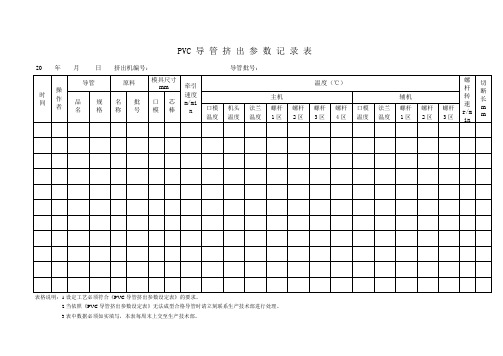
成型参数记录表
- 格式:xls
- 大小:21.50 KB
- 文档页数:1



模具开发作业指导书1. 目的:1.1 为确保新开发之模具能够满足客户之产品质量、成本、交期之要求。
1.2 在设计时间,按已有系统进行制作及检验,以顺利达成设计质量要求。
2. 范围:新产品模具开发需求至客户验收为止之阶段均属之。
3. 权责:3.1模具厂协理:负责整个模具厂所有人员的管理及制度的订定与执行,工程部及厂务部的事项统筹协调,协助业务部提供技术的指导,与客户交期的确立。
3.2工程部:负责模具开发设计及设计变更、试模产品承认及开模模具指令发行、文件控制。
3.3工程部课长:工程部人员的管理、任务的分配,协助模具厂协理及业务部进行工程设计数据的提供及进度的彚报,提供工程部技术的指导,负责工程部设计组及工程部产品组工作的协调与试模检讨。
3.4工程部产品组:负责模具产品开发前协助业务部进行客户端样品及图档的确认、客户端图面的检讨、合理性的判定、客户端设计变更的检讨、报价系统数据的整理提供并参与试模检讨。
3.5工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模具的组立图、3D拆模与拆电极、绘制零件图并参与试模检讨。
3.6工程部品管组:负责进料检验、加工零件检测、试模产品检测、量具检测等质量管理相关工作,同时负责文件管控。
3.7工程部生管组:负责模具设计、加工、组立、试模,从开模需求至客户验收为止之各段工作进度追踪。
3.8 业务部:负责模具产品开发前之调研及开发申请、客户端样品及图档的确认、报价、模具的移转。
3.9 厂务部经理:负责督导模具加工、组立、试模,从开模需求至客户验收为止之各段加工进度追踪,厂务人员的安排及管理,车间作业指导书的建立,车间作业技术的指导,转发厂外加工的申请,及校对设计图面是否完善。
3.10 厂务部仓库:负责模具零件、刀具之仓库点收及发放、储存。
3.11 采购部:负责模具零件、刀具及各种生产用具及物料之采购。
3.12 现场加工各组:负责模具零件的加工。

编号:ZY-QC-30 制定日:2013-07-29 实施日:2013-07-29 版次:A/0 页码:1/6注塑成型作业指导书一.注塑成型的原理:1.注塑成型:指将注射用的置于能加热的料筒内,受热、塑化,再施加压力,使熔体塑料注入到所需形状的模具中,经过冷却定型后脱模,得到所需形状的制品。
2.注塑成型三要素:注塑机、模具、原料3.注塑成型条件五大要素:压力-时间-速度-位置-温度。
二.注塑机:.注射机的结构:a.注射系统:主要使塑料塑化和使熔体塑料注入模具功能b.合模系统:主要模具的开模、锁模、调模、顶出功能c.传动系统:主要控制注射机的动作能力。
如油压阀、电动机d.电气控制系统:主要注射机内部电路、开关、电路板3.注射机的操作:a.打开注射机总电源及各开关,旋开紧急停止键b.按下操作板上马达启动键与电热键,开启马达与料筒温度(按1次左上角灯亮为开启,再按1次左上角灯灭为停止)c.选用操作方式c-2手动:选用此方式时操作板上的相应开关,只在按下时作相应动作,手指放开即停止c-3半自动:选用此方式时,只需按动两合模开关即可完成,合模,锁模,射胶,保压。
冷却,开模一系列动作。
d.开关模动作设定:开模一般设定为慢快慢,关模一般设定为快速低压低速高压锁模。
低压压力最大不可以大于15kg/cm²低压与高压之间位置不可大2mm,快速与低压间位置一般在50mme.成型温度设定:根据各种原料成型所需温度设定,在改变设定温度时一次不可超过5°,加料段温度比熔融段温度最少要低10°,待机器上显示实际温度达到设定温度时,在改变设定温度时一次不可超过5°再过二十分钟才可进行熔胶,射出射退动作。
f.射出/保压的设定:射出设定分多段和一段,根据制品质量所需设定,能使用高速尽量使用高速,射满成型制品95%左右即转换保压。
在需加速加压和位置时间时一次不能超过5KG和2%,第一模产品不可超过产品的70%,防止产品粘模。
一、简介1.总则此系统评估(简称MSA)可用于评审组织满足本要求、顾客、法规及组织自身要求的能力,同时也适用于组织和它的供应商之间。
MSA提出要求是对顾客和产品标准的补充。
通过体系的有效应用,包括体系持续改进的过程,旨在增强客户满意度。
此系统评估是适用于整个汽车供应链中客户指定的生产件和服务件的制造现场。
2.过程方法成型/模塑系统评估这个准则支持IATF16949所定义的汽车工业的过程方法。
3.评估目标1)建立成型管理体系,以促进整个供应链的持续改进、强调缺陷预防、减少变差和浪费。
2)MSA给合国际认可的质量管理体系以及适用的顾客特殊要求,定义了成型/模塑管理系统的基本要求。
3)致力于为汽车生产件和相关服务件的组织提供一个成型/模塑管理体系的共同方法。
4.评估过程除非客户另有要求,应该每年进行持续评估以保证持续符合MSA要求。
每次评估应包括对使用MSA 的组织的体系进行评审。
后续的作业审核,应从要求符合MSA文件要求的不同汽车零部件制造商那里进行零件抽样。
评估应依据IATF16949确定的过程方法进行审核/评估。
5.评审员资格执行MSA评审的评审员必须具备下列特别的经验:1)必须有具备丰富经验的质量管理内审员(例如,IATF16949,ISO9001)。
2)评审员具备成型/模塑过程知识。
包括至少5年的成型过程经验或者正式的工科学历与成型/模塑工作经验合起来至少达到5年。
3)评审员应了解并熟悉汽车行业核心工具的知识和应用,包括SPC统计过程控制,MAS测量系统分析,PPAP零部件批准,FMEA失效模式与影响分析,以及APQP先期质量策划。
注:如果满足以上要求需要有多个审核员,那么应以满足第一条要求的评审员来主导评审。
6.其他要求组织应保存记录作为遵守成型系统评估所规定要求的证据,同时针对任何不满意项应具有适合的改善方案。
这些证据应准备妥当,以供任何要求供应商符合本文件要求的顾客进行评审。
二、适用对象适用于整个汽车供应链中的注塑成型、吹塑成型、真空吸塑成型、压缩成型、传送成型(热固性材料)、挤出成型。