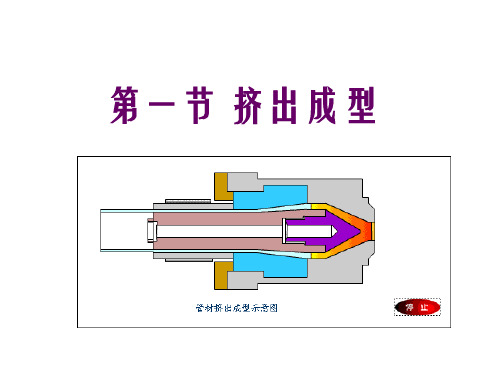
• (1)管材的挤出(P101 图 5-8)
挤出成型的主要原料有: PVC 、 PE 、 PP 、 ABS 、 PA 、 PC 等。
1、管材挤出过程
挤管成模型前头准有备: 直通式
机筒预热
加热塑化
挤出成型
偏移式(转定角径式)所用挤水出槽机冷,却应根据管材直牵引径和所需切割挤或收卷
直角式管材一般出不量需、后原处料品理种确定。同时考虑扩大再 2、挤出设备及生装产置的需要。
T ↓ , η↑ ,机头压力 ↑ ,制品致密,形状稳定, 易出现离模膨胀效应,
T ↓↓ ,塑化差,质量差。 转速 n ↑ ,剪切 ↑ ,利于塑化, η↓ ,但料筒中物 料的压力 ↑ 。
3 、定型和冷却 (同时进行)
• 管材、异型材 —— 独立的定型装置 板材、片材——压辊定型 薄膜、单丝、线缆包覆 —— 无需定型装置,直接冷却定 型。 定型方法: 管材:定径套(外径定型、内径定型) 原理:管坯内外形成压力差。使管外紧贴于套内壁冷却。 冷却速度: 硬质塑料:慢些,以避免内应力。软质塑料、结晶塑料: 快些。 (熔体粘度低)
和干燥。
干燥要求加:热器
热 风
一般塑料:水份
<
热
0.5%风
热
干燥高温下易鼓水风解机 的塑料,干燥如尼龙(
系
统纶(
PET )等:水份 过滤器
< 系统
0.03%
预热和干燥的方式:
PA
)、风 烘涤
料 斗
烘箱、烘房,可抽真空干燥,热风干燥。
热风除湿系统
加热系统
2 、塑化挤出
Байду номын сангаас• 挤出成型是连续成型工艺,关键是初期的 调整,要调整到正常挤出。 主要调整: