管道组对焊接记录
- 格式:docx
- 大小:21.05 KB
- 文档页数:2
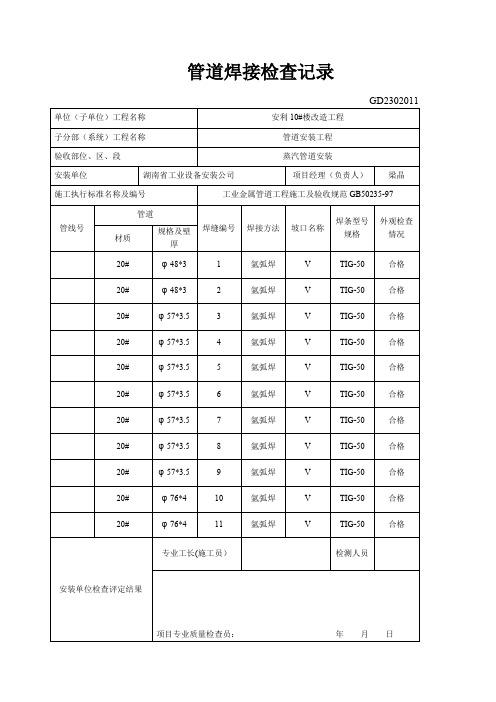




Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号HSO-2.5B4规格Φ45×5.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 151X 2016.05.22 20# GTAW CHG-S5 / / /2 151X 2016.05.22 20# GTAW CHG-S5 / / /3 151X 2016.05.22 20# GTAW CHG-S5 / / /4 151X 2016.05.22 20# GTAW CHG-S5 / / /5 151X 2016.05.22 20# GTAW CHG-S5 / / /6 151X 2016.05.22 20# GTAW CHG-S5 / / /7 151X 2016.05.22 20# GTAW CHG-S5 / / /8 151X 2016.05.22 20# GTAW CHG-S5 / / /9 151X 2016.05.22 20# GTAW CHG-S5 / / /10 151X 2016.05.22 20# GTAW CHG-S5 / / /11 151X 2016.05.22 20# GTAW CHG-S5 / / /12 151X 2016.05.22 20# GTAW CHG-S5 / / /13 151X 2016.05.22 20# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号HSO-2.5B4规格Φ45×5.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号14 151X 2016.05.23 20# GTAW CHG-S5 / / /15 151X 2016.05.23 20# GTAW CHG-S5 / / /16 151X 2016.05.23 20# GTAW CHG-S5 / / /17 151X 2016.05.23 20# GTAW CHG-S5 / / /18 151X 2016.05.23 20# GTAW CHG-S5 / / /19 151X 2016.05.23 20# GTAW CHG-S5 / / /20 151X 2016.05.23 20# GTAW CHG-S5 / / /21 151X 2016.05.23 20# GTAW CHG-S5 / / /22 151X 2016.05.23 20# GTAW CHG-S5 / / /23 151X 2016.05.23 20# GTAW CHG-S5 / / /24 151X 2016.05.23 20# GTAW CHG-S5 / / /25 151X 2016.05.23 20# GTAW CHG-S5 / / /26 151X 2016.05.23 20# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号HSO-2.5B4规格Φ45×5.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号27 151X 2016.05.23 20# GTAW CHG-S5 / / /28 151X 2016.05.23 20# GTAW CHG-S5 / / /29 151X 2016.05.24 20# GTAW CHG-S5 / / /30 151X 2016.05.24 20# GTAW CHG-S5 / / /31 151X 2016.05.24 20# GTAW CHG-S5 / / /32 151X 2016.05.24 20# GTAW CHG-S5 / / /33 151X 2016.05.24 20# GTAW CHG-S5 / / /34 151X 2016.05.24 20# GTAW CHG-S5 / / /35 151X 2016.05.24 20# GTAW CHG-S5 / / /36 151X 2016.05.24 20# GTAW CHG-S5 / / /37 151X 2016.05.24 20# GTAW CHG-S5 / / /38 151X 2016.05.24 20# GTAW CHG-S5 / / /39 151X 2016.05.24 20# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号HSO-2.5B4规格Φ45×5.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号40 151X 2016.05.24 20# GTAW CHG-S5 / / /41 151X 2016.05.24 20# GTAW CHG-S5 / / /42 151X 2016.05.24 20# GTAW CHG-S5 / / /43 151X 2016.05.24 20# GTAW CHG-S5 / / /44 151X 2016.05.24 20# GTAW CHG-S5 / / /45 151X 2016.05.25 20# GTAW CHG-S5 / / /46 151X 2016.05.25 20# GTAW CHG-S5 / / /47 151X 2016.05.25 20# GTAW CHG-S5 / / /48 151X 2016.05.25 20# GTAW CHG-S5 / / /49 151X 2016.05.25 20# GTAW CHG-S5 / / /50 151X 2016.05.25 20# GTAW CHG-S5 / / /51 151X 2016.05.25 20# GTAW CHG-S5 / / /52 151X 2016.05.25 20# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号HSO-2.5B4规格Φ45×5.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号53 151X 2016.05.25 20# GTAW CHG-S5 / / /54 151X 2016.05.25 20# GTAW CHG-S5 / / /55 151X 2016.05.25 20# GTAW CHG-S5 / / /56 151X 2016.05.25 20# GTAW CHG-S5 / / /57 151X 2016.05.25 20# GTAW CHG-S5 / / /58 151X 2016.05.25 20# GTAW CHG-S5 / / /59 151X 2016.05.25 20# GTAW CHG-S5 / / /60 151X 2016.05.25 20# GTAW CHG-S5 / / /61 151X 2016.05.25 20# GTAW CHG-S5 / / /62 151X 2016.05.25 20# GTAW CHG-S5 / / /63 151X 2016.05.25 20# GTAW CHG-S5 / / /64 151X 2016.05.25 20# GTAW CHG-S5 / / /65 151X 2016.05.25 20# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号HSO-2.5B4规格Φ45×5.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号66 151X 2016.05.25 20# GTAW CHG-S5 / / /67 151X 2016.05.26 20# GTAW CHG-S5 / / /68 151X 2016.05.26 20# GTAW CHG-S5 / / /69 151X 2016.05.26 20# GTAW CHG-S5 / / /70 151X 2016.05.26 20# GTAW CHG-S5 / / /71 151X 2016.05.26 20# GTAW CHG-S5 / / /72 151X 2016.05.26 20# GTAW CHG-S5 / / /73 151X 2016.05.26 20# GTAW CHG-S5 / / /74 151X 2016.05.26 20# GTAW CHG-S5 / / /75 151X 2016.05.26 20# GTAW CHG-S5 / / /76 151X 2016.05.26 20# GTAW CHG-S5 / / /77 151X 2016.05.26 20# GTAW CHG-S5 / / /78 151X 2016.05.26 20# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号HSO-2.5B4规格Φ45×5.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号79 151X 2016.05.26 20# GTAW CHG-S5 / / /80 151X 2016.05.26 20# GTAW CHG-S5 / / /81 151X 2016.05.26 20# GTAW CHG-S5 / / /82 151X 2016.05.26 20# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号LS-2102规格Φ89*5.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 4475 2016.05.9 20# GTAW+SMAW CHG-S5/CHE427 / / /2 4475 2016.05.9 20# GTAW+SMAW CHG-S5/CHE427 / / /3 4475 2016.05.10 20# GTAW+SMAW CHG-S5/CHE427 / / /4 4475 2016.05.10 20# GTAW+SMAW CHG-S5/CHE427 / / /5 4475 2016.05.10 20# GTAW+SMAW CHG-S5/CHE427 / / /6 4475 2016.05.10 20# GTAW+SMAW CHG-S5/CHE427 / / /7 4475 2016.05.10 20# GTAW+SMAW CHG-S5/CHE427 / / /8 4475 2016.05.10 20# GTAW+SMAW CHG-S5/CHE427 / / /9 4475 2016.05.10 20# GTAW+SMAW CHG-S5/CHE427 / / /10 4475 2016.05.10 20# GTAW+SMAW CHG-S5/CHE427 / / /11 4475 2016.05.9 20# GTAW+SMAW CHG-S5/CHE427 / / /12 4475 2016.05.9 20# GTAW+SMAW CHG-S5/CHE427 / / /13 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号LS-2102规格Φ89*5.