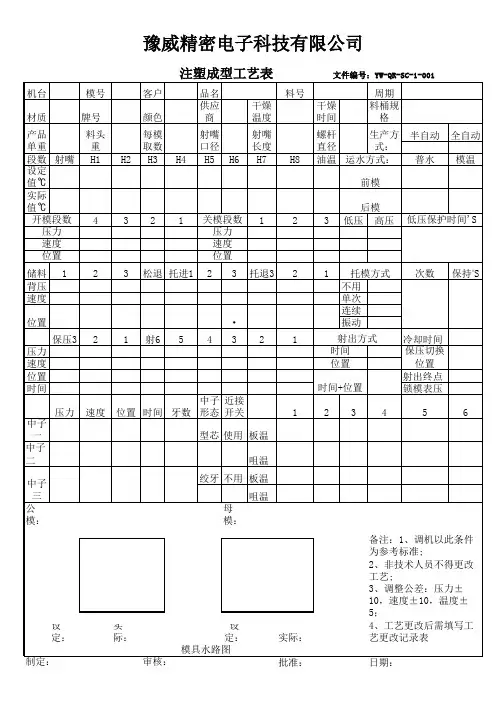
注塑成形条件参数记录表
- 格式:xls
- 大小:92.50 KB
- 文档页数:1
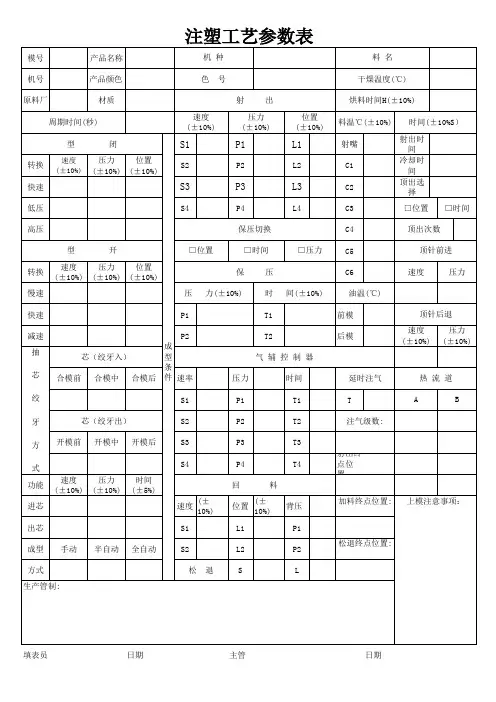
注塑工艺参数表1. 引言注塑工艺在制造领域中扮演着重要的角色。
注塑过程是将熔融状态的塑料材料注入模具中,通过冷却固化后形成所需的塑料制品。
注塑工艺参数是指影响注塑过程和最终产品质量的相关参数,包括注射压力、注射速度、熔融温度、模具温度等。
合理调整和控制这些参数,可以确保产品的质量稳定和生产效率的提高。
本文将介绍注塑工艺参数表的编写方法和常用参数的解释,以便生产人员在注塑过程中能够准确设置和调整工艺参数。
2. 注塑工艺参数表的编写方法注塑工艺参数表用于记录和管理注塑过程中的各项参数,以便在生产过程中进行参考和调整。
编写注塑工艺参数表通常遵循以下步骤:2.1 确定表格格式注塑工艺参数表通常采用表格的形式进行组织和展示。
可使用Markdown或其他表格编辑工具进行编写。
表格的列可以包括参数名称、参数值、参数单位等。
2.2 确定参数名称根据具体的注塑过程和要生产的产品,确定需要监控和调整的工艺参数。
常见的注塑工艺参数包括注射压力、注射速度、熔融温度、模具温度、冷却时间等。
2.3 设置参数值和单位根据注塑机的型号和产品的要求,设置每个参数的取值范围和单位。
参数的取值范围通常需要根据实际生产条件和试验结果进行确定。
2.4 填写参数值在实际生产过程中,根据产品要求和工艺要求,填写每个参数的具体取值。
在设置参数值时,需要根据实际情况进行调整和优化,以确保产品质量和生产效率。
3. 常用注塑工艺参数解释本节将介绍常用的注塑工艺参数及其解释,以便生产人员在设定和调整参数时能够更好地理解其作用和影响。
