游标卡尺的原理及使用
- 格式:ppt
- 大小:1.09 MB
- 文档页数:23
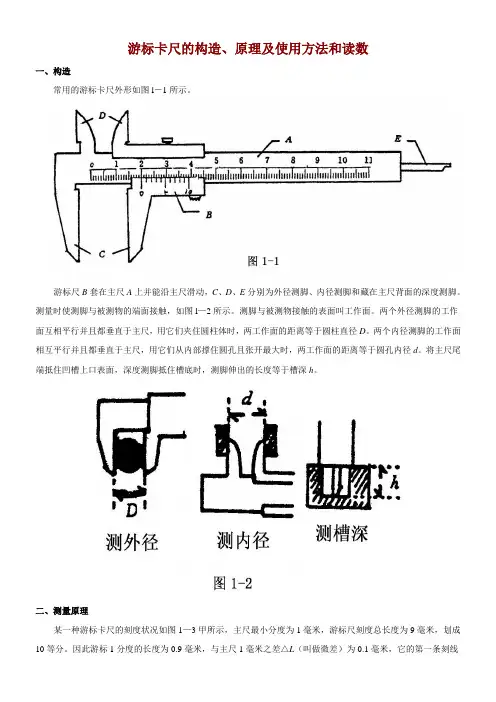
游标卡尺的构造、原理及使用方法和读数一、构造常用的游标卡尺外形如图l-1所示。
游标尺B套在主尺A上并能沿主尺滑动,C、D、E分别为外径测脚、内径测脚和藏在主尺背面的深度测脚。
测量时使测脚与被测物的端面接触,如图l—2所示。
测脚与被测物接触的表面叫工作面。
两个外径测脚的工作面互相平行并且都垂直于主尺,用它们夹住圆柱体时,两工作面的距离等于圆柱直径D。
两个内径测脚的工作面相互平行并且都垂直于主尺,用它们从内部撑住圆孔且张开最大时,两工作面的距离等于圆孔内径d。
将主尺尾端抵住凹槽上口表面,深度测脚抵住槽底时,测脚伸出的长度等于槽深h。
二、测量原理某一种游标卡尺的刻度状况如图1—3甲所示,主尺最小分度为1毫米,游标尺刻度总长度为9毫米,划成10等分。
因此游标1分度的长度为0.9毫米,与主尺1毫米之差△L(叫做微差)为0.1毫米,它的第一条刻线与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。
同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。
设用外径测脚夹住一张铜片时游标尺位置如图l—3乙所示,游标的第七条刻线与主尺上某刻线重合(图中用▲指示),则可知游标尺从甲图位置向右移动的距离d = 0.7毫米,就等于该铜片的厚度。
这种精度的游标还有另一种刻制方法:游标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图1—3丙所示。
三、使用方法右手握住主尺,用拇指推动游标尺进退。
先让测脚并拢检查零点,正常情况下游标零刻线应与主尺零刻线重合。
若未能对正,应记下此时读数x0,叫做初读数或零点读数。
它可能是正值也可能是负值,如图1一4所示的。
x0 =-0.3毫米。
测量时测脚要抵紧被测物,不可使两者相对滑动,避免测脚被磨损。
先看游标尺零刻线与主尺上哪条刻线对准或比它稍偏右一些,依此读出毫米的整数值,再看与主尺刻线重合的那条游标刻度线标注的数值n,则小数部分就是n×0.1毫米,这样就得到了测量读数x。
游标卡尺的原理
游标卡尺是一种用于测量长度、宽度和深度的工具,它是由一个主尺和一个游
标组成的。
游标卡尺的原理是基于游标的滑动位置和主尺上的刻度来进行测量。
在使用游标卡尺时,我们需要了解它的原理和使用方法,这样才能正确地进行测量并得到准确的结果。
首先,游标卡尺的主尺上刻有毫米和厘米的刻度,而游标上有分刻度,通常是0.02毫米。
当我们使用游标卡尺时,需要将主尺的刻度对齐需要测量的物体的一端,然后通过移动游标来确定另一端的位置。
通过游标的位置和主尺上的刻度,我们就可以得到需要测量的长度。
其次,游标卡尺的原理是利用游标的滑动位置和主尺上的刻度来进行测量。
游
标通过滑动来夹住需要测量的物体,然后读取游标和主尺上的刻度来得到测量结果。
游标卡尺的游标可以在主尺上来回滑动,这样就可以适应不同大小的物体进行测量。
另外,游标卡尺的原理还包括了零位的确定。
在使用游标卡尺进行测量之前,
我们需要先确定游标卡尺的零位。
这是因为游标卡尺的游标是可以调整的,所以在每次使用之前都需要确定游标的零位,这样才能得到准确的测量结果。
