翻边孔工艺与设计规范
- 格式:ppt
- 大小:2.51 MB
- 文档页数:14
![钣金工艺规范标准[详]](https://uimg.taocdn.com/93b1b4d665ce05087732132c.webp)
钣金工艺规1简介1.1钣金所用材料常用材料有:冷轧板SPCC、热轧板SPHC、电解板SECC、普通铝板及铝合金板AL1050、AL5052-H32,不锈钢板SUS304、覆铝锌钢板.1.2典型钣金件加工流程图面展开---编程---下料(剪、冲、割)----冲网孔----校平----拉丝----冲凸包----压铆----折弯-----焊接----立体拉丝----表处----组装2下料2.1数冲是用数控冲床加工,板材厚度加工围为:冷扎板、热扎板小于或等于3.0mm;铝板小于或等于4.0mm;不锈钢小于2.0mm。
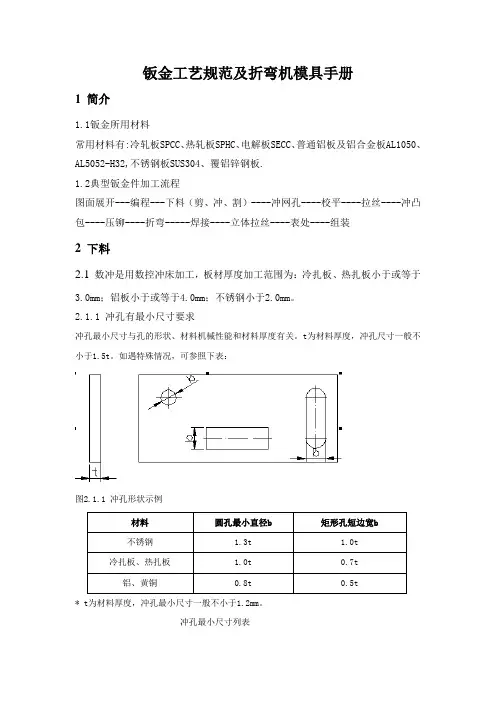
2.1.1 冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t为材料厚度,冲孔尺寸一般不小于1.5t。
如遇特殊情况,可参照下表:图2.1.1 冲孔形状示例* t为材料厚度,冲孔最小尺寸一般不小于1.2mm。
冲孔最小尺寸列表2.1.2 数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.1.2。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。
2.1.3 折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4 螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
表1用于螺钉、螺栓的过孔*要求钣材厚度t≥h。
表2用于沉头螺钉的沉头座及过孔*要求钣材厚度t≥h。
表3用于沉头铆钉的沉头座及过孔2.2激光切割是用激光机飞行切割加工,板材厚度加工围为冷扎板、热扎板小于或等于8.0mm;不锈钢小于或等于4.0mm ;铝板小于等于5.0mm。
其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!3折弯3.1折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,层则受到压缩。
钣金工艺规范及折弯机模具手册1简介1.1钣金所用材料常用材料有:冷轧板SPCC、热轧板SPHC、电解板SECC、普通铝板及铝合金板AL1050、AL5052-H32,不锈钢板SUS304、覆铝锌钢板.1.2典型钣金件加工流程图面展开---编程---下料(剪、冲、割)----冲网孔----校平----拉丝----冲凸包----压铆----折弯-----焊接----立体拉丝----表处----组装2下料2.1数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于3.0mm;铝板小于或等于4.0mm;不锈钢小于2.0mm。
2.1.1 冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t为材料厚度,冲孔尺寸一般不小于1.5t。
如遇特殊情况,可参照下表:图2.1.1 冲孔形状示例* t为材料厚度,冲孔最小尺寸一般不小于1.2mm。
冲孔最小尺寸列表2.1.2 数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.1.2。
当冲应不小于1.5t。
2.1.3 折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4 螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
用于螺钉、螺栓的过孔*要求钣材厚度t≥h。
用于沉头螺钉的沉头座及过孔*要求钣材厚度t≥h。
用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于8.0mm;不锈钢小于或等于4.0mm ;铝板小于等于5.0mm。
其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
