塑料注塑黑点、杂质形成原因分析及对策
- 格式:doc
- 大小:25.50 KB
- 文档页数:5
注塑件出现黑点、杂质的原因及应对黑点、杂质的缺陷是在正常生产过程中产生废品率的最重要因素。
它主要是影响制品外观从而导致报废。
杂质和绝大多数黑点都是外来物质,和原料本身无关,而少部分黑点、杂质是由原料本身造成。
黑点、杂质特征是颗粒较小、呈黑褐色,一般不反光,颗粒大时杂质呈层状、脆、易碎、破碎后多孔,其分布有两大特性:1、有的整体性无规则零散分布,有的是局部无规则零散分布,有时则仅偶尔出现在某一局部区域;2、这类黑点、杂质有时仅出现在制品表层,有时则不论表里深浅都有,不过距表层较近的内部黑点比表层黑点来颜色要浅,更深层的黑点则根本看不到。
有意思的是将这两点联系起来会发现,仅出现在某局部区域的杂质必然是表层的黑点,而黑点分布不论表里深浅的必然是整体性无规则零散分布。
这是由于内部存在的杂质必然是成型前就存在的,而仅成型时才出现的杂质必然只分布在表面。
这样,杂质就分为成型前和成型时形成两大类:成型前黑点、杂质成因:1、原料加工时,由于种种原因,异物不干净而使原料出现黑点;2、造粒不纯造成黑点;3、原料混入色母或带斑点的粉碎料块、料屑;4、料不纯,低熔点料中混入了高熔点料粒;5、包装、运输、贮藏过程中可能出现杂质混入,它明显特征是原料开包后,仔细观察,可以看到在料颗粒表面有异物、杂质;造成制品黑点、杂质。
污染源包括:空气中的灰尘、料状悬浮物、异料料屑、异料料粒、粉状色母、染色剂等。
为杜绝异物杂质造成黑点,必须加强管理,控制从原料进厂至加料各环节(包括回用过程)。
换料时,必须仔细清理可能原先料或屑滞留的部位,特别备料箱、料斗、漏斗、下摆夹扣紧处等。
正常生产时,要特别注意加料源――备料箱的清洁。
停止生产后,应将加料系统对外界环境暴露处――上料管的上料端口密封,以防污染,做到环环相扣,封闭管理。
原料碳化,这种黑点一般体积较大,大的黑点外观直径可达成1―2mm,多数“黑点”较厚,也有一曾或两层的较薄。
这种情况就是原料长期积料或局部受高热,分解、焦化、碳化成块。


注塑黑黄点分析与解决措施
分析原因
1.原料中混有杂物,烘料桶未清理干净
2.原料在加热过程中有过热分解物附着在料筒内壁,余胶量过多
3.料筒内有死角
4.空气中的灰尘粉尘进入料筒里
5.开模过程中模具型腔中落入灰尘
6.粉碎机未清理干净,粉末太多
7.喷嘴堵塞、射嘴孔太小
8.水口料污染,粉碎机遮挡不到位
9.模具浇口小,排气不良、注塑速度过快(这种情况的黑点是
附着在产品表面)
解决方法
1.检查原料、彻底清理烘干料桶
2.彻底射空余胶、清理料筒、降低溶胶温度、减少余胶量
3.检查射嘴、止逆环、螺杆料筒
4.检查防尘罩之类的防尘措施
5.检查防尘设备、减少粉尘的产生
6.彻底粉碎机
7.清理喷嘴、射嘴孔加大
8.污染的水口料禁止放入粉碎机,完善粉碎机遮挡
9.加大浇口、加工排气、降低注射速度。
注塑生产黑点问题注塑生产中黑点问题是个痼疾,而其多半是管理问题,能不能提高管理水平削减黑点关系到企业的盈利水平和生死问题:我们公司是做化妆品的,现在在做一种美白产品的白色外盖,客户要求黑点直径0.01mm的黑点不超过2个,但现在黑点特殊多,不良率很高,我们是无尘车间,方法试了好多都没方法改善,开头在台中精机上做的不行,后来换到日精全电动机上做还是不行,原料也换过,都没法改善。
回答:黑点是注塑生产中常见的问题,也是痼疾,今日来聊聊这个问题。