最后,游标卡尺的原理也涉及到了测量的精度。
由于游标卡尺的游标上有分刻度,所以它的测量精度相对较高。
在进行测量时,我们需要尽量准确地读取游标和主尺上的刻度,这样才能得到精确的测量结果。
综上所述,游标卡尺的原理是基于游标的滑动位置和主尺上的刻度来进行测量。
在使用游标卡尺时,我们需要了解它的原理和使用方法,这样才能正确地进行测量并得到准确的结果。
通过正确地掌握游标卡尺的原理和使用方法,我们可以更加方便地进行测量工作,并得到准确的结果。
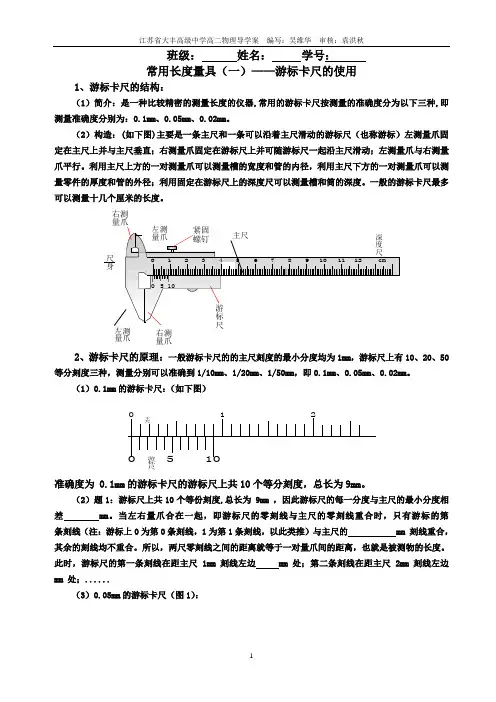
班级: 姓名: 学号: 常用长度量具(一)——游标卡尺的使用1、游标卡尺的结构:(1)简介:是一种比较精密的测量长度的仪器,常用的游标卡尺按测量的准确度分为以下三种,即测量准确度分别为:0.1mm 、0.05mm 、0.02mm 。
(2)构造:(如下图)主要是一条主尺和一条可以沿着主尺滑动的游标尺(也称游标)左测量爪固定在主尺上并与主尺垂直;右测量爪固定在游标尺上并可随游标尺一起沿主尺滑动;左测量爪与右测量爪平行。
利用主尺上方的一对测量爪可以测量槽的宽度和管的内径,利用主尺下方的一对测量爪可以测量零件的厚度和管的外径;利用固定在游标尺上的深度尺可以测量槽和筒的深度。
一般的游标卡尺最多可以测量十几个厘米的长度。
右测右测量爪量爪2、游标卡尺的原理:一般游标卡尺的的主尺刻度的最小分度均为1mm ,游标尺上有10、20、50等分刻度三种,测量分别可以准确到1/10mm 、1/20mm 、1/50mm ,即0.1mm 、0.05mm 、0.02mm 。
(1)0.1mm 的游标卡尺:(如下图)0 5 10 游标尺0 12主尺准确度为 0.1mm 的游标卡尺的游标尺上共10个等分刻度,总长为9mm 。
(2)题1:游标尺上共10个等份刻度,总长为 9mm ,因此游标尺的每一分度与主尺的最小分度相差 mm 。
当左右量爪合在一起,即游标尺的零刻线与主尺的零刻线重合时,只有游标的第 条刻线(注:游标上0为第0条刻线,1为第1条刻线,以此类推)与主尺的 mm 刻线重合,其余的刻线均不重合。
所以,两尺零刻线之间的距离就等于一对量爪间的距离,也就是被测物的长度。
此时,游标尺的第一条刻线在距主尺 1mm 刻线左边 mm 处;第二条刻线在距主尺 2mm 刻线左边 mm 处;......(3)0.05mm 的游标卡尺(图1):图1准确度为 0.05mm的游标卡尺的游标尺上共20个等分刻度,总长为19mm。
0.05mm的游标卡尺(图2):图2准确度为 0.02mm的游标卡尺的游标尺上共50个等分刻度,总长为49mm。

游标卡尺的原理及使用游标卡尺是一种常见的测量工具,被广泛应用于机械加工、制造业、建筑和汽车维修等领域。
它的主要作用是测量物体的长度、宽度、深度和直径等尺寸。
本文将介绍游标卡尺的原理及使用方法。
一、游标卡尺的原理游标卡尺是由主尺和两个可滑动的游标组成的。
主尺上有一个固定的刻度,游标上则有一个可以滑动的刻度。
游标卡尺的测量原理是利用主尺上刻度与游标上刻度之间的相对位置进行测量。
游标卡尺的主尺上刻度通常是毫米或英寸,而游标上刻度通常是0.02毫米或0.001英寸。
主尺上的刻度称为主刻度,游标上的刻度称为游标刻度。
两个游标之间的距离可以通过游标刻度来测量。
游标卡尺上通常还有一个固定的机械测量误差,称为游标卡尺的测量误差。
