游标卡尺构造原理附使用方法与读数
- 格式:doc
- 大小:291.50 KB
- 文档页数:5
游标卡尺的读数原理
游标卡尺的读数原理是基于分度尺上的主标尺和游标尺之间的差值来确定测量物体的长度或宽度。
游标卡尺通常由固定尺和滑动尺组成。
固定尺上有主刻度线,而滑动尺上有细分刻度线,与主刻度线相互对应。
当游标卡尺用于测量时,固定尺被放置在测量对象的一端,而滑动尺通过调节位置被对齐到测量对象的另一端。
读数过程包括以下几个步骤:
1. 初始位置:将滑动尺调整到固定尺上的零刻度线位置。
2. 粗读取:观察滑动尺上与主标尺上最接近的主刻度线,并记录其数值。
这是未精确读数的初始数值。
3. 细读取:观察滑动尺上与主标尺上对应的细分刻度线,并记录其数值。
细读数通常用小数的形式表示。
4. 合并读数:将粗读数和细读数结合起来,得到最终测量结果。
以毫米为单位,通常精确到0.1毫米或0.02毫米。
游标卡尺的读数原理基于滑动尺的位置与主标尺刻度之间的对齐,通过对主刻度和细分刻度进行观察和记录,可以精确地测量物体的长度或宽度。
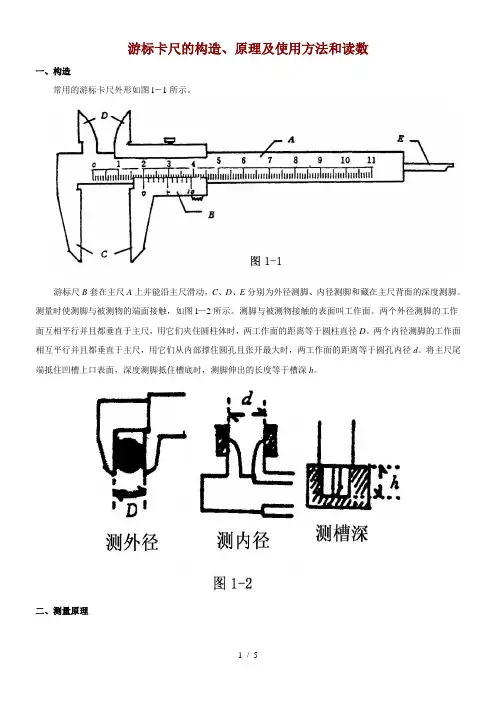
游标卡尺的构造、原理及使用方法和读数一、构造常用的游标卡尺外形如图l-1所示。
游标尺B套在主尺A上并能沿主尺滑动,C、D、E分别为外径测脚、内径测脚和藏在主尺背面的深度测脚。
测量时使测脚与被测物的端面接触,如图l—2所示。
测脚与被测物接触的表面叫工作面。
两个外径测脚的工作面互相平行并且都垂直于主尺,用它们夹住圆柱体时,两工作面的距离等于圆柱直径D。
两个内径测脚的工作面相互平行并且都垂直于主尺,用它们从内部撑住圆孔且张开最大时,两工作面的距离等于圆孔内径d。
将主尺尾端抵住凹槽上口表面,深度测脚抵住槽底时,测脚伸出的长度等于槽深h。
二、测量原理某一种游标卡尺的刻度状况如图1—3甲所示,主尺最小分度为1毫米,游标尺刻度总长度为9毫米,划成10等分。
因此游标1分度的长度为0.9毫米,与主尺1毫米之差△L(叫做微差)为0.1毫米,它的第一条刻线与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。
同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。
设用外径测脚夹住一张铜片时游标尺位置如图l—3乙所示,游标的第七条刻线与主尺上某刻线重合(图中用▲指示),则可知游标尺从甲图位置向右移动的距离d = 0.7毫米,就等于该铜片的厚度。
这种精度的游标还有另一种刻制方法:游标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图1—3丙所示。
三、使用方法右手握住主尺,用拇指推动游标尺进退。
先让测脚并拢检查零点,正常情况下游标零刻线应与主尺零刻线重合。
若未能对正,应记下此时读数x0,叫做初读数或零点读数。
它可能是正值也可能是负值,如图1一4所示的。
x0 =-0.3毫米。
测量时测脚要抵紧被测物,不可使两者相对滑动,避免测脚被磨损。
先看游标尺零刻线与主尺上哪条刻线对准或比它稍偏右一些,依此读出毫米的整数值,再看与主尺刻线重合的那条游标刻度线标注的数值n,则小数部分就是n×0.1毫米,这样就得到了测量读数x。
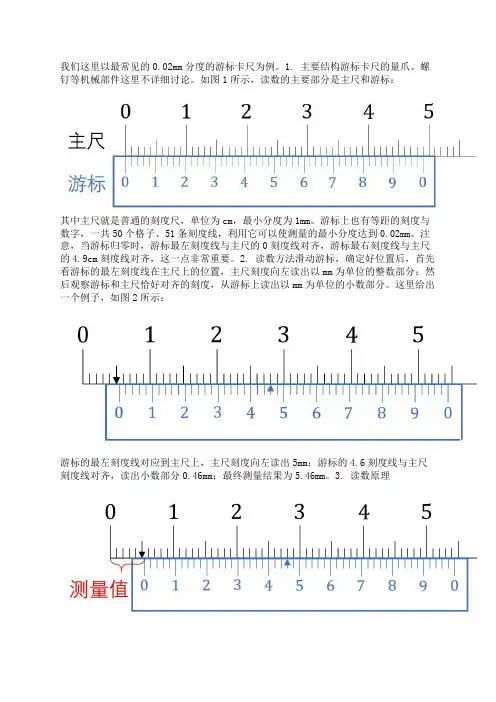
我们这里以最常见的0.02mm分度的游标卡尺为例。
1. 主要结构游标卡尺的量爪、螺钉等机械部件这里不详细讨论。
