焊缝尺寸标准
- 格式:doc
- 大小:59.50 KB
- 文档页数:3
管道焊缝高度和宽度标准
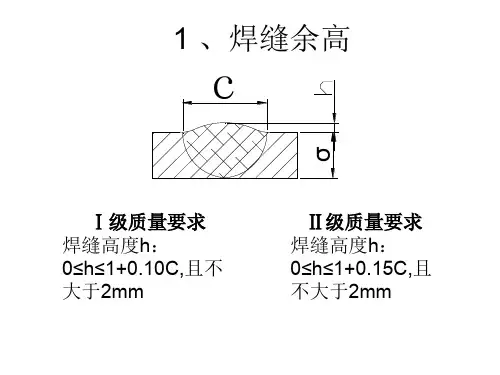
焊缝高度指金属板之间的缝隙,通过焊条在烧焊冷却收缩后,其金属液体在焊缝间填充的总体高度。
对于管道焊接,焊缝的宽度应适当。
标准规定,焊缝宽度一般以每边超过坡口边缘2mm为宜。
具体到焊缝的表面加强高,应大于0mm、小于2mm。
而焊缝高度并无准确的数字,只是一个范围。
标准规定,焊缝高度一般不能小于薄板的厚度。
对于板厚小于6的钢板,焊角高度等于板厚;板厚大于6mm的钢板,焊角高度习惯上按板厚的70%,但是一般不超过15mm。
例如,在桥梁金属结构工程焊接工艺规范中,金属结构的焊缝焊接高度不小于2毫米。
管道焊缝的高度和宽度标准会根据管道用途和行业标准的不同而不同,具体的数值可以查询相应的管道设计和施工规范文件。
焊缝宽度标准各位读友大家好,此文档由网络收集而来,欢迎您下载,谢谢CH-ZL001(1)焊缝标准一、二、三、目的适用范围公司各种产品的焊缝。
内容为了确保焊接质量,特制订本焊缝标准。
1、大于14mm的单边焊缝必须开单边坡口,大于20mm的双边焊缝必须开双边坡口;2、平行对接和垂直对接焊缝必须开坡口;3、坡口总角度:手工焊:40°~45°,气体保护焊:25°~30°;4、平行对接和垂直对接焊缝的坡口深度:单边坡口深度为母板厚度减2mm,双边坡口焊缝深度为母板厚度的一半减1 mm;5、有外露角焊缝的坡口深度:单边坡口的不小于母板厚度1/2,双边坡口的不小于母板厚度的1/3。
6、坡口焊缝的外露角焊缝高度:单边坡口的不得小于最小母板厚度的1倍,双边坡口不得小于最小母板厚度的倍。
外露焊缝角度为45°5°;7、单边角焊缝的最小高度不得小于最小母板厚度的倍,双边角焊缝的最小高度不小于最小母板厚度的倍。
角焊缝角度为45°5°;8、箱形结构的封板与内部肋板必须配做开塞焊槽焊接,焊槽宽等于内部肋板厚度,塞焊缝总长度不小于总结合长度的2/3,每隔150mm开塞焊槽300mm。
对于平行布置的相邻塞焊缝,塞焊槽错开布置;9、除需在外表加板的焊缝可有不大于的内陷外,其他所有焊缝必须弧形外凸1~2mm;10、11、除特别说明,所有焊缝为连续焊缝;焊缝不得有夹渣、气孔、啃边,收口处不得有缺口,外观平直光滑或者是规则的鱼鳞状,同一焊缝形状必须连续一致,一般接缝处不得有超过的突变,整条焊缝高差和形状相对偏差不超过3mm;12、本标准从公布之日起执行。
图纸要求低于本标准的,以本标准为准,高于本标准的以图纸要求为准。
焊缝质量标准焊缝质量标准一、焊缝质量等级附:焊缝等级小知识1. 焊缝等级是施工验收等级,有三级。
三级最低,只要求外观检查和尺寸检查。
二级要求部分作超声波探伤检查。
电弧焊是最常见的钢筋焊接形式,也是最容易通过外观来推断焊接质量的焊接形式,那么电弧焊焊接外观质量检验有哪些注意事项呢?今天我们就来说说这个问题!1.电弧焊接头外观质量应符合以下规定:(1)焊缝表面应平整,不得有凹陷或焊瘤;(2)焊接接头区域不得有肉眼可见的裂纹;(3)焊缝余高应为 2mm~4mm;(4)咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合表5.5.2的规定。
2.焊缝的几何尺寸单面焊焊缝长度不小于10d,双面焊焊缝长度不小于5d,焊缝厚度s不小于0.3d,焊缝宽度b不小于0.8d。
(d为钢筋公称直径,也就是我们常说20、25、28mm 的钢筋)3.钢筋焊接件的外观验收外观质量检查结果,当各小项不合格数均小于或等于抽检数的15%,则该批焊接接头外观质量评为合格;当某一小项不合格数超过抽检数的15%时,应对该批焊接接头该小项逐个进行复检,并剔出不合格接头。
对外观质量检查不合格接头采取修整或补焊措施后,可提交二次验收。
4.钢筋焊接件的质量评定钢筋电弧焊接头的拉伸试验,应从每一检验批接头中随机切取三个接头进行试验并应按下列规定对试验结果进行评定:(1)符合下列条件之一,应评定该检验批接头拉伸试验合格:1)3个试件均断于钢筋母材,虽延性断裂,其抗拉强度大于或等于钢筋母材抗拉强度标准值。
2)2个试件断于钢筋母材,呈延性断裂,其抗拉强度大于或等于钢筋母材抗拉强度标准值:另一试件断于焊缝,呈脆性断裂,其抗拉强度大于或等于钢筋母材抗拉强度标准值的 1.0倍。
注:试件断于热影响区,呈延性断裂,应视作与断于钢筋母材等同;试件断于热影响区,呈脆性断裂,应视作与断于焊缝等同。
(2)符合下列条件之一,应进行复验:1)2个试件断于钢筋母材,呈延性断裂,其抗拉强度大于或等于钢筋母材抗拉强度标准值;另一试件断于焊缝,或热影响区,呈脆性断裂,其抗拉强度小于钢筋母材抗拉强度标准值的 1.0倍。
2)1个试件断于钢筋母材,呈延性断裂,其抗拉强度大于或等于钢筋母材抗拉强度标准值;另2个试件断于焊缝或热影响区,呈脆性断裂。
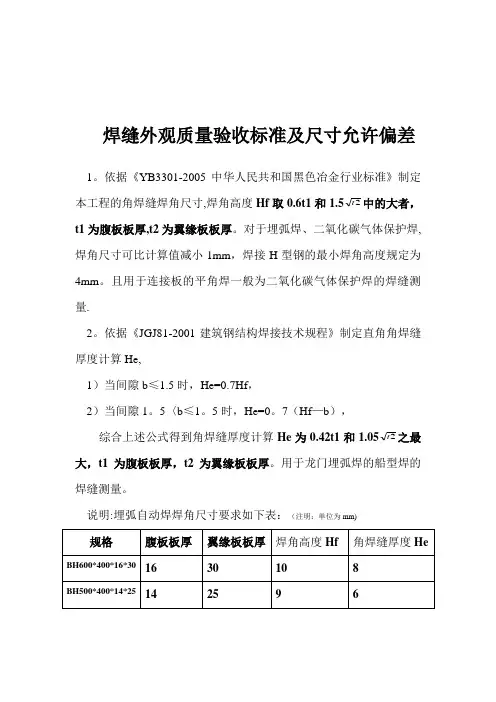
焊缝外观质量验收标准及尺寸允许偏差1。
依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量.
2。
依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤1.5时,He=0.7Hf,
2)当间隙1。
5〈b≤1。
5时,He=0。
7(Hf—b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
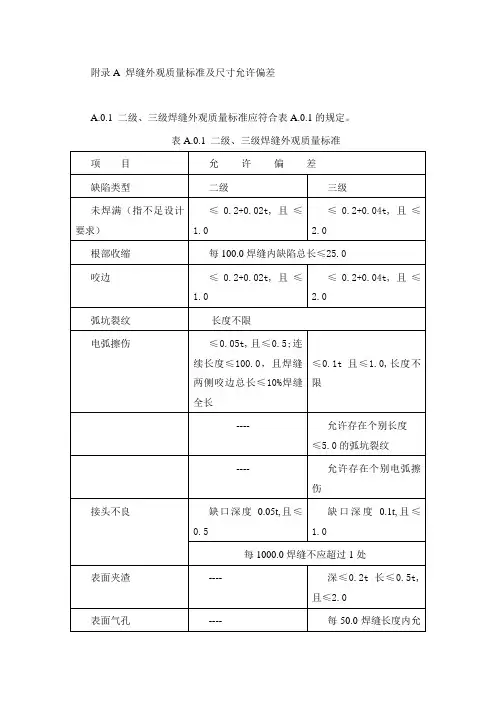
根据《GB50205—2001》钢结构工程施工质量验收规范制定以下表表A.0。
1一级、二级、三级焊缝外观质量标准(㎜)
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A。
0.2的规定
表A。
0。
2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)。

焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤1.5时,He=0.7Hf,
2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
表
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表
表
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表
表。
焊缝高度和宽度是重要的焊接工艺参数,它们影响着焊接件的质量和强度。
因此,为
了保证焊接件的质量和强度,应按照国家规定的标准来控制焊缝高度和宽度。
一般来说,焊缝高度应在1.5~4mm之间,宽度应在2mm以上。
焊缝高度取决于焊
接件的厚度,厚度越大,焊缝高度越高。
焊缝宽度由焊接技术、焊材的规格决定,受焊接
工艺参数的影响也很大。
此外,对于复杂的焊接件,例如薄壁管件及容易变形的件,应采用低焊缝高度和宽度,以减少焊接变形和损伤。
焊缝尺寸不得超过规定的标准,否则会降低焊接件的质量和强度。
因此,在焊接作业中,应根据规定的焊缝高度和宽度标准,严格控制焊缝尺寸,以确
保焊接件的质量和强度。
角焊缝焊脚尺寸大小标准
尺寸规定是:焊缝高度为2至4mm时,正面焊脚长应控制在4至5mm之间,背面焊脚长应控制在2至3mm之间;焊缝高度为4至6mm时,正面焊脚长应控制在5至6mm 之间,背面焊脚长应控制在3至4mm之间;焊缝高度为6至8mm时,正面焊脚长应控制在7至8mm之间,背面焊脚长应控制在4至5mm之间。
搭接角焊缝是将两个焊缝在较大的角度上叠加在一起焊接的一种方式,其具有焊接质量好、使结构强度优良、便于制造等优点,常见于钢结构、船舶、桥梁等领域。
其焊接质量受到焊脚尺寸和缝角的影响。
测量焊脚尺寸需要使用钢卷尺,并应至少对每个焊缝进行测量三次,取平均值作为最终结果。
需要注意的是,在测量时应保证钢卷尺贴紧焊缝表面,测量起点和终点也应该清晰明确。
同时,应根据具体状况选择合适的测量点,避免贴近氧化皮、带有划痕或异物的区域进行测量。
焊缝尺寸标准(总3页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March焊缝尺寸计算公式的研究及应用1、前言在金属焊接过程中,焊缝过宽、焊脚尺寸过大,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形;再者浪费材料增加成本。
反之,焊缝过窄、焊脚尺寸过小,母材与焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹等焊接缺陷,影响接头强度。
因此正确确定焊缝尺寸是保证焊接质量的关键。
经过多年的研究,得出了手弧焊、埋弧焊焊缝尺寸的经验计算公式,本经验公式为焊接工艺中确定手弧焊、埋弧焊焊缝尺寸提供了理论依据,具有较强的实用性。
2、手弧焊焊缝尺寸的经验计算公式对接焊焊缝尺寸经验计算公式根据板厚及焊接方法要求不同,对接焊缝可分为I形焊缝(即不开坡口对接焊缝)、V形坡口对接焊缝、U形坡口对接焊缝。
⑴I形焊缝宽度的经验计算公式生产中,一般板厚小于6mm不开坡口,形成I形焊缝,焊缝宽度C=δ+2 ⑴式中δ——工件厚度,mm。
⑵带钝边V形对接焊缝宽度经验计算公式如图1所示带钝边V形坡口焊缝,坡口角度为α,间隙为b,钝边为P,根据解三角形的方法:焊缝宽度C=AB+CD+b+2e=2(δ-P)tan(α/2)+b+2e≈δ+3 ⑵式中e——坡口两边焊缝覆盖宽度,一般取e=~2mm。
取P=2,b=2,α=60°,e=。
⑶带钝边的U形坡口对接焊缝宽度经验计算公式如图2所示的带钝边的U形坡口,钝边为P,间隙为b,坡口角度为β,根部半径为R,根据解三角形的方法:焊缝宽度C=2(δ-P-R)tanβ+2R+b+2e≈δ+ ⑶取P=2,b=2,e=,R=5,β=10°。
角焊缝焊脚尺寸的经验计算公式角焊缝时两焊件接合面构成直角式或接近直角所焊接的焊缝,角焊缝的焊缝尺寸主要是指焊脚尺寸。
焊缝外观质量验收标准及尺寸允许偏差1依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.5t2中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b< 1.5 时,He=0.7Hf,
2)当间隙1.5<b< 1.5 时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.05、t2之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表 A.0.2的规定
表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表 A.0.3的规定
注:f> 的角焊缝其局部脚尺寸允许低于设计要求值,但总长度不得超过焊缝长度10% ;
2焊接H型梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不
得低于设计值。
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取和中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤时,He=,
2)当间隙<b≤时,He=(Hf-b),
综合上述公式得到角焊缝厚度计算He为和之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
表一级、二级、三级焊缝外观质量标准(㎜)
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表的规定
表对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表的规定表部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)。