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号14 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / / 15D 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /16 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /17 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /18 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /19 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /20 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /21 4475 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1240规格Φ426×10加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 4475 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /2 4033 2016.05.17 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /3 4475 2016.05.17 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /4 4475 2016.05.17 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /5 4475 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / / 6D 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /7 4033 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /8 4033 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /9 4033 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /10 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /11 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /12 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /13 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1240规格Φ426×10加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号14 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /15 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /16 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /17 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /18 4475 2016.05.18 00Cr17Ni14Mo2 GTAW ER-316L/ / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1240/1规格Φ426×10加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号144752016.05.1600Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / / 240332016.05.1700Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / / 344752016.05.1800Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / / 440332016.05.1800Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / / 544752016.05.1900Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / / 640332016.05.1900Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / / 744752016.05.1600Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / / 840332016.05.1720# GTAW+SMAW CHG-S5/CHE427 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1241规格Φ480×11加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 151X 2016.05.12 20# GTAW+SMAW CHG-S5/CHE427 / / / 2T 151X 2016.05.12 20# GTAW+SMAW CHG-S5/CHE427 / / /3 151X 2016.05.12 20# GTAW+SMAW CHG-S5/CHE427 / / /4 0252 2016.05.12 20# GTAW+SMAW CHG-S5/CHE427 / / /5 0252 2016.05.12 20# GTAW+SMAW CHG-S5/CHE427 / / /6 0252 2016.05.12 20# GTAW+SMAW CHG-S5/CHE427 / / /7 0252 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /8 0252 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /9 151X 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /10 151X 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /11 0252 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /12 0252 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /13 0252 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1241规格Φ480×11加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号14 151X 2016.05.12 20# GTAW+SMAW CHG-S5/CHE427 / / /15 151X 2016.05.12 20# GTAW+SMAW CHG-S5/CHE427 / / / 16D 151X 2016.05.22 20# GTAW CHG-S5 / / /17 151X 2016.05.22 20# GTAW CHG-S5 / / /18 151X 2016.05.22 20# GTAW CHG-S5 / / /19 151X 2016.05.22 20# GTAW CHG-S5 / / /20 151X 2016.05.22 20# GTAW CHG-S5 / / / 21D 151X 2016.05.22 20# GTAW CHG-S5 / / /22 151X 2016.05.22 20# GTAW CHG-S5 / / /23 151X 2016.05.22 20# GTAW CHG-S5 / / / 24D 151X 2016.05.22 20# GTAW CHG-S5 / / / 25 151X 2016.05.22 20# GTAW CHG-S5 / / / 26D 151X 2016.05.22 20# GTAW CHG-S5 / / / 属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1241规格Φ480×11加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号27151X2016.05.2220# GTAW CHG-S5 / / / 28D151X2016.05.2220# GTAW CHG-S5 / / / 29151X2016.05.2220# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1242规格Φ108×6加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /2 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /3 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /4 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /5 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /6 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /7 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1247规格Φ273×8.