钣金结构件可加工性设计规范一范围和简介1.1 范围本规范规定了钣金结构设计所要注意的加工工艺要求。
本规范适用于钣金结构设计必须遵守的加工工艺要求。
1.2 简介我司产品结构件主要是由钣金材料经过冲压加工而成,这些冲压件的几何形状、尺寸和精度对冲压工艺影响很大。
冲压件具有良好的加工工艺性有利于节省材料、减少工序、提高模具使用寿命和产品质量,同时,可以有效地降低产品成本。
按钣金件的基本加工方式,如冲裁、折弯、拉伸、成型,本规范通过阐述每一种加工方式所要注意的工艺要求,提出对钣金件结构设计的限制。
1.3 关键词钣金、冲裁、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边二规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不同日期的引用文件,其最新版本适用于本规范。
三冲裁冲裁分为普通冲裁和精密冲裁,由于加工方法的不同,冲裁件的加工工艺性也有所不同。
目前我司通信产品结构件一般只用到普通冲裁。
下面介绍冲裁的工艺性,是指普通冲裁的结构工艺性。
3.1 冲裁件的形状和尺寸尽可能简单对称,使排样时废料最少。
图3.1.1 冲裁件的排样3.2 冲裁件的外形及内孔应避免尖角。
在直线或曲线的连接处要有圆弧连接,圆弧半径R≥0.5t。
(t为材料壁厚)图3.2.1 冲裁件圆角半径的最小值3.3 冲裁件应避免窄长的悬臂与狭槽冲裁件的凸出或凹入部分的深度和宽度,一般情况下,应不小于1.5t(t为料厚),同时应该避免窄长的切口与和过窄的切槽,以便增大模具相应部位的刃口强度。
见图3.3.1。
图3.3.1 避免窄长的悬臂和凹槽3.4 冲孔优先选用圆形孔,冲孔有最小尺寸要求冲孔优先选用圆形孔,冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
图3.4.1 冲孔形状示例* t为材料厚度,冲孔最小尺寸一般不小于0.3mm。
SE分析规范
第三节
定 位 点 及 夹 持 点
3-1定位点及夹持点标准
3-2MCP
3-3MLP
3-4螺母孔
左右
123456
次定位孔
左右
前后
左右
WL
TL BL 左右
左右
圆管型零件的定位方式如下:
圆管型零件
900
“V”型块
A
A
定位销A
扣合方向
A
A
在制定总成MLP时要考虑过定位的问题,通过过定位来校正因焊接变形、零件自身刚度不够等引起的偏差,以上图作为示意说明:
图1中零件在分总成夹具上组焊后,在A区域会出现因为碰撞横梁内板回弹造成的变形,如果把该总成作为一个刚体看待,采用常规的夹具定位措施,那么就无法控制图2中B区域的精度,解决这种问题有效的措施是在B区域增加一个过定位。
B
回弹变形方向
次定位孔主定位孔
主定位孔
次定位孔
纵梁加强件A
A
纵梁过孔φ+2
螺母孔的基本要求:
螺母 螺母孔(直径)
M4 4.8+0.2
M5 5.8+0.2
M6 7.0+0.2
M8 10.0+0.3
M10 12.0+0.3
M12 14.5+0.3
M14 17.0+0.5
M16 18.5+0.5。

目录1 翻边的分类.......................................................22 垂直翻边.........................................................23 水平斜楔翻边和倾斜斜楔翻边.......................................284 下平面图.........................................................385 上平面图.........................................................426 剖面图...........................................................487 向视图...........................................................498 零件图...........................................................499 模具的常用材料及与热处理要求.....................................5010 标准件的选用规则.................................................5211 图面尺寸标准规则.................................................53 1 翻边的分类翻边按冲压方向分可分为垂直翻边、水平斜楔、翻边和倾斜翻边。