3.1 注射压力注射压力是指在注塑过程中,注塑机向模具中注射塑料材料时施加的压力。
适当的注射压力可以确保塑料材料充分填充模具腔体,并产生所需的制品形状。
3.2 注射速度注射速度是指注塑机在注塑过程中将塑料材料注入模具的速度。
合适的注射速度可以控制塑料材料的流动性,避免产生气泡和翘曲等缺陷。
3.3 熔融温度熔融温度是指塑料材料在注塑过程中达到的熔融状态的温度。
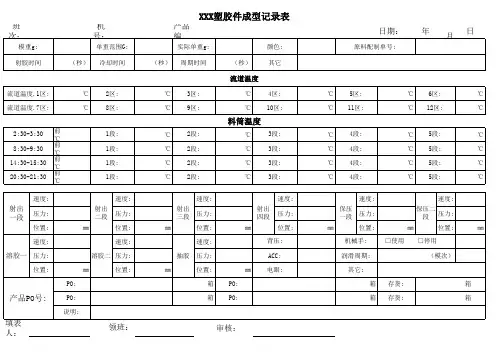
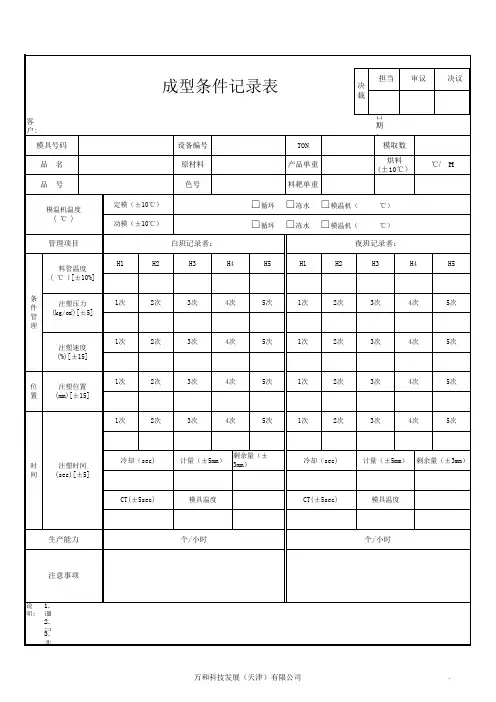
客户品名品番机台吨位机台编号材料
温度射嘴
1段
2段
3段
4段
5段
前模
后模
行位
设定实际
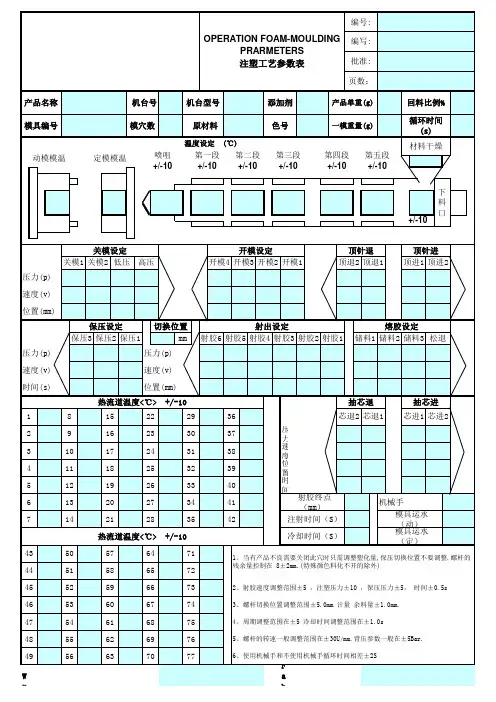
项目射出1射出2射出3射出4射出5射出6
熔胶1熔胶2
抽退
压力压力速度速度位置
位置
项目保压1保压2保压3延迟
压力
速度
位置
压力顶进速度顶退
位置
关模1关模2关模3
开1
开2
开3
压力
速度
时间
压力速度位置时间
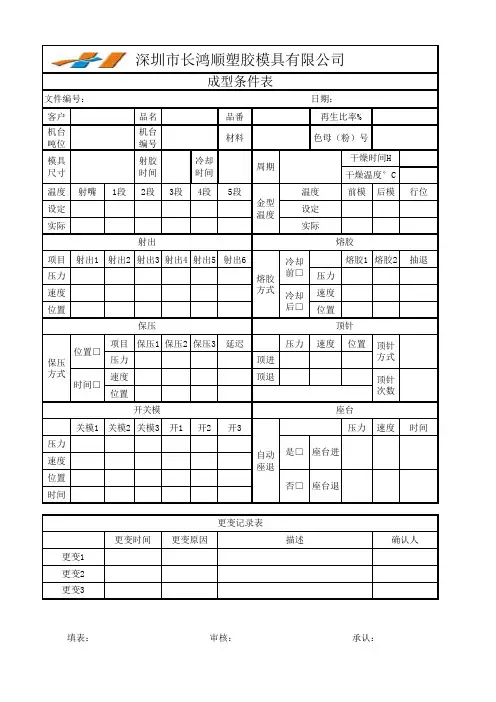
模具尺寸射胶时间深圳市长鸿顺塑胶模具有限公司
再生比率%成型条件表
色母(粉)号
冷却时间周期
干燥时间H 干燥温度°C 熔胶方式
冷却前□冷却后□
保压
金型温度
温度设定实际
射出
熔胶
顶针更变记录表
顶针次数
开关模
座台保压方式
位置□时间□
顶针方式 填表: 审核: 承认:
文件编号: 日期:更变3
更变时间
更变原因
描述
更变2座台进
确认人
更变1座台退
自动座退
否□是□。

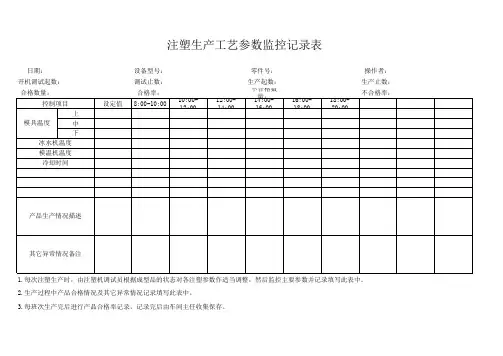
![注塑参数巡查记录表[空白模板]](https://uimg.taocdn.com/96d7a8b6be23482fb4da4cfe.webp)