在使用游标卡尺进行测量时,首先将物体放置在游标卡尺的夹爪之间,使其与刻度平行。
然后,通过移动游标,使其夹住物体。
主刻度上与游标刻度对齐的位置即为物体的长度。
二、游标卡尺的使用方法1. 准备工作在使用游标卡尺之前,需要进行一些准备工作。
首先,将游标卡尺清洁干净,确保刻度清晰可见。
其次,检查游标卡尺的测量误差,以确保其准确性。
2. 测量长度将游标卡尺的夹爪张开,将物体放置在夹爪之间。
然后,通过旋转滑动游标,使其夹住物体。
读取主刻度与游标刻度对齐的位置即可得到物体的长度。
3. 测量内径和外径游标卡尺还可以用于测量内径和外径。
测量内径时,夹住内径的两个点,读取主刻度与游标刻度对齐的位置,再加上游标刻度的数值即可得到内径的长度。
测量外径时,夹住外径的两个点,读取主刻度与游标刻度对齐的位置即可得到外径的长度。
4. 其他用途除了测量长度、内径和外径之外,游标卡尺还可以用于测量深度和步距等。
在测量深度时,将游标卡尺垂直于物体,使其接触到物体的底部。
然后,读取主刻度与游标刻度对齐的位置即可得到物体的深度。
三、注意事项在使用游标卡尺进行测量时,需要注意以下几点:1. 确保游标卡尺与待测物体保持垂直接触,并确保夹住物体时的夹持力适中,既不能过紧也不能过松。
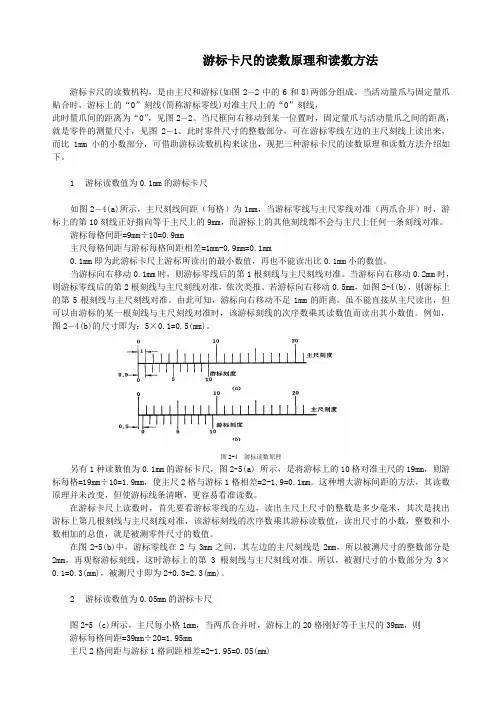
游标卡尺的读数原理和读数方法游标卡尺的读数机构,是由主尺和游标(如图2―2中的6和8)两部分组成。
当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线,此时量爪间的距离为“0”,见图2―2。
当尺框向右移动到某一位置时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸,见图2―1。
此时零件尺寸的整数部分,可在游标零线左边的主尺刻线上读出来,而比1mm小的小数部分,可借助游标读数机构来读出,现把三种游标卡尺的读数原理和读数方法介绍如下。
1游标读数值为0.1mm的游标卡尺如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。
游标每格间距=9mm÷10=0.9mm主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值。
当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准。
当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。
若游标向右移动0.5mm,如图2-4(b),则游标上的第5根刻线与主尺刻线对准。
由此可知,游标向右移动不足1mm的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。
例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)。
图2-4 游标读数原理另有1种读数值为0.1mm的游标卡尺,图2-5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm。
这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数。