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 0544 2016.05.06 20# GTAW+SMAW CHG-S5/CHE427 / / /2 0544 2016.05.06 20# GTAW+SMAW CHG-S5/CHE427 / / /3 0544 2016.05.06 20# GTAW+SMAW CHG-S5/CHE427 / / /4 0544 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /5 0544 2016.05.06 20# GTAW+SMAW CHG-S5/CHE427 / / /6 0544 2016.05.06 20# GTAW+SMAW CHG-S5/CHE427 / / /7 0544 2016.05.06 20# GTAW+SMAW CHG-S5/CHE427 / / /8 0544 2016.05.06 20# GTAW+SMAW CHG-S5/CHE427 / / /9 0544 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /10 0544 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /11 0544 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /12 0544 2016.05.13 20# GTAW+SMAW CHG-S5/CHE427 / / /13 0544 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1247规格Φ273×8.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号13-1 0544 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /14 0544 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /15 0544 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /16 0544 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /17 0544 2016.05.15 20# GTAW+SMAW CHG-S5/CHE427 / / /18 0544 2016.05.15 20# GTAW+SMAW CHG-S5/CHE427 / / /19 0544 2016.05.15 20# GTAW+SMAW CHG-S5/CHE427 / / /20 0544 2016.05.15 20# GTAW+SMAW CHG-S5/CHE427 / / /21 0544 2016.05.15 20# GTAW+SMAW CHG-S5/CHE427 / / /22 0544 2016.05.15 20# GTAW+SMAW CHG-S5/CHE427 / / /23 0544 2016.05.15 20# GTAW+SMAW CHG-S5/CHE427 / / /24 0544 2016.05.15 20# GTAW+SMAW CHG-S5/CHE427 / / / 25D 0544 2016.05.19 20# GTAW CHG-S5 / / / 属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1247规格Φ273×8.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号2605442016.05.1920# GTAW CHG-S5 / / / 2705442016.05.1920# GTAW CHG-S5 / / / 2805442016.05.1920# GTAW CHG-S5 / / / 2905442016.05.1920# GTAW CHG-S5 / / / 30D05442016.05.1920# GTAW CHG-S5 / / / 3105442016.05.1920# GTAW CHG-S5 / / / 3205442016.05.1920# GTAW CHG-S5 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1249规格Φ108×8.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /2 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /3 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /4 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /5 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /6 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /7 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /8 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /9 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /10 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /11 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /12 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /13 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1249规格Φ108×8.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号14 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /15 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /16 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /17 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /18 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /19 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /20 3817 2016.05.19 20# GTAW+SMAW CHG-S5/CHE427 / / /21 3817 2016.05.20 20# GTAW+SMAW CHG-S5/CHE427 / / /22 3817 2016.05.20 20# GTAW+SMAW CHG-S5/CHE427 / / /23 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /24 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /25 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /26 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1249规格Φ108×8.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号27 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /28 3817 2016.05.14 20# GTAW+SMAW CHG-S5/CHE427 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1253规格Φ159×7.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /2 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /3 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /4 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /5 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /6 4475 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /7 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /8 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /9 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /10 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /11 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /12 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /13 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022/ / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1253规格Φ159×7.