首先,你数字搞错了吧,0.01mm的黑点,这要求比LCD 及光学产品都要求高,需要高倍放大镜才可以看到,日化产品这个标准?是搞错数字了吧,0.1差不多。
黑点分许多种,要先找到原因再对症下药。
首先黑点是局部才有的,还是通身内外都有的,这两个原因是不同的。
其次,有在放大镜下,黑点有蓬松分层的,有细密牢固的,这两个原因也是不同的。
再调查不同类黑点产生的时间,刚上机时候产生的?刚上模生产时候产生的?刚加料时候产生的?停机又开机后产生的?。
原因也是不同。
最终你说你的车间是无尘室,那实际颗粒等级测了没有?能不能达到1万等级?详细管控细节就多了:1.顶针油润滑油是无挥发的吗?2.修理工具上有没有挥发性油品?3.人和其他进入车间的物品的除尘执行的怎么样?4.空气湿度管控如何?5.进料是独立密闭通道吗?经过2次吹尘处理?6.循环风的过滤执行的如何?7.车间是正压?压力差在标准范围内?8.螺杆清洗过程规范吗?……黑点问题原因复杂,所以要先确定原因再对症下药。
说不定最终一查是规范执行的原因。
特殊是假如黑点许多的话,多半是车间管控的问题,先把该做的做好,等问题较少了,最终原因就很简单水落石出了。
后记:1.注塑生产制造过程中的问题多半原因不止一种,假如戴着有色眼镜仅仅从一个方面进行论证那一定会失之偏颇,所以独立的第三方的专业的分析很重要,这是技术咨询公司存在的意义。
2.影响注塑量产生产效率的原因中,黑点是最主要的原因(没有之一),不得不重视。

产品黑点,晶点问题分析改进报告黑点问题是影响我们产品质量的一大顽症,随着客户对产品质量要求的提高,我们对黑点数量的控制要求也越来越严。
因此了解黑点到底是如何产生,以及如何去控制它这一工作已经迫在眉睫。
以妮维雅几个产品为重点,研究分析了黑点的来源,原因,并提出了改善措施。
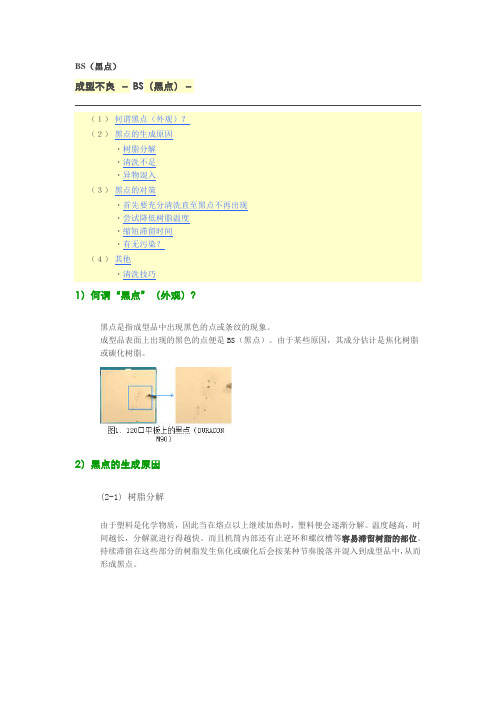
一,黑点的来源我们采集了吹塑一楼的黑点产品2000只,吹塑二楼的黑点产品2000只,通过肉眼观察,及显微镜放大观察分析得出以下结论:黑点、杂质特征是颗粒较小、呈黑褐色,一般不反光,颗粒大时杂质呈层状、脆、易碎、破碎后多孔。
其分布特性:有的整体性无规则零散分布,有的是局部无规则零散分布,有时则仅偶尔出现在某一局部区域。
黑点可能为:1,原料碳化物;(大部分为此类黑点,占70%)2,随回料及外界环境带入的外来杂质;(此类黑点占20%)3,设备内金属破碎颗粒;(此类黑点占8%)4,色母未分散的斑点晶点及其他。
(此类黑点占2%)以下图片为0.3mm黑点及晶点放大100倍后的图片原料碳化的黑斑回料带入的杂质原料碳化的黑块金属颗粒(粉碎机)色粉积垢(流道) 原料碳化物色粉积垢(流道) 金属颗粒(粉碎机)流道色粉积垢(流道处)珠光色母团聚(晶点)原料碳化二、黑点的成因从影响质量的五大因素(人、机、料、法、环)入手,分析了黑点成因:人人这一因素是最重要的,也是最难控制的。
车间由主管到一线的员工是过程的直接控制者,也是对过程最了解的人,积极主动的一起去发现问题,解决问题,黑点也能有效控制。
机机就是设备,很多黑点问题都是来源于设备上的缺陷:由于设备老化,且保养不当,常会出现设备故障,一旦出现设备故障,就要停机处理,这样一来可能造成螺筒内物料炭化。
由于螺杆或料筒的长期使用造成间隙过大使熔料卡入而屯积,经受长时间固定加热造成分解,产生碳化物料。
设备套件磨损或里面有金属异物,在设备强力剪切下碎裂产生黑点。