一、游标卡尺的构造游标卡尺是一种精密测量工具,主要由主尺、游标和刀片组成。
主尺分为上下两部分,上部为尺身,下部为测量刻度,游标是可以在主尺上滑动的刻度,用于精确测量物体长度,刀片则用于测量内径和凹槽等特殊形状的物体。
二、游标卡尺的原理游标卡尺的测量原理是利用主尺和游标上的刻度线相互对应,通过读数得到测量值。
在使用过程中,游标卡尺可以实现毫米和英寸的双重测量,具有高精度和灵活性的特点。
游标卡尺的精度一般可达到0.02毫米,满足工程测量的要求。
三、游标卡尺的使用方法1. 校准游标卡尺在使用游标卡尺之前,需要先进行校准。
打开游标卡尺,将游标和主尺调零,确保游标处于零刻度位置。
如果发现游标卡尺的刻度不准确,可以通过调整游标的零点位置来进行校准。
2. 测量外径将游标卡尺的测量刀片打开,将要测量的物体置于游标卡尺的两个刀片之间,轻轻旋转游标卡尺直到刀片与物体接触,记录游标和主尺上的刻度数值,即可得到物体的外径尺寸。
3. 测量内径如果需要测量物体的内径,可以将游标卡尺的刀片置于物体内部,用同样的方法来进行测量。
注意在测量内径时,需要考虑刀片的宽度对测量结果的影响,通常需要在测量结果上减去刀片的宽度。
4. 测量深度游标卡尺还可以用来测量物体的深度。
可以使用游标卡尺的刀片延伸到物体内部,再记录游标和主尺上的刻度数值,即可得到物体的深度尺寸。
5. 注意事项在使用游标卡尺时,需要注意保持测量物体与游标卡尺平行,并避免斜置或旋转,以确保测量结果的准确性。
还需要注意保护游标卡尺的刀片和刻度,避免受到损坏影响测量准确性。
四、结语游标卡尺作为一种精密测量工具,广泛应用于机械制造、汽车制造、航空航天等领域,对于精确测量物体尺寸起到了关键作用。
通过了解游标卡尺的构造、原理和使用方法,可以更好地掌握这一工具,提高测量的准确性和效率。
游标卡尺是一种精密测量工具,广泛应用于机械制造、汽车制造、航空航天等领域,对于精确测量物体尺寸起到了关键作用。
数显游标卡尺原理数显游标卡尺是一种普遍应用于测量的工具,具有精确度高、使用方便等优点。
此文将介绍数显游标卡尺的原理和使用方法。
工作原理数显游标卡尺是通过光电或电磁原理测量物体长度和宽度的。
通过馈入光线或电流,可以精确地显示出被测量物体的长度和宽度。
因其测量方式精确、自动化程度高,能够大幅提高测量准确度和效率。
光电传感器数显游标卡尺的主要部件之一是光电传感器。
通过照射被测物体,光电传感器所产生的信号可被微处理器处理为被测物体的长度和宽度。
光电传感器通常采用红外线、激光等光源,具有高灵敏度和高分辨率的特点。
数字显示数显游标卡尺通过数字显示方式将测量结果直观地呈现在屏幕上。
由于数字显示具有精确、清晰的特点,使得数显游标卡尺的显示结果更加准确可靠。
同时,数字显示也提高了用户的使用便捷性和效率。
特点与优势数显游标卡尺具有多种优良特点。
首先,其测量范围广泛,可测量长度和宽度。
其次,测量结果准确,误差一般在0.02mm之内。
此外,数显游标卡尺具有使用方便、操作简单的特点,可广泛应用于机械制造、汽车、航空等领域。
使用与维护数显游标卡尺的使用方法与一般游标卡尺基本相同,但在使用中也要注意避免撞击、污染、跌落等情况。
同时,在维修时需要注意保持设备的干燥和内部清洁。
为了最大限度地发挥它的测量特点,数显游标卡尺的使用和维护是至关重要的。
结语数显游标卡尺利用现代化技术,具有高精度、方便实用、操作简单等优点,广泛应用于生产中的测量领域。