2 垂直翻边垂直翻边分为平板类翻边和拉延成形类翻边。
2.1 平板类翻边(压弯)平板类翻边(压弯)分为平板直线压弯,曲线翻边和翻孔。
2.1.1平板直线压弯平板直线压弯的展开计算: L=e1+e2+e3+en+R1e+R2e+Rne 式中:L :展开长度;e1、en :各段走线段长度;R1e :压弯圆角的中性层展开长度。
![钣金工艺规范标准[详]](https://uimg.taocdn.com/87cbdcf5a32d7375a51780a8.webp)
钣金工艺规1简介1.1钣金所用材料常用材料有:冷轧板SPCC、热轧板SPHC、电解板SECC、普通铝板及铝合金板AL1050、AL5052-H32,不锈钢板SUS304、覆铝锌钢板.1.2典型钣金件加工流程图面展开---编程---下料(剪、冲、割)----冲网孔----校平----拉丝----冲凸包----压铆----折弯-----焊接----立体拉丝----表处----组装2下料2.1数冲是用数控冲床加工,板材厚度加工围为:冷扎板、热扎板小于或等于3.0mm;铝板小于或等于4.0mm;不锈钢小于2.0mm。
2.1.1 冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t为材料厚度,冲孔尺寸一般不小于1.5t。
如遇特殊情况,可参照下表:图2.1.1 冲孔形状示例* t为材料厚度,冲孔最小尺寸一般不小于1.2mm。
冲孔最小尺寸列表2.1.2 数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.1.2。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。
2.1.3 折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4 螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
表1用于螺钉、螺栓的过孔*要求钣材厚度t≥h。
表2用于沉头螺钉的沉头座及过孔*要求钣材厚度t≥h。
表3用于沉头铆钉的沉头座及过孔2.2激光切割是用激光机飞行切割加工,板材厚度加工围为冷扎板、热扎板小于或等于8.0mm;不锈钢小于或等于4.0mm ;铝板小于等于5.0mm。
其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!3折弯3.1折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,层则受到压缩。
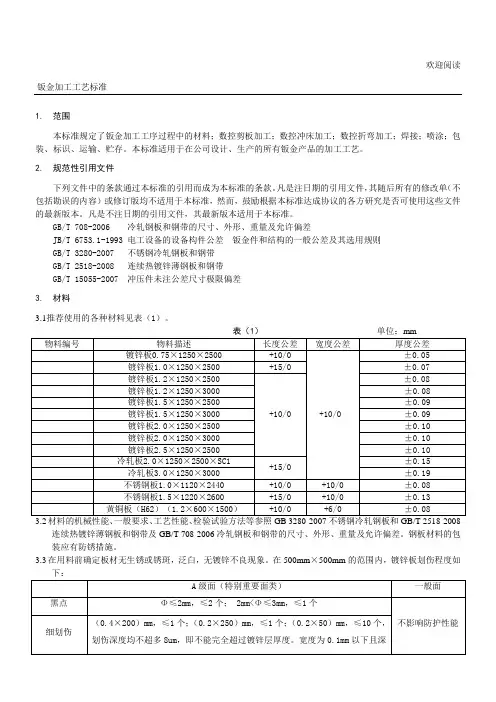
欢迎阅读1.范围本标准规定了钣金加工工序过程中的材料;数控剪板加工;数控冲床加工;数控折弯加工;焊接;喷涂;包装、标识、运输、贮存。
本标准适用于在公司设计、生产的所有钣金产品的加工工艺。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不3.2材料的机械性能、一般要求、工艺性能、检验试验方法等参照GB 3280-2007不锈钢冷轧钢板和GB/T 2518-2008连续热镀锌薄钢板和钢带及GB/T 708-2006冷轧钢板和钢带的尺寸、外形、重量及允许偏差。
钢板材料的包装应有防锈措施。
3.3在用料前确定板材无生锈或锈斑,泛白,无镀锌不良现象。
在500mm×500mm的范围内,镀锌板划伤程度如非喷涂钣金件按以上标准为最终评判标准,在剪板、数冲(冷冲)、折弯、钳工各工序中员工通过此标准进行互检,对不符合上述标准的零部件判定为不合格。
备注:在印有标志的凸面及其周边3cm范围内不得有划伤或划伤较轻,即在宽度为0.1mm以下且深度为4 um以下。
4. 板材剪切5.2 现有数控冲床模具规格清单表(5)5.4.3注意检查气压,润滑正常后才能开机。
5.4.4禁止冲切超厚板料及其它任何材料,以及变形、弯曲材料。
5.4.5遇到紧急情况,先按下紧急停止按钮,报告组长及主管;出现工伤应采取救护措施。