塑料在料筒内受到高热而交联焦化,在几乎维持原来颗粒形状情形下,难以熔融,被螺杆压破碎后夹带进入制件。
黑点、杂质形成原因分析及对策黑点、杂质的缺陷是在正常生产过程中产生废品率的最重要因素。
它主要是影响制品外观从而导致报废。
杂质和绝大多数黑点都是外来物质,和原料本身无关,而少部分黑点、杂质是由原料本身造成。
黑点、杂质特征是颗粒较小、呈黑褐色,一般不反光,颗粒大时杂质呈层状、脆、易碎、破碎后多孔,其分布有两大特性:1、有的整体性无规则零散分布,有的是局部无规则零散分布,有时则仅偶尔出现在某一局部区域;2、这类黑点、杂质有时仅出现在制品表层,有时则不论表里深浅都有,不过距表层较近的内部黑点比表层黑点来颜色要浅,更深层的黑点则根本看不到。
有意思的是将这两点联系起来会发现,仅出现在某局部区域的杂质必然是表层的黑点,而黑点分布不论表里深浅的必然是整体性无规则零散分布。
这是由于内部存在的杂质必然是成型前就存在的,而仅成型时才出现的杂质必然只分布在表面。
这样,杂质就分为成型前和成型时形成两大类:一、成型前黑点、杂质成因:1 原料加工时,由于种种原因,异物不干净而使原料出现黑点;2 造粒不纯造成黑点;3 原料混入色母或带斑点的粉碎料块、料屑;4 料不纯,低熔点料中混入了高熔点料粒;5 包装、运输、贮藏过程中可能出现杂质混入,它明显特征是原料开包后,仔细观察,可以看到在料颗粒表面有异物、杂质;6 加料过程中的杂质、异物如下图为吸引或上料器及料斗的简图;除了5、11不会直接对料斗料造成污染,其他部分均可能在上料过程式中污染原料,造成制品黑点、杂质。
污染源包括:空气中的灰尘、料状悬浮物、异料料屑、异料料粒、粉状色母、染色剂等。
为杜绝异物杂质造成黑点,必须加强管理,控制从原料进厂至加料各环节(包括回用过程)。
换料时,必须仔细清理可能原先料或屑滞留的部位,特别备料箱、料斗、漏斗、下摆夹扣紧处等。
正常生产时,要特别注意加料源——备料箱的清洁。
停止生产后,应将加料系统对外界环境暴露处——上料管的上料端口密封,以防污染,做到环环相扣,封闭管理。
塑料注塑黑点、杂质形成原因分析及对策黑点、杂质的缺陷是在正常生产过程中产生废品率的最重要因素。
它主要是影响制品外观从而导致报废。
杂质和绝大多数黑点都是外来物质,和原料本身无关,而少部分黑点、杂质是由原料本身造成。
黑点、杂质特征是颗粒较小、呈黑褐色,一般不反光,颗粒大时杂质呈层状、脆、易碎、破碎后多孔,其分布有两大特性:1、有的整体性无规则零散分布,有的是局部无规则零散分布,有时则仅偶尔出现在某一局部区域;2、这类黑点、杂质有时仅出现在制品表层,有时则不论表里深浅都有,不过距表层较近的内部黑点比表层黑点来颜色要浅,更深层的黑点则根本看不到。
有意思的是将这两点联系起来会发现,仅出现在某局部区域的杂质必然是表层的黑点,而黑点分布不论表里深浅的必然是整体性无规则零散分布。
这是由于内部存在的杂质必然是成型前就存在的,而仅成型时才出现的杂质必然只分布在表面。
这样,杂质就分为成型前和成型时形成两大类:一、成型前黑点、杂质成因:1 原料加工时,由于种种原因,异物不干净而使原料出现黑点;2 造粒不纯造成黑点;3 原料混入色母或带斑点的粉碎料块、料屑;4 料不纯,低熔点料中混入了高熔点料粒;5 包装、运输、贮藏过程中可能出现杂质混入,它明显特征是原料开包后,仔细观察,可以看到在料颗粒表面有异物、杂质;6 加料过程中的杂质、异物如下图为吸引或上料器及料斗的简图;除了5不会直接对料斗料造成污染,其他部分均可能在上料过程式中污染原料,造成制品黑点、杂质。