希望这篇文章能够帮助读者了解到数显游标卡尺的原理和使用,提高其在工作中的效率和精确度。
千分尺和游标卡尺的读数千分尺和游标卡尺的读数是高中阶段常用和两种测量长度的仪器,也是实验考查的重点,本文就两种仪器的读数作以系统的介绍。
一、游标卡尺1、游标卡尺的工作原理:游标卡尺的种类较多,常用的有十分度、二十分度和五十分度三种,但其工作原理是相同的,下面就以十分度为例作以介绍。
⑴游标卡尺的构造:卡尺结构如图1—1所示主要由两部分组成,即可移动的游标部分A和主尺部分B组成。
⑵测量原理:游标卡尺的主尺的最小刻度为1mm,游标上共有10个等分刻度,全长为9mm,也就是每个刻度为0.9mm,比主尺上刻度小0.1mm。
当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。
当游标向右移动0.1mm,这时游标的1刻度与主尺的1刻度对齐。
同理当游标向右移动0.2mm,这时游标的2刻度与主尺的2刻度对齐游标向右移动0.3mm,这时游标的3刻度与主尺的3刻度对齐游标向右移动0.9mm,这时游标的9刻度与主尺的9刻度对齐游标向右移动1mm,这时游标的10刻度与主尺的10刻度对齐游标向右移动1.1mm,这时游标的0刻度线过了主尺的1mm刻度,且游标1刻度与主尺2刻度对齐。
依此类推右移动n.kmm,这时游标的0刻度线过了主尺的n mm刻度,且游标0.k/m刻度与主尺n+0.k/m刻度对齐。
(0.k指小数部分,m指游标卡尺的精度10分度的为0.1,20分度的为0.05,50分度的为0.02,这种方法对20、50分度的游标卡尺同样适用。
)例1:用一10分度的游标卡尺测量一长度为6.8mm的物体,则游标的哪个刻度与主尺的哪个刻度对齐?解析:由上面的规律可知,对齐的应是游标的第0.8/0.1=8个刻度与主尺上6+8=14mm处对齐。
⑶游标卡尺的读数:由上面的分析不难理解,用S表示物体的长度,n表示游标0刻度线前整毫米数,k表示与主尺对齐的游标刻度数,m为游标卡尺的精度,则S=n+km例2 如图1-1所示中卡尺的读数是少?解析:由图可知游标的零刻度线前整毫米数为6mm,与主尺对齐的是游标的第4个刻度,该尺的精度为0.1,所以S=6+4*0.1=6.4mm⑷理解了10分度的对20和50分度的就不难理解,它们的游标他别是19mm和49mm,游标上的每个刻度比主尺最小分度分别小了0.05mm 0.02 mm,在读数时方法与10分度的相同,只是S=n+km中m分别为0.05mm 和0.02mm。
什么是游标卡尺游标卡尺的使用方法游标卡尺是一种测量长度、内外径、深度的量具。
那么你对游标卡尺了解多少呢?以下是由店铺整理关于什么是游标卡尺的内容,希望大家喜欢!游标卡尺的简介游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。
若从背面看,游标是一个整体。
主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。
游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
在形形色色的计量器具家族中,游标卡尺作为一种被广泛使用的高精度测量工具,它是刻线直尺的延伸和拓展,它最早起源于中国。
古代早期测量长度主要采用木杆或绳子,或用“迈步”“布手”的手法,待有了长度的单位制以后,就出现了刻线直尺。
