、弹性垫圈将其固定。 装配后滚筒轴线与水平面平行度≤ 1.2mm, 滚筒轴线与架体的中心线垂直度 ≤2.4mm,滚筒应能灵活转动,其它要求应符合 MT820 标准的相关要求。 装配 装配 装配 检验 行车 扳车 行车 扳手 直角尺,钢板尺 40 120 30
扳手、榔头、圆螺母扳手 改锥 钢板尺、扁锉、卡尺 行车、氧焰
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
肖喜生/2012.4.20
冯巧梅 /2012.4.20
韩子平 /2012.4.20
产品型号 产品名称
工序内容
DTL 带式输送机
部件图号 部件名称
DT5A37. 3DT6A36. DT6A3.7
共1页 第1页
传动滚筒
完成部门 装配 检验 装配 装配 装配 装配 装配 装配 装配 装配 装配 装配 检验 检验 外协
编制(日期) 肖喜生/2012.4.20
备注
工时定额 (分) 100 3 20 5 20 40 10 30 3 3