如图1所示,读数的主要部分是主尺和游标:其中主尺就是普通的刻度尺,单位为cm,最小分度为1mm。
游标上也有等距的刻度与数字,一共50个格子、51条刻度线,利用它可以使测量的最小分度达到0.02mm。
注意,当游标归零时,游标最左刻度线与主尺的0刻度线对齐,游标最右刻度线与主尺的4.9cm刻度线对齐,这一点非常重要。
2. 读数方法滑动游标,确定好位置后,首先看游标的最左刻度线在主尺上的位置,主尺刻度向左读出以mm为单位的整数部分;然后观察游标和主尺恰好对齐的刻度,从游标上读出以mm为单位的小数部分。
这里给出一个例子,如图2所示:游标的最左刻度线对应到主尺上,主尺刻度向左读出5mm;游标的4.6刻度线与主尺刻度线对齐,读出小数部分0.46mm;最终测量结果为5.46mm。
3. 读数原理因为游标归零时,游标最左刻度线与主尺的0刻度线对齐,那么游标向右挪动的距离=游标最左刻度线与主尺0刻度线的距离=测量值,如图3所示。
因此测量值以mm为单位的整数部分是容易直接读出的,而小数部分太短了,肉眼难以辨识,于是利用游标的刻度来放大这个距离,以便于观察。
3.1 简单解释以下解释小数部分的读数原理:游标一共有 5\times10=50 个格子,总长度为4.9cm(从主尺上能读出来),所以游标格子宽度为 \frac{4.9}{50}\mathrm{cm}=0.098\mathrm{cm}=0.98\mathrm{mm} ;主尺格子宽度自然为1mm。
假设待测长度的小数部分为 x\mathrm{mm} ,显然 0<x<1 。
我们先微微移动游标让x=0,如图4所示:记主尺和游标对齐的刻度线的序号为i=0,在主尺/游标上向右数i根线,就记它为主尺/游标的第i根线。
注意,这里是从0开始数的,实际上i表示的是该线和第0根线之间的格子数目。

一、游标卡尺的构造游标卡尺是一种精密测量工具,主要由主尺、游标和刀片组成。
主尺分为上下两部分,上部为尺身,下部为测量刻度,游标是可以在主尺上滑动的刻度,用于精确测量物体长度,刀片则用于测量内径和凹槽等特殊形状的物体。
二、游标卡尺的原理游标卡尺的测量原理是利用主尺和游标上的刻度线相互对应,通过读数得到测量值。
在使用过程中,游标卡尺可以实现毫米和英寸的双重测量,具有高精度和灵活性的特点。
游标卡尺的精度一般可达到0.02毫米,满足工程测量的要求。
三、游标卡尺的使用方法1. 校准游标卡尺在使用游标卡尺之前,需要先进行校准。
打开游标卡尺,将游标和主尺调零,确保游标处于零刻度位置。
如果发现游标卡尺的刻度不准确,可以通过调整游标的零点位置来进行校准。
2. 测量外径将游标卡尺的测量刀片打开,将要测量的物体置于游标卡尺的两个刀片之间,轻轻旋转游标卡尺直到刀片与物体接触,记录游标和主尺上的刻度数值,即可得到物体的外径尺寸。
3. 测量内径如果需要测量物体的内径,可以将游标卡尺的刀片置于物体内部,用同样的方法来进行测量。
注意在测量内径时,需要考虑刀片的宽度对测量结果的影响,通常需要在测量结果上减去刀片的宽度。
4. 测量深度游标卡尺还可以用来测量物体的深度。
可以使用游标卡尺的刀片延伸到物体内部,再记录游标和主尺上的刻度数值,即可得到物体的深度尺寸。
5. 注意事项在使用游标卡尺时,需要注意保持测量物体与游标卡尺平行,并避免斜置或旋转,以确保测量结果的准确性。
还需要注意保护游标卡尺的刀片和刻度,避免受到损坏影响测量准确性。
四、结语游标卡尺作为一种精密测量工具,广泛应用于机械制造、汽车制造、航空航天等领域,对于精确测量物体尺寸起到了关键作用。
通过了解游标卡尺的构造、原理和使用方法,可以更好地掌握这一工具,提高测量的准确性和效率。
