装配工艺模板
- 格式:pdf
- 大小:1.54 MB
- 文档页数:32
模具装配工艺过程注塑模具是一种用于生产塑料制品的模具,通常由上模板、下模板、活动模板、蓝牙座、导柱、导套等组成。
注塑模具的装配过程主要包括以下几个步骤:1.配件准备:首先,要对所需的配件进行准备,包括上模板、下模板、活动模板、蓝牙座、导柱、导套等。
对每个配件进行检查,确保其完整无损。
2.上模板加工:上模板一般是注塑模具的主要承载部分,需要进行精密加工。
加工过程包括开料、铣底、钻孔、镟平、磨底等工序。
其中,开料是通过铣床将上模板的轮廓切割出来;铣底是在开料的基础上,对模板的底面进行加工;钻孔是为了安装螺丝等零部件;镟平是为了保证模板安装时的平整度;磨底则是为了提高模板的精度。
3.下模板加工:下模板同样需要经过一系列的加工工序,包括开料、铣底、钻孔、镟平、磨底等。
下模板的加工过程与上模板类似,不同之处在于内部需要加工出塑料制品的壁厚、孔洞等结构。
4.活动模板加工:活动模板一般用于开启模具,方便模具脱模。
活动模板的加工工序包括开料、铣底、钻孔、镟平、磨底等。
活动模板的加工过程中,需要注意与上下模板的配合度,确保开合顺畅。
5.蓝牙座加工:蓝牙座用于固定上模板和下模板,一般需要进行精密加工。
加工过程包括开料、铣底、钻孔、镟平、磨底等工序。
蓝牙座的加工过程中,需要特别关注其与模板的配合度,确保装配时的精度。
6.导柱、导套加工:导柱和导套用于模具的定位和导向,需要进行精密加工。
加工过程包括开料、铣底、钻孔、镟平、磨底等工序。
导柱和导套的加工过程中,需要保证其尺寸的精度和光洁度,以确保模具的准确定位和导向。
7.模具装配:在进行模具装配之前,还需要清洗和涂抹模具表面,以便于模具的装配和操作。
在装配过程中,需要按照设计要求将模具各个配件组装起来,修整配合面,调整配合精度,确保模具的功能正常。
通过以上的步骤,就完成了注塑模具的装配工艺过程。
模具装配工艺的质量和精度对于注塑成型产品的质量和生产效率有着重要的影响,因此在装配过程中需要严格按照操作规程进行,保证每个环节的质量和精度。
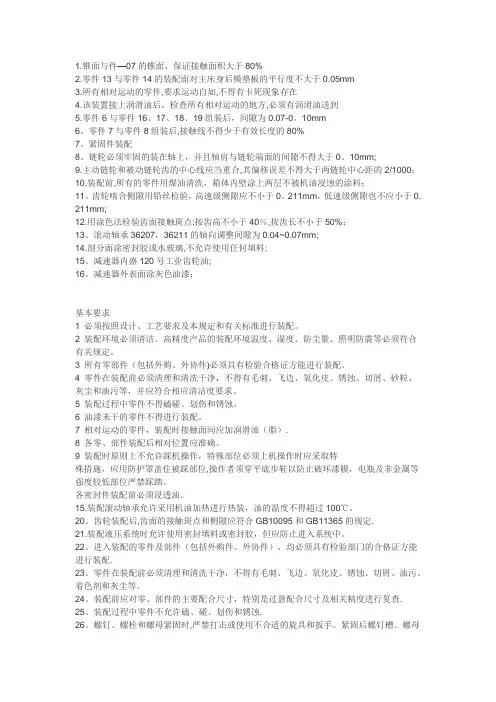
1.锥面与件—07的锥面,保证接触面积大于80%2.零件13与零件14的装配面对主床身后模垫板的平行度不大于0.05mm3.所有相对运动的零件,要求运动自如,不得有卡死现象存在4.该装置接上润滑油后,检查所有相对运动的地方,必须有润滑油送到5.零件6与零件16、17、18、19组装后,间隙为0.07-0。
10mm6。
零件7与零件8组装后,接触线不得少于有效长度的80%7。
紧固件装配8。
链轮必须牢固的装在轴上,并且轴肩与链轮端面的间隙不得大于0。
10mm;9.主动链轮和被动链轮齿的中心线应当重合,其偏移误差不得大于两链轮中心距的2/1000;10.装配前,所有的零件用煤油清洗,箱体内壁涂上两层不被机油浸蚀的涂料;11。
齿轮啮合侧隙用铅丝检验,高速级侧隙应不小于0。
211mm,低速级侧隙也不应小于0. 211mm;12.用涂色法检验齿面接触斑点:按齿高不小于40%,按齿长不小于50%;13。
滚动轴承36207,36211的轴向调整间隙为0.04~0.07mm;14.剖分面涂密封胶或水玻璃,不允许使用任何填料;15。
减速器内盛120号工业齿轮油;16。
减速器外表面涂灰色油漆;基本要求1 必须按照设计、工艺要求及本规定和有关标准进行装配。
2 装配环境必须清洁。
高精度产品的装配环境温度、湿度、防尘量、照明防震等必须符合有关规定。