一二三级焊缝划分标准焊缝划分标准是根据焊接工艺要求和焊接结构的要求,将焊缝分为一级、二级和三级等级的标准。
这些标准旨在确保焊接质量和连接强度,以适应不同工程和应用需求。
下面我将从焊缝的表面形态、焊缝的尺寸和焊接缺陷等方面来介绍一二三级焊缝划分标准。
一、焊缝的表面形态焊缝的表面形态是划分焊缝等级的重要因素之一。
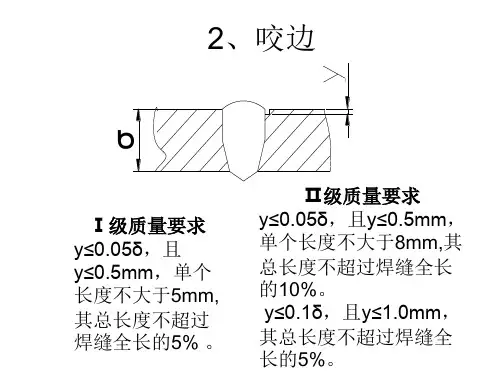
一级焊缝的表面应平整,无夹渣、凹陷、裂纹等缺陷;二级焊缝的表面可以有轻微的凹陷或夹渣,但不得影响焊缝的质量和强度;三级焊缝的表面可以有一些凹陷、夹渣和裂纹,但不得影响焊缝的强度和密封性。
二、焊缝的尺寸焊缝的尺寸是划分焊缝等级的另一个重要因素。
焊缝的尺寸包括焊缝的厚度、宽数和形状等。
一级焊缝的尺寸应符合焊接工艺规范的要求,并且焊缝的厚度、宽数和形状均应一致;二级焊缝的尺寸允许有一定的偏差,但不得超过焊接工艺规范的允许范围;三级焊缝的尺寸允许有较大的偏差,但仍需保证焊缝的质量和强度。
三、焊接缺陷焊接缺陷是划分焊缝等级的第三个重要因素。
焊接缺陷包括焊缝内的气孔、夹渣、裂纹等缺陷。
一级焊缝不得有任何焊接缺陷,焊缝应完全密实;二级焊缝可以有轻微的焊接缺陷,但不得超过焊接工艺规范的允许范围;三级焊缝可以有较多的焊接缺陷,但不得影响焊缝的质量和强度。
除了以上介绍的焊缝表面形态、焊缝尺寸和焊接缺陷外,还有一些其他因素也会影响焊缝等级的划分,如焊接工艺的复杂程度、焊缝的使用环境和焊缝的材料等。
在实际应用中,不同的工程和应用会有不同的焊缝等级要求,需要针对具体情况来划分焊缝等级。
总之,焊缝划分标准是根据焊接工艺要求和焊接结构要求,将焊缝分为一级、二级和三级等级的标准。
这些标准旨在确保焊接质量和连接强度,以满足不同工程和应用的需求。
如今,焊接技术已经得到了广泛应用,焊缝划分标准也成为了焊接行业的重要参考标准之一。
焊缝宽度标准范文一、二、三、目的适用范围公司各种产品的焊缝。
内容为了确保焊接质量,特制订本焊缝标准。
1、大于14mm的单边焊缝必须开单边坡口,大于20mm的双边焊缝必须开双边坡口;2、平行对接和垂直对接焊缝必须开坡口;3、坡口总角度:手工焊:40°~45°,气体保护焊:25°~30°;4、平行对接和垂直对接焊缝(即没有外露角焊缝)的坡口深度:单边坡口深度为母板厚度减2mm,双边坡口焊缝深度为母板厚度的一半减1 mm;5、有外露角焊缝的坡口深度:单边坡口的不小于母板厚度1/2,双边坡口的不小于母板厚度的1/3。
6、坡口焊缝的外露角焊缝高度:单边坡口的不得小于最小母板厚度的1倍,双边坡口不得小于最小母板厚度的0.5倍。
外露焊缝角度为45°?5°;7、单边角焊缝的最小高度不得小于最小母板厚度的1.5倍,双边角焊缝的最小高度不小于最小母板厚度的0.8倍。
角焊缝角度为45°?5°;8、箱形结构的封板与内部肋板必须配做开塞焊槽焊接,焊槽宽等于内部肋板厚度,塞焊缝总长度不小于总结合长度的2/3,每隔150mm 开塞焊槽300mm。
对于平行布置的相邻塞焊缝,塞焊槽错开布置;9、除需在外表加板的焊缝可有不大于1.5mm的内陷外,其他所有焊缝必须弧形外凸1~2mm;10、11、除特别说明,所有焊缝为连续焊缝;焊缝不得有夹渣、气孔、啃边,收口处不得有缺口,外观平直光滑或者是规则的鱼鳞状,同一焊缝形状必须连续一致,一般接缝处不得有超过1.5mm的突变(规则鱼鳞状焊缝的两片鱼鳞间的台阶不超过2mm),整条焊缝高差和形状相对偏差不超过3mm;12、本标准从公布之日起执行。
