FMEA失效模式与效应分析
- 格式:pptx
- 大小:1006.00 KB
- 文档页数:83

FMEA(失效模式和效果分析)应用
Potential Failure Mode and Effects Analysis
潜在失效模式及后果分析
何谓FMEA
n FMEA是一组系统化的活动,其目的是:
n 发现、评价产品/过程中潜在的失效及其后果。
n 找到能够避免或减少这些潜在失效发生的措施。
n 书面总结上述过程。
n 为确保客户满意,这是对设计过程的完善。
FMEA发展历史
n 虽然许多工程技术人员早已在他们的设计或制造过程中应用了FMEA这一分析方法。但首次正式应用FMEA技术则是在六十年代中期航天工业的一项革新。
FMEA的实施
v 由于不断追求产品质量是一个企业不可推卸的责任,所以应用FMEA技术来识别并消除潜在隐患有着举足轻重的作用。对车辆回收的研究结果表明,全面实施FMEA能够避免许多事件的发生。
v 虽然FMEA的准备工作中,每项职责都必须明确到个人,但是要完成FMEA还得依靠集体协作,必须综合每个人的智能。例如,需要有设计、制造、装配、售后服务、质量及可靠性等各方面的专业人才。
v 及时性是成功实施FMEA的最重要因素之一,它是一个“事前的行为”,而不是“事后的行为”,为达到最佳效益,FMEA必须在设计或过程失效模式被无意纳入设计产品之前进行。 v 事前花时间很好地进行综合的FMEA分析,能够容易、低成本地对产品或过程进行修改,从而减轻事后修改的危机。
v FMEA能够减少或消除因修改而带来更大损失的机会。
v 适当的应用FMEA是一个相互作用的过程,永无止境。
DFMEA(设计FMEA)
简介
n 设计潜在FMEA是由“设计主管工程师/小组”早期采用的一种分析技术,用来在最大范围内保证已充份的考虑到并指明各种潜在失效模式及与其相关的起因/机理。
n 应评估最后的产品以及每个与之相关的系统、子系统和零部件。
n FMEA以其最严密的形式总结了设计一个零部件、子系统或系统时,一个工程师和设计组的设计思想(其中包括,根据以往的经验和教训对一些环节的分析)。

失效模式以及效应分析(FMEA)作业方法
失效模式以及效应分析,全文。
荣利涂装工业(苏州) 荣利涂装工业(苏州)有限公司CEL Coatings
Industries(Suzhou) CO., Ltd
编号:CEL-Q2-12 编号: CEL-Q2日期:____.09.10 ____.09.10 09.1 版本:Rev.00
页码: 页码:1/3
失效模式以及效应分析(FMEA) 失效模式以及效应分析(FMEA)作业方法序号 1 2
3 4 5 6 版本 00 修订人员 方猛 修订内容 新建立
生效时间 ____.09.10
修订人 部门负责人_______________________________ (签名)
__________________________________ (职务) _____________________________
(日期)
审阅人 部门主管_______________________________ (签名)
__________________________________ (职务) _____________________________
(日期)
批准人 管理代表_______________________________ (职务)
_______________________________ (签名)
_____________________________ (日期)
失效模式以及效应分析,全文。
荣利涂装工业(苏州) 荣利涂装工业(苏州)有限公司CEL Coatings
Industries(Suzhou) CO., Ltd
编号:CEL-Q2-12 编号: CEL-Q2日期:____.09.10 ____.09.10 09.1 版本:Rev.00
页码: 页码:2/3
失效模式以及效应分析(FMEA) 失效模式以及效应分析(FMEA)作业方法一, 目的:
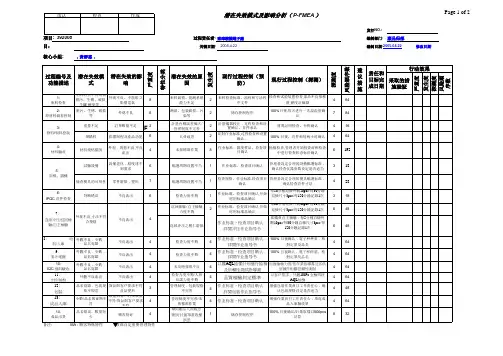