3 所有零部件(包括外购、外协件)必须具有检验合格证方能进行装配。
4 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求。
5 装配过程中零件不得磕碰、划伤和锈蚀。
6 油漆未干的零件不得进行装配。
7 相对运动的零件,装配时接触面间应加润滑油(脂).8 各零、部件装配后相对位置应准确。
9 装配时原则上不允许踩机操作,特殊部位必须上机操作时应采取特殊措施,应用防护罩盖住被踩部位,操作者须穿平底步鞋以防止破坏漆膜,电瓶及非金属等强度较低部位严禁踩踏。

装配工艺通则1、一般要求:(1) 应打腻子和喷漆而尚未进行此道工序的铸件及钣金件等,不能装配。
(2)组装1.6以上粗糙度的零件,不准使用锉刀,必要时在取得检验员的同意下,可用“零"号砂布修饰。
(3)压入平键及装卸轴承时,不得用铁锤敲打,应用木锤、铅、铝、紫铜锤或用装配工具进行装配。
(4)滑动零件,如花键轴和带花键孔的齿轮等,应保证能相对地灵活移动,未经工艺员和检验员同意,不准私自修花键侧面的公差。
(5) 在装配高精度主轴和丝杆时,必须选配轴承,并在已定好的相互位置上,标以记号,对号装配。
(6)刮研导轨,用配合件或检验工具做涂色法检验,检验时在全部表面上接触点应均匀。
要求在25×25平方毫米面积上,滑动导轨不小于6~8个接触点。
(7)重要固定结合面,紧固后用0。
04mm塞尺检查,不得插入,如导轨结合面、滑枕结合面等。
(8)零件加工表面不得有磕碰、划伤、锈蚀,特别是工作台表面、滑块、导轨面等。
2、部装和总装要求:(1)零件装配前和部装完成后,都必须彻底清洗,绝不允许有油污、脏物和铁屑存在,并应倒去棱边和毛刺.(2)各配钻孔应按装配图和工艺规定。
必须达到正确可靠,不得偏斜。
部件装配中,钻孔和铰孔等工序完成后,应将铁屑清除干净,才能进行下道工序装配。
(3)齿轮应没有啃住现象,变速机构应保证准确变位,啮合齿轮的轴向错位应按照图纸和工艺的要求,对多级齿轮应考虑全部尺寸链的正确,若工艺上无明显要求的啮合齿轮的轴向错位,应不超过下列数值:啮合齿轮轮缘宽度≤20毫米时,轴向错位不得大于1毫米啮合齿轮轮缘>20毫米时,轴向错位不得超过轮缘的5%,且不得大于5毫米.(4)部件上各外露件如螺钉、铆钉、销钉、标牌、轴头及发蓝、电镀等件均应整齐完好,不许有损伤或字迹不清等现象,否则应予以更换,以确保外观质量。
(5)装配在同一位置的螺钉,应保证长短一致,松紧均匀。
销钉头应齐平或露出部份不超过倒棱值。
(6)对轴类组件(包括齿轮、轴承、垫圈、法兰盘等)以及箱体装配均应实行预装,达到工(7)外购件必须先经过试验检查合格后,才能投入装配。
第1篇一、工程概况1. 工程名称:[项目名称]2. 工程地点:[项目具体地址]3. 工程规模:[项目占地面积、建筑面积等]4. 结构形式:[钢结构类型,如框架结构、网架结构、壳体结构等]5. 设计单位:[设计单位名称]6. 施工单位:[施工单位名称]二、施工准备1. 施工组织设计- 施工组织设计应包括施工方案、施工进度计划、施工资源配置、施工质量保证体系、施工安全管理体系等内容。
- 施工组织设计应结合工程实际情况,制定合理的施工方案,确保工程质量和安全。
2. 施工图纸及技术文件- 收集并核对施工图纸及技术文件,确保其完整、准确。
- 对施工图纸及技术文件进行会审,解决图纸中的疑问和问题。
3. 材料设备- 采购符合设计要求的钢材、连接件、焊接材料等材料。
- 选择合适的施工设备,如起重机械、焊接设备、检测设备等。
4. 施工人员- 组织施工队伍,包括项目经理、技术负责人、施工员、质量员、安全员等。
- 对施工人员进行岗前培训,提高施工技能和安全意识。
5. 施工现场- 施工现场应平整、排水良好,满足施工要求。
- 建立施工现场管理制度,确保施工现场整洁有序。
三、施工工艺流程1. 施工准备阶段- 施工现场测量放线,确定构件安装位置。
- 搭设临时设施,如施工平台、防护栏杆等。
2. 钢构件加工制作- 根据施工图纸,进行钢构件的加工制作。
- 钢构件加工应符合设计要求和质量标准。
3. 钢构件运输及堆放- 钢构件运输过程中应采取防护措施,防止损坏。
- 钢构件堆放应整齐,便于吊装。
4. 钢构件吊装- 根据吊装方案,选择合适的起重机械。
- 吊装过程中应确保安全,防止构件损坏。
5. 钢构件连接- 钢构件连接可采用焊接、螺栓连接等方式。
- 连接质量应符合设计要求和质量标准。
6. 钢结构安装- 按照施工顺序,依次安装钢构件。
- 安装过程中应进行测量和校正,确保结构尺寸和位置准确。
7. 钢结构防腐涂装- 钢结构安装完成后,进行防腐涂装处理。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==装配工艺作业指导书篇一:装配作业指导书篇二:装配工艺作业指导书装配工艺作业指导书文件编号:编制:日期:审核:日期:批准:日期:装配工艺作业指导书 Q/KV-WD-32 REV A 1.0主题内容与适用范围本标准规定了本公司产品装配的一般要求,装配工艺规程以及装配完工的要求。
本标准适用于我公司阀门、井口采油树等设备及其部件的装配。
2.0一般要求2.1 所有零件应去除毛刺、倒钝锐角,不得有影响使用性能的磕碰划伤,“O”型密封圈和其他橡胶密封件应去除飞边,不得有影响密封的缺陷存在。
2.2 零部件和外购件应经质量检验部门合格,方可投入装配。
2.3 所有金属件应用柴油清洗干净,内外表面不得有铁屑、锈斑、油污和脏物。
2.4 顶丝、BT密封圈、轴承、钢圈、垫片、垫环槽、垫环的密封表面、“O”型圈处、阀盖、轴承盖、盘根压帽、阀杆等处的螺纹均应涂黄油,密封脂注入阀螺纹涂密封胶。
2.5 装配过程中应轻拿轻放,严禁野蛮操作,不得损伤口零件的密封面、不得切伤各橡胶密封件,不得将铁屑和脏物带入阀腔内。
2.6 装填料时,应注意填料和被密封元件的密封部位必须紧密封贴合,各填料不得有翻边和折叠等现象。
2.7 法兰连接螺母对称拧紧,并使螺栓外露长度一致。
2.8 在装配弹簧时不准换长或切断。
3.0装配工艺规程3.1 在装配前应仔细阅读产品装配图,装配技术要求及装配试验程序,熟悉产品结构特点,掌握产品装配步骤,装配方法以及每步骤的装配要求。
3.2 准备及相应的装配工具领齐装配所需零部件,小零件放臵在干净的工作台上,重要零件如阀门中的阀座、阀板和阀杆放在工位器具箱内,阀体安装在装配架上等。
3.3 阀门的装配3.3.1 平板阀(具体参见各类平板阀装配及试压程序)3.3.1.1 平板阀一般装配顺序参照以下步骤:阀座上装“O”型圈、挡圈、波形弹簧后,整体装入阀体的阀座孔内,用木板或带橡胶面的铁板垫敲阀座,并用专用工具拉紧阀座,阀座装入应自如无卡阻;装上炉板和中法兰钢圈或垫片,拧入双头螺柱,阀板密封面刮涂7903密封脂,挂阀杆和尾杆,插入阀腔内两阀座之间,阀板在两阀座间上下抽动应灵活。
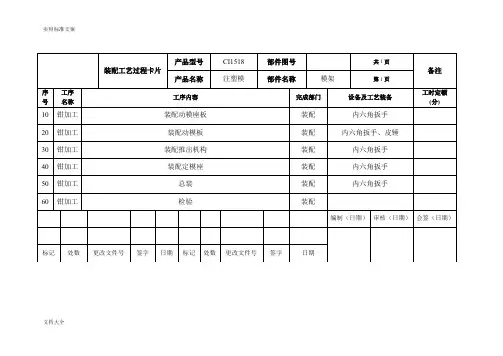