5.4.6在冲第一件工件时,必须打开危险区保护开关,以免打坏夹爪。
5.5 自攻螺钉翻边模具5.5.1 新增的钣金图纸,板厚在0.75mm~1.0mm要打自攻螺钉的,均要开翻边孔,具体尺寸如下图。
图15.5.2 螺钉孔单边翻边,其两孔圆心间最小间距L1≥10mm(如图2);上下翻边时,其两孔圆心间最小间距L2≥25mm(如图3)。
图2 图35.6输出钣金件展开图时,须注意:对于翻边孔只输出底孔,即Φ0.010.027.4+-、Φ0.010.028.38+-、Φ0.010.029.99+-的翻边孔只在展开图中输出Φ6、 Φ6.5、Φ8.2的底孔; 5.7 数冲敲落孔的规范5.7.1 如图一所示,C=2.9或3.0,即采用Φ2.9,Φ3.0,RE 刀宽为3mm 的刀具进行步冲。
钣金加工工艺规范GB/T 708-2006 冷轧钢板和钢带的尺寸、外形、重量及允许偏差JB/T 6753.1-1993 电工设备的设备构件公差钣金件和结构的一般公差及其选用规则GB/T 3280-2007 不锈钢冷轧钢板和钢带GB/T 2518-2008 连续热镀锌薄钢板和钢带表(1)单位:mm物料编号物料描述长度公差宽度公差厚度公差镀锌板 0.75×1250×2500 +10/0 ±0.05镀锌板 1.0×1250×2500 +15/0 ±0.07镀锌板 1.2×1250×2500 ±0.08镀锌板 1.2×1250×3000 ±0.08镀锌板 1.5×1250×2500 ±0.09镀锌板 1.5×1250×3000 +10/0 +10/0 ±0.09镀锌板 2.0×1250×2500 ±0.10镀锌板 2.0×1250×3000 ±0.10镀锌板 2.5×1250×2500 ±0.10冷轧板 2.0×1250×2500×SC1 +15/0冷轧板 3.0×1250×3000 ±0.19不锈钢板 1.0×1120×2440 +10/0 +10/0 ±0.08不锈钢板 1.5×1220×2600 +15/0 +10/0 ±0.13材料的机械性能、一般要求、工艺性能、检验试验方法等参照 GB 3280-2007 不锈钢冷轧钢板和 GB/T 2518-2008 连续热镀锌薄钢板和钢带以及 GB/T 708-2006 冷轧钢板和钢带的尺寸、外形、重量及允许偏差。
目录1 翻边的分类.......................................................22 垂直翻边.........................................................23 水平斜楔翻边和倾斜斜楔翻边.......................................284 下平面图.........................................................385 上平面图.........................................................426 剖面图...........................................................487 向视图...........................................................498 零件图...........................................................499 模具的常用材料及与热处理要求.....................................5010 标准件的选用规则.................................................5211 图面尺寸标准规则.................................................531 翻边的分类翻边按冲压方向分可分为垂直翻边、水平斜楔、翻边和倾斜翻边。
2 垂直翻边垂直翻边分为平板类翻边和拉延成形类翻边。
2.1 平板类翻边(压弯)平板类翻边(压弯)分为平板直线压弯,曲线翻边和翻孔。
2.1.1平板直线压弯平板直线压弯的展开计算: L=e1+e2+e3+en+R1e+R2e+Rne 式中:L :展开长度;e1、en :各段走线段长度;R1e :压弯圆角的中性层展开长度。