Page 1 of 2发行NO.:项目: 392008致瑋精機電子廠编制部门:致瑋精電子廠品保部机种年型/项目: 2005.4.22核心小组:鄧勝強﹐吳新文﹐黃群惠﹐采取的措施验証严重度发生度探测度风险顺序数1:來料检查材料特性不符规格脏污、生锈、破损,生鏽,硬度等﹐外观不良、不能组立﹐影響電氣8來料破损、量测系统能力不足2来料检查标准、流程和方法程序文件检查和试验装置检查,部品不良推移图,硬度計檢測464 2:原材料储存控制脏污、生锈、破损等外观不良6潮湿、包装破损、污染等2储存控制程序100%目视,每天进行一次温湿度确认784 重量不足訂單數量不足2計量台稱誤差偏大/管理制度不完善2計量儀器校正﹐过程检查和设置确认,首件承认材質証明检查,台称确认416領錯料影響制程及產品功能6人員疏忽2比對作业标准,过程检查和设置确认,100% 目视,首件和每两小时确认4644:材料驗收材料規格錯誤外观﹐規格不良,不良流出4未按標准作業8作业标准、限度样品,检查项目确认抽檢检查,管理者开始检查前和检查中进行检查状态标识确认6192試驗設備設備老化﹐精度達不到要求6維護周期设置不当1作业标准、检查项目确认管理者設定合理的設備維護标准﹐确认检查仪器参数设定是否适当318檢查模具的可用性零件磨損﹐變形7維護周期设置不当1检查规格,作业标准,检查项目确认管理者設定合理的模具維護标准﹐确认检查首件寸法4286:IPQC 首件检查判断错误不良流出6检查力度不夠1作业标准、检查项目确认,开始时用标准品确认每10分種巡檢外觀10pcs/每30分鐘巡檢尺寸3pcs/每120分鐘記錄1次318巡回檢驗/自主檢驗力度不夠2作业标准、检查项目确认,开始时用标准品确认每10分種巡檢外觀10pcs/每30分鐘巡檢尺寸3pcs/每120分鐘記錄1次648连续冲压之模仁磨損作业标准、检查项目确认﹐詳閱冲压作业指导书雇機員自主檢驗﹐每5分種自檢外觀10pcs/每30分鐘自檢尺寸3pcs/每120分鐘記錄1次6488﹕ 收料/入庫外觀不良﹐少數﹐品名寫錯不良流出4检查力度不夠4作业标准、检查项目确认﹐詳閱作业指导书100% 目视确认﹐電子秤秤重﹐核對定單及品名4649﹕委外電鍍外觀不良﹐少數﹐品名寫錯不良流出4检查力度不夠4作业标准、检查项目确认﹐詳閱作业指导书100% 目视确认﹐電子秤秤重﹐核對定單及品名46410:IQC 進料驗收外觀不良﹐少數﹐品名寫錯不良流出4未及時發現不良4以據AQL抽樣計划進行抽檢及信賴性測試指導書加強抽檢力度/依作業指導書及客供証據作相關信賴性測試46411﹕全检/抽检外觀不良流出不良流出4检查力度不夠/人員培訓力度不夠4品質檢驗判定標準以客戶要求﹐外觀100% 全檢再按AQL抽檢46412﹕包裝品名寫錯﹐包裝規格不規范貨品與客戶要求不符﹐產品變形3管理制度﹐包裝規格不完善4作业标准、检查项目确认﹐詳閱包裝作业指导书增強包裝作業員日工作責任心﹐确认包裝規格设定是否适当44813﹕成品入庫少數/品名與實物不符數量與客戶訂單數量不符/貨品與客戶要求不符4管理制度不完善/未按標准作業4作业标准、检查项目确认。增強作業員日工作責任心﹐填寫成品入庫驗收單46414:成品出货品名错误、數量短少顾客投诉4類似產品人員疏忽.筆誤/計量單重取樣誤差1储存控制程序100% 目视确认/計量取樣以500pcs計算832风险顺序数建议措施
'F,,RA*6HH6i+JbFi
At{A**€d:st!l '
i*i+eEsdi*Fl*]t*e s
lirtSF
1.
f++i€t4€1h4{
2.
EF'"n+}si4b .
6A.b .
A&flB+&g
T9XEE
3.
fi r&
6 &.tA wqr
tr .
E J"++F€9f
ff6*a
4.&EX"q"F*tF
+*JE€
5.PLEf"FEhotr€n
RiiiH;\, g+rif6
r\*6 (Fai
lure Mode
&Ef fect
Analysis, FMEA)
€-t€e &.f hzr4a;1s1+fi
E)i t-
4' Ifrj sh t-+E\fr
'Eh
+ft
E- !"'
ffi tt :tE
Prt
4* -
r-
+z,S
it, 1*_ X
& t-
tE
"y--,1 E+
+ yA..9*
rziw
4**fh&,*7.t4tzE-' e++/r,&)*e€ '
€
ft, *--'Az4*
E
AW16,44S4 E+,4
a<
#14'
&-
A;4$t1E+E-.
€e-fr X a4
aE
*
ffi ,iT'
ft ;A',t ISO$ q
;+
rn .,i
El ri+46t
a .t4+1€+,i(QS9000)'
*F
A FMEAEi
1,8,
4+.:+
:,fE&AEAA
I
aFMA) FEA)Criticality
Analysis
)Corrective
Action
1&;ng'6*uu
#tuqi+
rk
)tp
Il,rjE\ ,,+:-
6l'H
&a-afa z
w
fuEE""I | |
4rffiax,4.=^ '*[i#,tg
'N
'
1l
E"n1-4x&.ttfu?
t
RE|+r . r&n,#1?
,
+ x.-Jt-1 '+x.&.E.
{.r4P"l : -et'ry.htLEti.&-*z'E?
t
R*h5rh.. |
&F.r;6'k ,