污染源包括:空气中的灰尘、料状悬浮物、异料料屑、异料料粒、粉状色母、染色剂等。
为杜绝异物杂质造成黑点,必须加强管理,控制从原料进厂至加料各环节(包括回用过程)。
换料时,必须仔细清理可能原先料或屑滞留的部位,特别备料箱、料斗、漏斗、下摆夹扣紧处等。
正常生产时,要特别注意加料源——备料箱的清洁。
停止生产后,应将加料系统对外界环境暴露处——上料管的上料端口密封,以防污染,做到环环相扣,封闭管理。
类:一、成型前黑点、杂质成因:1 原料加工时,由于种种原因,异物不干净而使原料出现黑点;2 造粒不纯造成黑点;3 原料混入色母或带斑点的粉碎料块、料屑;4 料不纯,低熔点料中混入了高熔点料粒;5 包装、运输、贮藏过程中可能出现杂质混入,它明显特征是原料开包后,仔细观察,可以看到在料颗粒表面有异物、杂质;6 加料过程中的杂质、异物造成污染,其他可能在上料过程式中污染原料,造成制品黑点、杂质。
污染源包括:空气中的灰尘、料状悬浮物、异料料屑、异料料粒、粉状色母、染色剂等。
为杜绝异物杂质造成黑点,必须加强管理,控制从原料进厂至加料各环节(包括回用过程)。
换料时,必须仔细清理可能原先料或屑滞留的部位,特别备料箱、料斗、漏斗、下摆夹扣紧处等。
正常生产时,要特别注意加料源――备料箱的清洁。
停止生产后,应将加料系统对外界环境暴露处――上料管的上料端口密封,以防污染,做到环环相扣,封闭管理。
7 原料碳化,这种黑点一般体积较大,大的黑点外观直径可达成1――2mm,多数“黑点”较厚,也有一层或两层的较薄。
这种情况就是原料长期积料或局部受高热,分解、焦化、碳化成块。
在螺杆或是喷嘴等处流动受剪切破碎后而形成的。
原料碳化原因有:1 熔体温度太高,料温太高会造成过热分解,形成碳化物,尤其是对一些热敏性材料温度范围窄,必须控制料筒尾部温度不能过高。
2 积料焦化:熔融塑料滞留某处时间过长,会出现焦化积料,引起黑点,可能引起料滞留的区域,有射头与螺筒的连接处,螺筒壁、熔胶环,射嘴与浇口的接触部位,热流道拐弯处,主流道的死角等部位。
3 料筒间隙过大,炮筒与螺杆的间隙太大,会使料在料筒中滞留,而滞留的料经过长期过热分解,产生黑点。
三、解决措施:1 对成型杂质的,都是因异物混入料中形成了黑点,必须严格控制生产、包装、贮藏、运输、开报、混料至料筒的各个环节的清洁。
3、滑块磨铁沫粉,造成黑点。
4、滑块里面漏水生锈或其它污渍,锈和污渍被滑块活动飞出,落在制品上会形成黑点。
注塑件黑点标准注塑件是一种常见的塑料制品,广泛应用于各个行业,如汽车制造、电子设备、家具等。
在注塑件的生产过程中,常常会出现一些质量问题,其中之一就是黑点的出现。
下面将就注塑件黑点的问题进行介绍,并探讨如何达到注塑件黑点的标准。
注塑件黑点通常是由于原材料污染、设备问题或操作不当等原因引起的。
当原材料中含有杂质、颗粒或金属残留时,会导致注塑件出现黑点。
此外,注塑机的不完善或管道蓄积的颗粒也会成为黑点问题的来源。
另外,操作者在注塑过程中可能会因为不洁净的工作环境或操作不当而引入黑点。
为了达到注塑件黑点的标准,首先要确保使用高质量的原材料。
原材料供应商应该提供有关原材料质量和检测报告,确保材料不含杂质和金属残留物。
在选购原材料时,应该与供应商进行充分的沟通和检查,以保证材料的质量符合要求。
其次,注塑机的维护和保养也是关键。
定期对注塑机进行检查,清理和更换损坏的部件,以确保机器的正常运行。
同时,保持注塑机和周围环境的清洁卫生,减少灰尘和杂质的进入。
定期对注塑机进行清洁,并确保注塑机的温度、压力和时间等参数的调整准确无误。
另外,操作者的操作技能和卫生习惯也对注塑件黑点的控制有着重要的影响。
操作者应接受相关的培训,掌握注塑机的操作技巧和安全知识。
在操作过程中,应注意保持工作环境的清洁和卫生,并使用干净的工具和设备。
操作者应定期进行体检,以确保自身的健康状况对产品质量没有影响。
此外,质量控制部门和质检人员在注塑件生产过程中也起着重要的监测和检验作用。
他们应根据注塑件黑点的标准,对生产过程进行严格的监控和检查。
如果有黑点问题出现,应及时采取措施进行纠正,并对相关操作者进行培训和指导。
质检人员还应对注塑件进行全面的检验和测试,确保产品质量符合要求。
总之,注塑件黑点是注塑件生产过程中常见的质量问题之一。
为了达到注塑件黑点的标准,需要从原材料的选购、注塑机的维护和保养、操作者的操作技能和卫生习惯以及质量控制方面进行全面的管理和控制。
塑料注塑黑点、杂质形成原因分析及对策
黑点、杂质的缺陷是在正常生产过程中产生废品率的最重要因素。
它主要是影响制品外观从而导致报废。
杂质和绝大多数黑点都是外来物质,和原料本身无关,而少部分黑点、杂质是由原料本身造成。
黑点、杂质特征是颗粒较小、呈黑褐色,一般不反光,颗粒大时杂质呈层状、脆、易碎、破碎后多孔,其分布有两大特性:
1、有的整体性无规则零散分布,有的是局部无规则零散分布,有时则仅偶尔出现在某一局部区域;
2、这类黑点、杂质有时仅出现在制品表层,有时则不论表里深浅都有,不过距表层较近的内部黑点比表层黑点来颜色要浅,更深层的黑点则根本看不到。
有意思的是将这两点联系起来会发现,仅出现在某局部区域的杂质必然是表层的黑点,而黑点分布不论表里深浅的必然是整体性无规则零散分布。
这是由于内部存在的杂质必然是成型前就存在的,而仅成型时才出现的杂质必然只分布在表面。
这样,杂质就分为成型前和成型时形成两大类:
一、成型前黑点、杂质成因:
1 原料加工时,由于种种原因,异物不干净而使原料出现黑点;
2 造粒不纯造成黑点;
3 原料混入色母或带斑点的粉碎料块、料屑;
4 料不纯,低熔点料中混入了高熔点料粒;
5 包装、运输、贮藏过程中可能出现杂质混入,它明显特征是原料开包后,仔细观察,可以看到在料颗粒表面有异物、杂质;
6 加料过程中的杂质、异物如下图为吸引或上料器及料斗的简图;除了5不会直接对料斗料造成污染,其他部分均可能在上料过程式中污染原料,造成制品黑点、杂质。
污染源包括:空气中的灰尘、料状悬浮物、异料料屑、异料料粒、粉状色母、染色剂等。
为杜绝异物杂质造成黑点,必须加强管理,控制从原料进厂至加料各环节(包括回用过程)。
换料时,必须仔细清理可能原先料或屑滞留的部位,特别备料箱、料斗、漏斗、下摆夹扣紧处等。
正常生产时,要特别注意加料源——备料箱的清洁。
停止生产后,应将加料系统对外界环境暴露处——上料管的上料端口密封,以防污染,做到环环相扣,封闭管理。
7 原料碳化,这种黑点一般体积较大,大的黑点外观直径可达成1——2mm,多数“黑点”较厚,也有一曾或两层的较薄。
这种情况就是原料长期积料或局部受高热,分解、焦化、碳化成块。
在螺杆或是喷嘴等处流动受剪切破碎后而形成的。
原料碳化原因有:
1 熔体温度太高,料温太高会造成过热分解,形成碳化物,尤其是对一些热敏性材料温度范围窄,必须控制料筒味部温度不能过高。
2 积料焦化:如果熔融塑料滞留某处时间过长,会出现焦化积料,引起黑点,可能引起料滞留的区域,有射头与螺筒的连接处,螺筒壁、熔胶环,射嘴与浇口的接触部位,热流道拐弯处,主流道的死角等部位。
3 料筒间隙过大,螺筒与螺杆的间隙太大,会使料在料筒中滞留,而滞留的料经过长期过热分解,产生黑点。
4 助剂降、分解变色,助剂包括防静电剂,紫/红外线吸收剂和一般的染色剂,其性质一般都在比原料活泼,在加工温度剪切力作用下,原料未分解时,它们已经分解,变成暗色、黄褐色以至黑色,成型时形成黑点、杂质。
二、生产中因外界的原因产生的黑点、杂质非常普遍,而且出现后十分顽固。
1、模具材质不好,分型面或成型面或碰穿面都会掉铁粉,造成黑点。
2、顶针粗糙易烧,掉铁粉,造成黑点。
3、滑块磨铁沫粉,造成黑点。
4、滑块里面漏水生锈或其它污渍,锈和污渍被滑块活动飞出,落在制品上会形成黑点。
黑点辨别:如黑点出现在整个制品表面上,且制件深处有黑点,应属于成型前黑点;如黑点只出现在表面,应属成型中黑点。
如同时只分布在表面特定区域,则属于成型中黑点无疑;如黑点较大(一般在0.5~1mm),应属于原料碳化黑点;如同时黑点发暗、脆、膨松多孔,可判定为碳化黑点:如黑点密度特别大,检查原料无明显杂质,一般应属刚换料后原先料末清干净的现象,否则应查料的原因。
三、解决措施:
1 对成型杂质的,都是因异物混入料中形成了黑点,必须严格控
制生产、包装、贮藏、运输、开报、混料至料筒的各个环节的清洁。
2 对碳化黑点,应严格控制加工温度,实际生产中,表示加工温度和实际加工温度是有差别的。
对同一设备而言,不同背压,不同周期时间,不同的一次性射出量,不同的热电偶插放位置,会造成同样加工温度下料碳化、降解趋势不同。
具体说,表示温度相同时,背压小,周期短,一次性射出量大,热电偶插在螺筒上部时,熔料降/分解趋势弱,不易产生碳化黑点。
防止碳化黑点同时要严防积料,要消除螺筒、喷嘴、流道中的死角,使其转弯处有平缓过渡,消除可能有料滞留的区域。
3 对于助剂降解沉积或已有碳化料沉积在螺纹面及螺筒壁上的黑点。
一般随生产进行,这些黑点会在螺筒内各种强力剪切作用下脱离其原先附着面进入熔料中而被排出。
这种“排出”过程便是制品出现黑点、杂质的过程。
如转料换色生产中,这种“排出”杂质过程是必然的,我们要尽力缩短这种过程。
就是“清洗”。
下为两种清洗方式:1)对空熔胶清洗螺杆(熔胶后空射)。
2)进射台熔胶,对空射胶,再进射台熔胶、对空射胶,如此反复进行,实践证明:清洗中,背压起到很大作用,熔料与螺杆强力剪切。
熔胶速度慢,所以熔胶时间也长。
这样的效果好,清理异物迅速。
注意:背压在没定时有原则——尽量高,高到螺筒刚好不会自动升温为止。
3)对于成型中黑点,成型中黑点必定先附于型腔表面,然后被熔料裹挟固定于制品表面,所以这种黑点去除办法及有让它不会在型腔中。
对确定材质不良的模具,还要先确定原因、确定位置。
所有有相
对移动的型腔,模芯包括滑块、中子、顶针/块,都有可能烧伤,确定烧伤后,要修复破损部位,另外要减小滑动部位的摩擦,加润滑油。
另外,要减小滑动部位相对运动速度,如顶进/退,开合模,滑块移动时尽量要慢,滑块与模板间生锈和其它污渍,要卸下滑块,将锈和其它污渍清除干净,将水咀扎紧。
对于油或水溅到模腔光滑成型面,造成黑点应该经常擦拭易出油、水处,杜绝其在成型面上的出现。