游标卡尺是一种精密测量工具,广泛应用于机械制造、汽车制造、航空航天等领域,对于精确测量物体尺寸起到了关键作用。
游标卡尺的读数原理和读数方法
游标卡尺是一种用来测量物体长度、宽度和深度的精确测量工具。
它由一个固定下巴和一个可以滑动的游标组成。
读数原理:
游标卡尺的读数原理基于两个主要刻度:主刻度和游标刻度。
主刻度是刻在卡尺上的固定刻度,用来确定物体的整数部分长度。
游标刻度是由游标滑块上的标记组成的附加刻度,用于确定物体的小数部分长度。
读数方法:
1. 初始位置:将游标滑块与主刻度的0刻线对齐,使游标卡尺的下巴与物体的一端相接触。
2. 主刻度位数:观察游标滑块上与主刻度刻线对齐的数字。
这些数字表示物体的整数部分长度。
3. 游标刻度位数:游标滑块上的标记可以显示进一步的刻度细分。
观察游标滑块上与主刻度之间对齐的标记位置。
这些标记表示物体的小数部分长度。
4. 读数结果:将主刻度的位数和游标刻度的位数结合在一起,得到最终的读数结果。
需要注意的是,读数需谨慎,避免视觉误差造成的偏差。
在读数时应尽可能垂直看刻度线,以避免偏差。
同时,读数要为合理数值,不应仅凭直觉来进行判断。

卡尺的使用方法详解卡尺的使用方法详解一、引言卡尺是一种常用的测量工具,广泛应用于工程、制造、建筑和科学实验等领域。
本文将详细介绍卡尺的使用方法,包括卡尺的结构、测量原理、读数方法和注意事项等。
二、卡尺的结构卡尺一般由两个可移动的尺脚组成,其中一个尺脚上标有目视刻度,用于测量长度。
另一个尺脚用于固定测量对象。
卡尺一般由金属或塑料制成,有不同的尺寸和型号可供选择,包括直尺卡尺、弹簧卡尺和游标卡尺等。
三、卡尺的测量原理卡尺的测量原理基于物体的直线距离。
通过打开卡尺,将测量对象夹在两个尺脚之间,使尺脚与对象的两个端点接触,并读取尺脚上的刻度数值,即可得到物体的长度。
四、卡尺的读数方法1、零位对齐:将卡尺的两个尺脚完全合拢,使目视刻度上的零刻度与固定尺脚的刻度线对齐。
2、夹取测量对象:打开卡尺,夹住要测量的对象,尺脚与对象的两个端点接触,并将其紧密固定。
3、读取刻度数值:通过目视刻度上的刻度线与固定尺脚刻度线对齐,读取尺脚上距离固定尺脚的刻度数值。
如果尺脚上有附加的毫米刻度,还可以读取更精确的数值。
五、卡尺的使用注意事项1、确保卡尺的尺脚清洁和平整,以免影响测量准确性。
2、使用卡尺测量物体时,要确保夹紧并固定住物体,避免尺脚移动导致测量误差。
3、在读取刻度数值时,要保持视线垂直于刻度线,避免因角度偏差导致的误差。
4、在测量较小的物体时,可以使用附加的毫米刻度进行更精确的测量。
5、长时间不使用卡尺时,应放置在干燥清洁的位置,避免受潮、变形或损坏。
附录:附件一、卡尺结构示意图附件二、卡尺读数示例图法律名词及注释:1、测量准确性:指测量结果与实际数值之间的接近程度。
2、固定尺脚:卡尺上用于夹取和固定测量对象的尺脚,通常不可移动。
3、刻度数值:卡尺上用于读取的刻度线所对应的数值,一般以毫米或英寸为单位。
游标卡尺的实验原理和使用方法游标卡尺是一种常用的测量工具,广泛应用于工程、制造等领域。
它通过测量物体的长度、宽度、直径等尺寸,具有精度高、测量范围广等优点。
游标卡尺的实验原理主要基于两个方面:游标原理和螺旋原理。
游标原理是指通过游标尺上的刻度和游标尺上的游标,可以读取出被测量物体的尺寸。
螺旋原理是指通过游标卡尺中的可调节螺丝,可以使两个游标尺的间距与被测量物体的尺寸保持一致。
游标卡尺的使用方法分为以下几个步骤:1. 准备工作:保证游标卡尺处于关闭状态,并检查游标卡尺的刻度是否清晰可读。