图纸要求低于本标准的,以本标准为准,高于本标准的以图纸要求为准。
焊缝质量标准一、焊缝质量等级附:焊缝等级小知识1. 焊缝等级是施工验收等级,有三级。
三级最低,只要求外观检查和尺寸检查。
焊缝尺寸计算公式的研究及应用
1、前言在金属焊接过程中,焊缝过宽、焊脚尺寸过大,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形;再者浪费材料增加成本。
反之,焊缝过窄、焊脚尺寸过小,母材与焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹等焊接缺陷,影响接头强度。
因此正确确定焊缝尺寸是保证焊接质量的关键。
经过多年的研究,得出了手弧焊、埋弧焊焊缝尺寸的经验计算公式,本经验公式为焊接工艺中确定手弧焊、埋弧焊焊缝尺寸提供了理论依据,具有较强的实用性。
2、手弧焊焊缝尺寸的经验计算公式
2.1对接焊焊缝尺寸经验计算公式
根据板厚及焊接方法要求不同,对接焊缝可分为I形焊缝(即不开坡口对接焊缝)、V形坡口对接焊缝、U形坡口对接焊缝。
⑴I形焊缝宽度的经验计算公式
生产中,一般板厚小于6mm不开坡口,形成I形焊缝,焊缝宽度
C=δ+2 ⑴
式中δ——工件厚度,mm。
⑵带钝边V形对接焊缝宽度经验计算公式
如图1所示带钝边V形坡口焊缝,坡口角度为α,间隙为b,钝边为P,根据解三角形的方法:
焊缝宽度
C=AB+CD+b+2e=2(δ-P)tan(α/2)+b+2e
≈δ+3 ⑵
式中e——坡口两边焊缝覆盖宽度,一般取e=1.5~2mm。
取P=2,b=2,α=60°,e=1.5。
⑶带钝边的U形坡口对接焊缝宽度经验计算公式
如图2所示的带钝边的U形坡口,钝边为P,间隙为b,坡口角度为β,根部半径为R,根据解三角形的方法:
焊缝宽度
C=2(δ-P-R)tanβ+2R+b+2e
≈0.35δ+12.5 ⑶
取P=2,b=2,e=1.5,R=5,β=10°。
2.2角焊缝焊脚尺寸的经验计算公式
角焊缝时两焊件接合面构成直角式或接近直角所焊接的焊缝,角焊缝的焊缝尺寸主要是指焊脚尺寸。
如图3所示,T形接头角焊缝焊脚尺寸
K=δ+2 ⑷
式中δ——两焊件较薄者厚度
2.3组合焊缝尺寸的经验计算公式
组合焊缝是指同一接头焊缝由几种不同焊缝组成。
如图4所示即为带钝边V形对焊缝与角焊缝形成的T形接头组合焊缝。
坡口角度为β1,钝边为P,间隙为b,根据解三角形的方法:
焊脚尺寸K=(δ2-P)tanβ1+b+e≈1.2δ2+1.5 (5)
取P=2,b=2,e=2,β1=50°。
3、埋弧自动焊焊缝尺寸经验计算公式
埋弧自动焊焊缝尺寸C=δ+10
式中δ——板厚,mm。
该公式与根据《焊接方法及设备》中焊缝熔宽计算公式进行校验,结果基本一致。
4、结语
⑴本文得出的焊缝尺寸经验计算公式经多年的实际应用证明是正确的,完全能满足生产实际
需要;
⑵带钝边V形、带钝边U形等坡口焊缝的焊缝尺寸确定方法,对于类似的坡口形式(如单边
V形、双边V形等)可按类似方法计算确定;
⑶按上述方法计算出的焊缝尺寸值,只是一个参数值,实际应用中可视具体情况,在参数基
础上略作调整,一般取公差±1mm左右;
⑷该公式简明,容易记忆,使用方便,不仅适用于工程技术人员和操作工人,而且特别适用
于经验不足者。
注:
焊缝的宽度主要依据母材的厚度、坡口形式来定,一般情况下焊缝宽度宜超过坡口每侧2~3mm。