1-焊缝标注方法
- 格式:ppt
- 大小:921.50 KB
- 文档页数:22
焊缝标注的标准一、焊缝位置在标注焊缝时,首先需要确定焊缝的位置。
这包括描述焊缝在部件中的相对位置,如对接焊缝、角焊缝等。
同时,需要标明焊缝所在的板材或结构的哪一面。
二、焊缝编号为方便管理和跟踪,每个焊缝都应有一个唯一的编号。
编号应清晰易读,并且能够反映焊缝的特性。
编号应包括一个标识符和可能的序列号。
三、焊缝类型焊缝类型描述了焊缝的基本形状和结构。
常见的焊缝类型包括角焊缝、对接焊缝、塞焊缝等。
焊缝类型应与图纸和焊接工艺相适应。
四、焊接方法焊接方法描述了制造焊缝所使用的工艺。
这包括手工电弧焊、气体保护焊、埋弧焊等。
焊接方法的选择应基于工件材料、厚度和焊接质量要求。
五、焊接参数焊接参数包括电流、电压、焊接速度等,这些参数影响焊接质量。
在标注焊缝时,应明确标明适用的焊接参数范围,以确保焊接的一致性和质量。
六、焊接顺序某些情况下,焊缝的焊接顺序可能会影响焊接质量和工件的整体结构。
因此,在标注焊缝时,应明确规定焊缝的焊接顺序。
七、焊工标识为了确保焊接质量,每个焊工都应有明确的标识。
在标注焊缝时,应标明负责焊接该焊缝的焊工姓名或标识符。
八、焊缝质量等级根据工件的应用和安全要求,焊缝应具有不同的质量等级。
例如,一级焊缝不允许有任何缺陷,二级焊缝允许在一定条件下有缺陷等。
在标注焊缝时,应明确标明质量等级。
九、验收标准验收标准描述了如何评估焊缝的质量。
这包括对焊缝的外观检查、无损检测等要求。
标注时应明确规定验收标准和验收程序。
十、备注信息备注信息用于提供其他与焊缝标注相关的附加信息,如特殊工艺要求、注意事项等。
这些信息可能不经常使用,但在特定情况下非常重要。
cad中焊缝标注方法CAD中焊缝标注在CAD软件绘制焊接部件时,焊缝标注是必不可少的一项操作。
焊缝标注可以告诉操作者焊缝的类型、尺寸和其它相关信息,有助于焊接的准确性和可靠性。
本文将针对CAD中焊缝标注,介绍几种方法,以满足不同需求的实现。
直线标注法直线标注法是较为简单的一种方法,通常用于直线焊缝的标注。
具体步骤如下:1.选择直线焊缝的两端点。
2.在“注释”菜单栏中选择“直线”选项。
3.在弹出的菜单中设置直线的样式、尺寸和文字内容等。
4.单击确定按钮,完成直线焊缝的标注。
弧形标注法弧形标注法常用于圆弧焊缝的标注。
具体步骤如下:1.选择圆弧焊缝的两端点。
2.在“注释”菜单栏中选择“弧形”选项。
3.在弹出的菜单中设置弧线的样式、尺寸和文字内容等。
4.单击确定按钮,完成圆弧焊缝的标注。
法线标注法法线标注法可以用于任意角度的焊缝标注,适用范围较广。
具体步骤如下:1.选择焊缝的一点。
2.在“注释”菜单栏中选择“法线”选项。
3.在弹出的菜单中设置法线的样式、尺寸和文字内容等。
4.根据需要旋转和移动法线标注的位置,单击确定按钮即可完成。
比例标注法比例标注法通常用于表现焊缝尺寸的大小关系,适用于多种类型的焊缝。
具体步骤如下:1.选择焊缝的一边或边角,作为比例的基准点。
2.在“注释”菜单栏中选择“比例”选项。
3.在弹出的菜单中输入比例尺,设置比例样式和文字内容等。
4.根据需要旋转和移动比例标注的位置,单击确定按钮即可完成。
综上所述,焊缝标注是CAD绘图中非常重要的一项操作,标注符号和参数的选用,直接关系到焊缝尺寸和位置参数的准确度。
以上介绍的几种标注法不仅可提高绘图的效率,还能在一定程度上提高焊接质量,因此,在焊接CAD绘图中很值得掌握。
调整标注样式在标注焊缝时,有时需要根据绘图的要求调整标注的样式。
下面介绍几种调整标注样式的方法:改变样式尺寸有时我们需要调整标注文字的大小和样式。
可以通过以下步骤实现:1.选择标注。
常用焊缝符号及其标注方法1.焊缝符号的种类:常用的焊缝符号包括长焊缝、短焊缝、T型焊缝、角焊缝、对接焊缝、对角焊缝、搭接焊缝、角胸焊缝等。
这些焊缝符号通常用于表示不同形状和位置的焊缝。
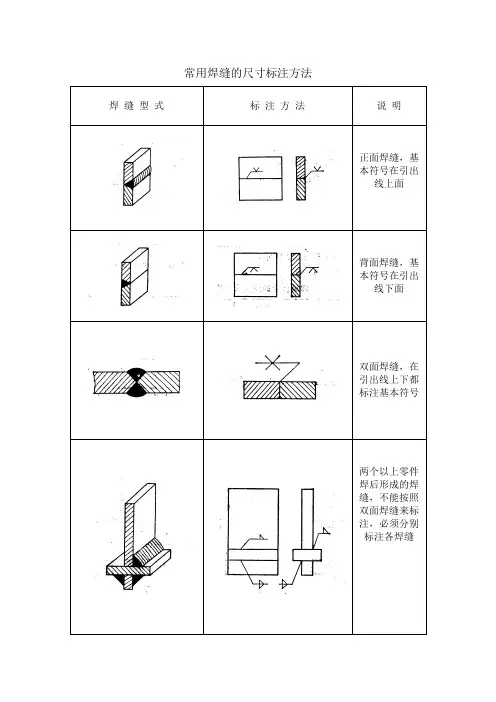
2.焊缝符号的标注方法:常用的标注方法包括使用箭头、线条和文字来表示焊缝的形状和位置。
具体标注方法如下:(1)长焊缝:使用一根带箭头的直线来表示。
箭头指向焊接的位置,并在箭头上注明焊缝的尺寸。
(2)短焊缝:使用一根带箭头的斜线来表示。
箭头指向焊缝的位置,并在箭头上注明焊缝的尺寸。
(3)T型焊缝:使用一根带箭头的直线和一根竖线组合来表示。
直线表示焊缝的位置和尺寸,竖线表示搭接部分的位置。
(4)角焊缝:使用两根带箭头的直线和一个竖线组合来表示。
两根直线分别表示焊缝的位置和尺寸,竖线表示角焊缝的位置。
(5)对接焊缝:使用两根带箭头的直线和一根横线来表示。
两根直线分别表示焊缝的位置和尺寸,横线表示对接面的位置。
除了上述的基本标注方法外,还可以根据需要进行补充标注,如标明焊缝的深度、符号的大小和比例等。
3.焊缝符号的标尺:为了使焊缝符号能够清晰可见并符合设计要求,通常需要根据工程图纸的比例绘制符号标尺。
标尺可以使用标准尺寸或特定比例来表示焊缝的大小和尺寸。
4.焊缝符号的位置:焊缝符号应该清晰可见,并在工程图纸上与相关标注和尺寸配合使用。
通常,焊缝符号应该位于焊缝的起始端,并在焊缝附近的合适位置进行标注。
总结:在工程设计和制图中,焊缝符号的正确标注是确保焊接质量和工艺正确的重要保证。
通过使用合适的焊缝符号和标注方法,可以准确传达设计要求,指导焊接工作,并提高焊接质量。
因此,对于工程设计人员和焊接工人来说,熟悉常用的焊缝符号及其标注方法是非常重要的。
常用焊缝符及其标注方法全焊缝符号是指对焊接过程中产生的焊缝进行标记和表示的一种方法,常用的焊缝符号主要有直缝、搭接缝、角焊缝、对焊缝和环焊缝等。
下面将对常用焊缝符号及其标注方法进行详细介绍。
1.直缝焊缝符号:直缝焊缝符号表示两个零件通过直缝焊接的连接方式。
标注时通常使用一条直线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"XX"表示焊缝尺寸。
例如,一个直缝焊缝符号为直线上方加"W",下方加"6",表示使用焊接方法W,焊缝尺寸为6mm。
2.搭接焊缝符号:搭接焊缝符号表示通过将两个零件搭接在一起,然后进行焊接的连接方式。
标注时使用一条横线表示焊缝,而且焊缝上方和下方都需要进行标注。
上方标注加上符号"W"表示焊接方法,下方标注加上符号"XY"表示焊缝尺寸。
例如,一个搭接焊缝符号为横线上方加"W",下方加"8X10",表示使用焊接方法W,焊缝尺寸为8mm(横向)和10mm(纵向)。
3.角焊缝符号:角焊缝符号表示通过将两个零件以角度焊接在一起的连接方式。
标注时使用一个三角形表示焊缝,并在三角形上方加上符号"W"表示焊接方法,下方加上符号"ZZ"表示焊缝尺寸。
例如,一个角焊缝符号为三角形上方加"W",下方加"8",表示使用焊接方法W,焊缝尺寸为8mm。
4.对焊缝符号:对焊缝符号表示通过将两个零件对接在一起进行焊接的连接方式。
标注时使用两条平行线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"AB"表示焊缝尺寸。
例如,一个对焊缝符号为两条平行线上方加"W",下方加"4X6",表示使用焊接方法W,焊缝尺寸为4mm(横向)和6mm(纵向)。
cad中焊缝标注方法(一)焊接是一种常见的金属连接方式,焊接中的焊缝标注对于焊接后的使用起到非常重要的作用。
在CAD中,焊缝标注有多种方法,本文将一一介绍。
直接绘制在CAD软件中,可以直接通过画线工具来绘制焊缝线条,并通过线宽、颜色等属性设置来标注焊缝。
这种方法对于形状简单,大小固定的焊缝比较适用,但对于形状复杂、大小不一的焊缝可能会存在一定难度。
使用标注工具CAD软件中的标注工具可以帮助我们更高效准确地标注焊缝。
简单介绍一下两种常用的标注工具:标注命令使用命令栏中的“标注”命令可以选择不同类型的标注工具,包括直线、圆弧、半圆等,根据实际焊缝形状选择相应的标注工具即可。
文字注释使用文字工具,在焊缝旁边添加文字注释也是一种常用的方法。
这种方法简单易行,但对于焊缝形状的描述可能不够精准。
在CAD中,有一些插件可以帮助我们更快速、更准确地标注焊缝。
Weldment此插件可以快速、准确地标注各种类型的焊缝,并提供了焊缝的标高、长度等相关信息。
在使用前需要为焊缝划定范围,插件就会自动生成焊缝标注。
Weldmap此插件可不仅可以标注焊缝,还能够记录焊缝的相关信息,为焊接后的检查提供便利。
总结以上就是CAD中标注焊缝的几种方法,根据实际情况选择适用的方法即可。
在使用过程中,要注意标注的准确性和规范化,以方便焊接后的检查和使用。
注意事项在进行CAD中焊缝标注时,需要注意以下几个方面:准确定位要对焊缝进行准确的标注,需要先将焊接件按照图纸要求进行放置、定位、固定,避免因移动或调整造成焊缝位置偏差。
焊缝标注需要遵循相关标准和规范,例如GB 50538-2010《建筑工程结构物焊接技术规范》、YB/T 4051-2017《装配式建筑构件焊接结构技术规程》等。
在标注焊缝时要根据不同标准要求进行选择,确保标注的准确、规范。
焊缝类型确定不同的焊缝类型需要采用不同的标注方法,例如对于不同的接头形式对应着不同的焊缝类型。
在进行标注前先对焊缝类型进行确定,避免出现标注错误。
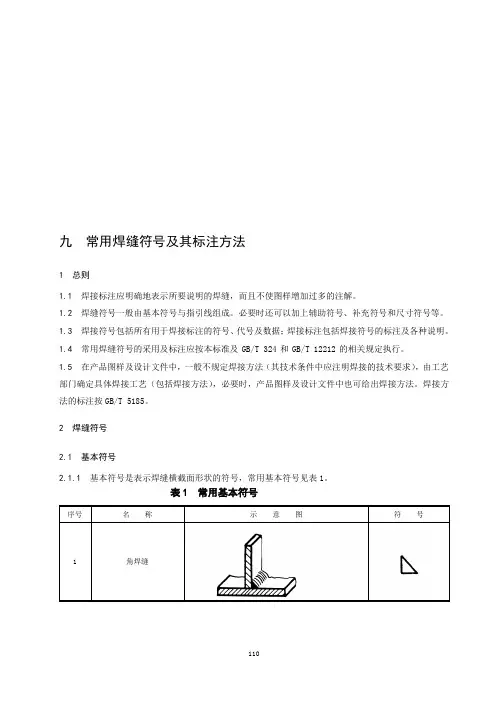
110九 常用焊缝符号及其标注方法1 总则1.1 焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
1.2 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和尺寸符号等。
1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。
1.4 常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。
1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。
焊接方法的标注按GB/T 5185。
2 焊缝符号2.1 基本符号2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号表1(续)常用基本符号符号1112.1.2 在焊接标注时,焊缝的基本符号必须标注。
2.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
2.2 辅助符号2.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
说明平面V形对接焊缝一般通过加工保证2.2.2 对焊缝的表面无要求时,则不标注辅助符号。
2.3 补充符号2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号112113 (同上述三面焊缝符号)2.4 尺寸符号2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号示意图符号标注示例KcSde2.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
2.4.3 塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。

全熔透焊缝和部分焊缝表达
C一:为全熔透焊缝,焊缝质量等级为一级;(坡口根据实际)
C二:为全熔透焊缝,焊缝质量等级为二级;(坡口根据实际)
C三:全熔透焊缝,不要求探伤;(坡口根据实际)
P:部分熔透焊缝;P-2,部分熔透焊缝,坡口深度为t-2(mm)。
部分熔透焊缝需标出大样图(融深和焊角大小):如下
白居寺焊缝表达说明
1 对接焊缝:一级
2 牛腿上下翼缘与钢柱焊缝为全熔透焊缝,焊缝质量等级为二级,
3 钢梁上下翼缘与端板焊缝为全熔透焊缝,焊缝质量等级为二级,
4 吊车梁上翼缘与腹板焊缝为全熔透焊缝,焊缝质量等级为二级,
白居寺图框:跟项目部联系
焊缝比重:跟项目部联系。
焊缝标注方法及含义
焊缝标注是指对焊缝进行标识和标注的方法,用于表达焊缝的位置、类型和质量要求等信息。
焊缝标注方法主要有以下几种:
1. 简化法:用一条单直线标注焊缝的位置和长度,一般用于只有一条焊缝的情况。
2. 详细法:用多段直线或曲线标注焊缝的位置、长度和形状。
常见的标注方式有“W”形、“V”形、波浪形等,根据不同的形
状来标示焊缝。
3. 笔标法:在焊接图纸上直接用铅笔或细笔标注焊缝。
常用于简单的焊接结构,直观明了。
4. 弧线标注法:用弧线标注焊缝的位置和形状,弧线的不同部位用于表示不同的焊缝类型和质量要求。
焊缝标注的含义主要有以下几个方面:
1. 直角中间画上一线:表示按双边对接焊接。
2. 横穿线:表示按横边对接。
3. 上下画线:表示按角边对接。
4. 三角形:表示按边边对接。
5. “T”形、圆形、封闭图形等:表示不同的焊接类型和特殊要
求。
通过以上标注方法和含义,可以清晰地表达出焊缝的位置、类型以及质量要求,为焊接工艺的实施提供了有效的指导。