2. 测量长度:将被测量物体放置在游标卡尺的两个测量面之间,确保物体与测量面紧密接触。
然后,打开游标卡尺,将物体夹住,使其夹紧。
3. 读取测量值:通过游标卡尺上的刻度和游标,可以读取出被测量物体的长度。
刻度的读数应从游标的左侧开始,读取到游标的右侧。
如果游标没有与刻度完全对齐,应该根据游标所在的刻度位置进行估计,通常可以精确到0.02毫米。
4. 测量宽度:将被测量物体放置在游标卡尺的两个测量面之间,确保物体与测量面紧密接触。
然后,打开游标卡尺,将物体夹住,使其夹紧。
5. 读取测量值:通过游标卡尺上的刻度和游标,可以读取出被测量物体的宽度。
刻度的读数应从游标的左侧开始,读取到游标的右侧。
如果游标没有与刻度完全对齐,应该根据游标所在的刻度位置进行估计,通常可以精确到0.02毫米。
6. 测量直径:将被测量物体放置在游标卡尺的两个测量面之间,确保物体与测量面紧密接触。
然后,打开游标卡尺,将物体夹住,使其夹紧。
7. 读取测量值:通过游标卡尺上的刻度和游标,可以读取出被测量物体的直径。
刻度的读数应从游标的左侧开始,读取到游标的右侧。
如果游标没有与刻度完全对齐,应该根据游标所在的刻度位置进行估计,通常可以精确到0.02毫米。
游标卡尺是一种简单易用的测量工具,通过游标原理和螺旋原理实现测量功能。
在使用时,需要注意保持测量面与被测量物体的紧密接触,并根据游标的位置进行精确读数。
游标卡尺的结构及读数原理一、游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图1—1。
图1-1 游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图1―2。
图1-2 游标卡尺的结构型式之二1一尺身;2一上量爪、3一尺框;4一紧固螺钉;5一微动装置;6一主尺;7一微动螺母;8一游标;9—下量爪(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图1-3。
而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式。
图1-3 游标卡尺的结构型式之三2 游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图1-2中的1。
尺身上有类似钢尺一样的主尺刻度,如图2―2中的6。
主尺上的刻线间距为1mm。
主尺的长度决定于游标卡尺的测量范围。
(2)具有活动量爪的尺框,如图1-2中的3。
尺框上有游标,如图1―2中的8,游标卡尺的游标读数值可制成为0.1;0.05和0.02mm的三种。
游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图1―1中的5。
深度尺固定在尺框的背面,能随着尺框在尺身的导向凹槽中移动。
测量深度时,应把尺身尾部的端面靠紧在零件的测量基准平面上。
(4)测量范围等于和大于200mm的游标卡尺,带有随尺框作微动调整的微动装置,如图1―2中的5。
使用时,先用固定螺钉4把微动装置5固定在尺身上,再转动微动螺母7,活动量爪就能随同尺框3作微量的前进或后退。
游标卡尺的构造和读数方法
一、结构
游标卡尺的结构主要由尺身,游标,内量爪,外量爪,深度尺,锁紧螺钉等组成。
二、读数方法
游标卡尺按其测量精度,有0.1mm、0.05mm和0.02mm三种。
其中以0.02mm游标卡尺应用最广,其刻度原理和读数方法如下:
1.刻度原理:主尺每小格为1mm,副尺刻线总长为49mm,并等分为50格,因此,每格为49/50=0.98mm。
主尺与副尺相对一格之差为0.22mm,所以其测量精度为0.02mm。
2.读数方法:用游标卡尺测量工件时,读数分三个步骤。
a.读出副尺上零线左面主尺的毫米整数;
b.读出副尺上哪一条线与主尺刻线对齐,并计算出尺寸
(第一条刻线不算,第二条线起每格算0.02mm),为不足整毫米
部分;
c.把主尺和副尺上的尺寸加起来即为测的尺寸。
游标卡尺的原理与读数方法1、设计原理游标卡尺的种类很多,其设计原理是基本相同的。
设计时一般使游标上 m个刻度的总长度与主尺上 (m-1)个刻度的总长度相等。
设游标上的每个刻度长为 x,相应主尺上的每个刻度长为 y,则有 mx=(m-1)y。
(1)由 (1)式可求得游标与主尺二者最小刻度长度之差 i为 i=y-x=y/m(2)我们把 i=y/m叫做游标卡尺的精确度,其值由游标的刻度数 m和主尺上最小刻度长y决定。
常用的游标卡尺有十分游标、二十分游标和五十分游标三种。
它们主尺上的最小刻度是 1mm,游标上分别有 10、 20、 50个小格;游标刻度的总长度 mx分别为 9mm、 19mm、49mm;游标上最小刻度长 x分别为 9/10mm=0.9mm、 19/20mm=0.95mm、49/50mm=0.98mm;精确度(i=y-x=y/m分别为 0.1mm、 0.05mm、 0.02mm.2、测量原理根据游标卡尺的构造,被测物体的长度L等于主尺上0线到游标上0线之间的距离。
为简明起见,我们将被测物体的始端与主尺上 0线重合,末端和游标上 0线重合,如图 1所示。
这时被测物体的长度 L等于两条 0线之间的长度,它由两部分组成,即L=L 0+ΔL。
其中 L0从主尺上直接读出。
ΔL=ny-nx=n(y-x)=ni。
所以 L=L 0+ni。
(3)式中 i即为游标卡尺的精确度。
(3)式为用游标卡尺测量物体长度 L的一般表达式。
如图 1, L 0=12mm,游标上第8条刻度线与主尺上一刻度线重合,则被测物体的长度L=12mm+8×0.1mm=12.8mm(严格读数应为 12.80mm,见本文例 1)。
成品的游标卡尺在设计时已考虑到使读数更为方便,通常将刻度线直接标成毫米以下的读数 (而不是刻度线的序数 ),如图 2(a)、 (b)所示 (十分游标的刻度线序数与毫米以下的读数是一致的,再未图示 )。
游标卡尺的构造、原理及使用方法和读数
一、构造
常用的游标卡尺外形如图l-1所示。
游标尺B套在主尺A上并能沿主尺滑动,C、D、E分别为外径测脚、内径测脚和藏在主尺背面的深度测脚。
测量时使测脚与被测物的端面接触,如图l—2所示。
测脚与被测物接触的表面叫工作面。
两个外径测脚的工作面互相平行并且都垂直于主尺,用它们夹住圆柱体时,两工作面的距离等于圆柱直径D。
两个内径测脚的工作面相互平行并且都垂直于主尺,用它们从内部撑住圆孔且张开最大时,两工作面的距离等于圆孔内径d。
将主尺尾端抵住凹槽上口表面,深度测脚抵住槽底时,测脚伸出的长度等于槽深h。
二、测量原理
某一种游标卡尺的刻度状况如图1—3甲所示,主尺最小分度为1毫米,游标尺刻度总长度为9毫米,划成10等分。
因此游标1分度的长度为0.9毫米,与主尺1毫米之差△L(叫做微差)为0.1毫米,它的第一条刻线与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。
同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。