★装配工艺卡片模板_共10篇范文一:工艺卡片模板(这个可不写,但工艺过程卡和加工工序卡必须要有)各工序工序名称工序余量(mm)经济精度工序尺寸表面粗糙度Ra(um)工序尺寸及公差mm表面粗糙度Ra(um)工艺过程卡产品型号(厂名)机械加工工艺过程卡产品名称材料牌号毛坯总类毛坯外形尺寸零件名称每毛坯可制件数共页每台件数第页备注工时工序号工序名称工序内容车间工段设备工艺装备准终单件零件图号标记处数更改文件号签字日期标记处数更改文件号签字设计审核标准化(.)(厂名)机械加工工序卡片加工工序卡模板(一)产品型号零件图号产品名称零件名称车间工序号毛坯种类设备名称夹具编号毛坯外形尺寸设备型号共页工序名称每毛坯可制件数设备编号夹具名称第页材料牌号每台件数同时加工件数切削液工序工时工位器具编号工位器具名称标准进给次数单件工步号工步内容工艺装备主轴转速rmin切削速度mmin进给量mmr切削深度mm工序工时机动辅助设计(日期)标记处数更改文件号签字日期审核(日期)标准化(日期)会签(日期)(.)加工工序卡模板(二)湖南工程学院材料材料名称机械加工工序卡片毛坯种类毛坯尺寸产品名称零件重零件名称每台件数1卡片编号零件图号第页共页加工工序图工序号夹具工序名工量具主轴转速(rmin)设备刃具径向轴向进给进给吃刀深走刀量量度(mm)次数(mmr)(mmr)工步工步内容及要求123工艺编制工时定额学号校核审定会签批准执行时间范文二:工艺卡片模板机械加工工艺过程卡材料牌号45钢毛坯种类棒料工件名称工毛坯外形尺寸容序内产品型号产品名称Φ65mm×70零(部)件图号零(部)件名称2每台件数备注量具工艺装备夹具名称刀具名称及型号90度外圆刀90度外圆刀中心钻麻花钻镗孔刀三爪卡盘30度外圆刀镗孔刀螺纹刀加工设备背吃刀量进给速度1mm1mm粗2mm精0.3mm粗1mm精0.3mm80080060080080010001.车工艺台阶。
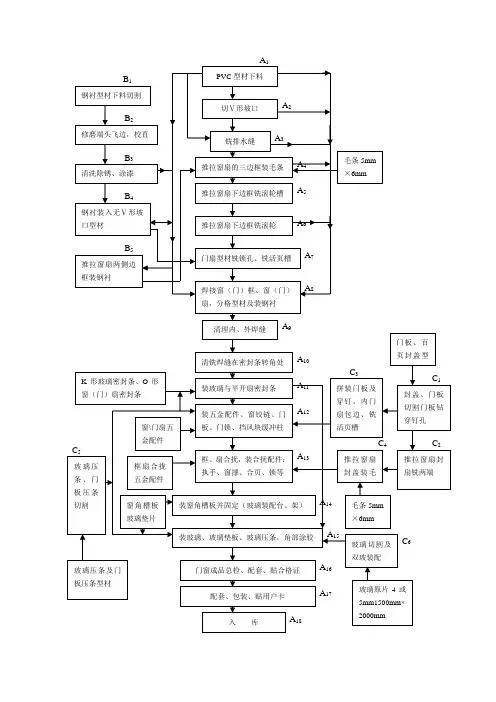
工艺文件模板工艺文件第册共页共册产品型号:产品名称:本册内容:旧底图总号批准底图总号年月日日期签名描图: 描校:产品名称工艺文件明细表产品图号序零部整件图号零部整件名称文件代号文件名称页数备注号1 G1 封面 1工艺文件明2 G2 2 细表 3 G3 配套明细表 3 4 G4 工艺说明 4 5 G5 引出脚成型 5装配工艺过6 G6 6 程卡旧底图总号底图总号拟制审核日期签名标准化第 1 页共 4 页更改标记数量更改单号签名日期批准描图: 描校:产品名称配套明细表1 产品图号序交往何代号名称数量来自何处备注号处1 电阻220Ω 1 成套套件成品 R12 电阻 2.2KΩ 1 成套套件成品 R2 3电阻100KΩ 1 成套套件成品 R3 4 电阻 2.2K 1 成套套件成品 R3 5 1PF 1 C7 电容成套套件成品6 电容 15PF 1 成套套件成品 C107 电容 30PF 3 成套套件成品 C2、C3、C4电容成套套件成品 8 180PF 1 C8 9 电容 103 1 成套套件成品 C17 10 电容 473 1 成套套件成品 C11电容成套套件成品 C6、C21、C22 11 104 312 电容 1UF 2 成套套件成品 C16、C18 13 电容 4.7uF 2 成套套件成品C9、C15电容成套套件成品 C5、C19 14 10uF 215 电容 220uF 2 成套套件成品 C20、C23 16 耳机插座Φ3.5mm 1 成套套件成品 CK焊片成套套件成品17 Φ2.7mm 1 18 机壳上盖 1 成套套件成品 19 机壳下盖 1 成套套件成品刻度面板成套套件成品 20 1 21 调谐拨盘 1 成套套件成品 22 电位器拨盘 1 成套套件成品旧底图总号底图总号拟制审核日期签名标准化数更改第 2 页共 4 页更改标记签名日期批准量单号描图: 