这种刻线直尺在公元前3000年的古埃及,在公元前2000年的我国夏商时代都已有使用,当时主要是用象牙和玉石制成,直到青铜刻线直尺的出现这种“先进”的测量工具较多的应用于生产和天文测量中。
游标卡尺的工作原理游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。
游标卡尺的测量原理游标卡尺是一种常用的测量工具,它可以精确地测量物体的长度、宽度和深度。
它的测量原理基于其精密的刻度和可移动的游标,通过游标与主尺的相对位置来确定被测量物体的尺寸。
在使用游标卡尺进行测量时,需要注意一些基本原理和技巧,以确保测量结果的准确性和可靠性。
首先,游标卡尺的测量原理基于毫米刻度和分度尺的设计。
毫米刻度是游标卡尺上最小的刻度单位,而分度尺则是整数刻度,通常代表厘米或英寸。
在进行测量时,需要将被测量物体放置在游标卡尺的测量范围内,并确保游标和主尺的刻度对齐。
通过对齐游标和主尺的刻度,可以准确地读取被测量物体的尺寸。
其次,游标卡尺的测量原理还涉及到游标的使用方法。
游标是可以滑动的,它可以与主尺上的刻度相对移动,从而实现对被测量物体的精确测量。
在进行测量时,需要将游标轻轻滑动,直到它与被测量物体的一侧接触。
然后,可以通过读取游标所在位置的刻度值,来确定被测量物体的尺寸。
需要注意的是,游标的滑动应该轻柔而稳定,以避免对被测量物体造成损坏或误差。
此外,游标卡尺的测量原理还包括零位的确定。
在进行测量之前,需要确保游标卡尺的零位是准确的。
通常情况下,游标卡尺的零位是指游标与主尺刻度的对齐位置。
如果游标卡尺的零位不准确,将会导致测量结果的偏差。
因此,在进行测量之前,需要先检查游标卡尺的零位,并进行必要的调整,以确保准确的测量结果。
最后,游标卡尺的测量原理还需要考虑测量的精度和误差。
由于游标卡尺是一种精密测量工具,因此在进行测量时需要注意测量的精度和误差。
通常情况下,游标卡尺的精度可以达到0.02毫米或更高,但在实际使用中仍然可能存在一定的误差。
因此,在进行测量时,需要注意避免外界因素的干扰,以确保测量结果的准确性。
综上所述,游标卡尺的测量原理基于其精密的刻度和可移动的游标,通过游标与主尺的相对位置来确定被测量物体的尺寸。
在使用游标卡尺进行测量时,需要注意毫米刻度和分度尺的设计、游标的使用方法、零位的确定以及测量的精度和误差,以确保测量结果的准确性和可靠性。
数显游标卡尺工作原理
数显游标卡尺是一种测量工具,通过原理电子扫描,将测量的长度数字化并显示在数显屏上。
其工作原理如下:
1. 测量原理:数显游标卡尺通过卡尺的测量脚和测量横梁上的游标来测量长度。
当卡尺放在待测物体上时,通过调节游标位置使之与物体接触,即可获取长度。
2. 传感器原理:数显游标卡尺内置了传感器,通常是光电或电感传感器。
这些传感器可以感知游标位置的微小变化,并将其转换成电信号。
3. 信号转换:感应到的游标位置变化信号被转换成与待测长度相关的电信号。
传感器通常会将游标位置变化转换成数字信号,以便后续的处理和显示。
4. 数字显示:转换后的数字信号被传输到数显屏幕上,并通过数码显示数值。
这样操作人员即可直观地看到测量结果。
总的来说,数显游标卡尺通过传感器感知游标位置的微小变化,并将其转换成数字信号。
这些信号被用于显示测量结果。
相较于传统的游标卡尺,数显游标卡尺具有更高的精度和易读性,因为它消除了读数误差和人为判断的因素。