设用外径测脚夹住一张铜片时游标尺位置如图l—3乙所示,游标的第七条刻线与主尺上某刻线重合(图中用▲指示),则可知游标尺从甲图位置向右移动的距离d = 0.7毫米,就等于该铜片的厚度。
这种精度的游标还有另一种刻制方法:游标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图1—3丙所示。
三、使用方法
右手握住主尺,用拇指推动游标尺进退。
先让测脚并拢检查零点,正常情况下游标零刻线应与主尺零刻线重合。
若未能对正,应记下此时读数x0,叫做初读数或零点读数。
它可能是正值也可能是负值,如图1一4所示的。
x0 =-0.3毫米。
测量时测脚要抵紧被测物,不可使两者相对滑动,避免测脚被磨损。
先看游标尺零刻线与主尺上哪条刻线对准或比它稍偏右一些,依此读出毫米的整数值,再看与主尺刻线重合的那条游标刻度线标注的数值n,则小数部分就是n×0.1毫米,这样就得到了测量读数x。
为避免读数出错,要用毫米而不用厘米作单位,
四、读数
游标上共有10个等分刻度,全长为9mm,也就是每个刻度为0.9mm,比主尺上刻度小0.1mm。
当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。
当游标向右移动0.1mm,这时游标的1刻度与主尺的1刻度对齐。
同理当游标向右移动0.2mm,这时游标的2刻度与主尺的2刻度对齐
游标向右移动0.3mm,这时游标的3刻度与主尺的3刻度对齐
游标向右移动0.9mm,这时游标的9刻度与主尺的9刻度对齐
游标向右移动1mm,这时游标的10刻度与主尺的10刻度对齐
游标向右移动1.1mm,这时游标的0刻度线过了主尺的1mm刻度,且游标1刻度与主尺2刻度对齐。
依此类推右移动,这时游标的0刻度线过了主尺的n mm刻度,且游标m刻度与主尺n+m刻度对齐。
(指小数部分,m指游标卡尺的精度10分度的为,20分度的为,50分度的为,这种方法对20、50分度的游标卡尺同样适用。
)
★用S表示物体的长度,n表示游标0刻度线前整毫米数,k表示与主尺对齐的游标刻度数,m为游标卡尺的精度,则S=n+km。
理解了10分度的对20和50分度的就不难理解,它们的游标分别是19mm和49mm,游标上的每个刻度比主尺最小分度分别小了0.05mm 0.02 mm,在读数时方法与10分度的相同,只是S=n+km中m分别为0.05mm和0.02mm。
★使用零点不能对正(即初读数不为零)的游标卡尺,被测物的长度应等于末读数(测量时的读数)与初读数之差,即l = x-x0。
★游标卡尺的读数不作估计,遇到任何一条游标刻线都未与主尺重合时,就按最接近重合的那条游标刻线读数。
五、练习
例1:用一10分度的游标卡尺测量一长度为6.8mm的物体,则游标的哪个刻度与主尺的哪个刻度对齐解析:对齐的应是游标的第=8个刻度与主尺上6+8=14mm处对齐。
例2 :如图1—5图甲所示的x= 41.3毫米。
请再看一下图1—5乙所示的读数是多少
解析:由图可知游标的零刻度线前整毫米数为10mm,与主尺对齐的是游标的第2个刻度,该尺的精度为,所以S=10+2×=10.10mm
例3:用50分度的卡尺在金属丝三个不同的部位分别进行测量数据如下:2..02mm 2mm 2.020mm,其中有误的是哪组,造成错误的原因是什么?
解析:从数据上看2mm 2.020mm这两组有误,在测量时所使用的是50分度的卡尺,它的精度应达到0.02mm,我们所读出的数据要与卡尺的精度对齐,即使正好是2mm,我们也应写成2..00mm,数据2.020mm的错误是出在了估读上,用卡尺测量是不用估读的。