描校:产品名称配套明细表2 产品图号序交往何代号名称数量来自何处备注号处 26 集成电路 KA2209 1 成套套件成品 IC 27 发光二极管Φ3(红色) 1 成套套件成品 D1振荡线圈(中28 TF10(红色) 1 成套套件成品 T2 周)中频变压器29 TF10(黄色) 1 成套套件成品 T3 (中周)30 磁棒及线圈4×8×80mm 1 成套套件成品 T1 31 滤波器 10.7M 1 成套套件成品 CF1 32 滤波器 455 1 成套套件成品 CF2 33 鉴频器 10.7M 1 成套套件成品 CF3 34 空心电感Φ3.5 0.6 3.5T 1 成套套件成品 L2 35 空心电感Φ3.5 0.6 4.5T 1 成套套件成品 L136 扬声器 0.5W-8Ω 1 成套套件成品 BL 37 电位器50KΩ 1 成套套件成品 RP 38 磁棒支架 104 1 成套套件成品 39 印刷电路板 4.7uF 1 成套套件成品 40 装配说明 10uF 1 成套套件成品 41 电池极片 220uF 3片成套套件成品42 导线红、黄 4根成套套件成品 43 螺丝M2.5×4 1 成套套件成品 44 螺丝M1.7×4 1 成套套件成品 45 螺丝M2×6 1 成套套件成品旧底图总号底图总号拟制审核日期签名标准化数更改第 3 页共 4 页更改标记签名日期批准量单号描图: 描校:产品名称工艺说明及简图产品图号旧底图总号底图总号拟制审核日期签名标准化第 4 页共4 页更改标记数量更改单号签名日期批准描图: 描校:。
机械结构件装配工艺标准机械结构装配施工工艺标准1适用范围本工艺适用于公司产品机械结构件装配加工的过程,本标准规定了一般机械结构,比如孔轴配合,螺丝、螺栓连接等等装配要求。
本标准适用于机械产品的装配。
2引用标准(1)JB T5994 机械装配基础装配要求(2)GB 5226 机床电气设备通用技术条件(3)GB 6557 挠性转子的机械平衡(4)GB 6558 挠性转子的平衡评定准则(5)GB 7932 气动系统通用技术条件(6)GB 7935 液压元件通用技术条件(7)GB 9239 刚性转子品质许用不平衡的确定(8)GB 10089 圆柱蜗杆蜗轮精度(9)GB 10095 渐开线圆柱齿轮精度(10)GB 10096 齿条精度(11)GB 11365 锥齿轮和准双曲面齿轮精度(12)GB 11368 齿轮传动装置清洁度3 机械装配专业术语3.1。
1 工艺使各种原材料、半成品成为产品的方法和过程.3。
1。
2 机械制造工艺各种机械的制造方法和制造过程的总称。
3.1。
3 典型工艺根据零件的结构和工艺特征进行分类、分组,对同组零件制订的统一加工方法和过程.3.1.4 产品结构工艺性所设计的产品在能满足使用要求的前提下,制造、维修的可行性和经济性.3.1.5 零件结构工艺性所设计的产品在能满足使用要求的前提下,制造的可行性和经济性. 3。
1.6 工艺性分析在产品技术设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
3.1.7 工艺性审查在产品工作图设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
3.1.8 可加工性在一定生产条件下,材料加工的难易程度.3。
1。
9 生产过程将原材料转变为成品的全过程.3。
1.10 工艺过程改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
3.1.11 工艺文件指导工人操作和用于生产、工艺管理等和各种技术文件。