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1401682016.05.1300Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 1501682016.05.1300Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 1601682016.05.1100Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 1701682016.05.1100Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 18D01682016.05.1100Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 1944752016.05.1100Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 2044752016.05.1100Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 2144752016.05.1120#GTAW+SMAW CHG-S5/CHE427 / / / 22D44752016.05.1100Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 2344752016.05.1100Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / / 2444752016.05.1100Cr17Ni14Mo2GTAW+SMAW ER-316L/A022/ / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1254规格Φ57×4.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /2 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /3 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /4 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /5 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /6 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /7 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /8 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /9 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /10 1515 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L/ / /11 1515 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L/ / /12 1515 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L/ / /13 1515 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L/ / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1254规格Φ57×4.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号14 1515 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /15 1515 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /16 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /17 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /18 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /19 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /20 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /21 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /22 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /23 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /24 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /25 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /26 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1254规格Φ57×4.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号27 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /28 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /29 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /30 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /31 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /32 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /33 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1254/1规格Φ57×4.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /2 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /3 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /4 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /5 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /6 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /7 4033 2016.05.11 00Cr17Ni14Mo2 GTAW ER-316L / / /8 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /9 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /10 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /11 4033 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /12 0168 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /13 0168 2016.05.12 00Cr17Ni14Mo2 GTAW ER-316L / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1254/1规格Φ57×4.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1440332016.05.1300Cr17Ni14Mo2 GTAW ER-316L / / / 1540332016.05.1300Cr17Ni14Mo2 GTAW ER-316L / / / 1640332016.05.1300Cr17Ni14Mo2 GTAW ER-316L / / / 1740332016.05.1300Cr17Ni14Mo2 GTAW ER-316L / / / 1801682016.05.1300Cr17Ni14Mo2 GTAW ER-316L / / / 1901682016.05.1300Cr17Ni14Mo2 GTAW ER-316L / / / 2001682016.05.1300Cr17Ni14Mo2 GTAW ER-316L / / / 2140332016.05.1300Cr17Ni14Mo2 GTAW ER-316L / / / 2240332016.05.1200Cr17Ni14Mo2 GTAW ER-316L / / / 2340332016.05.1200Cr17Ni14Mo2 GTAW ER-316L / / / 2440332016.05.1200Cr17Ni14Mo2 GTAW ER-316L / / / 2540332016.05.2100Cr17Ni14Mo2 GTAW ER-316L / / / 2640332016.05.2100Cr17Ni14Mo2 GTAW ER-316L / / / 属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1254/1规格Φ57×4.0加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号27 4033 2016.05.21 00Cr17Ni14Mo2 GTAW ER-316L / / /28 4033 2016.05.21 00Cr17Ni14Mo2 GTAW ER-316L / / /29 4033 2016.05.21 00Cr17Ni14Mo2 GTAW ER-316L / / /30 4033 2016.05.21 00Cr17Ni14Mo2 GTAW ER-316L / / /31 4033 2016.05.21 00Cr17Ni14Mo2 GTAW ER-316L / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1259规格Φ89*5.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 0168 2016.05.07 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /2 0168 2016.05.07 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /3 0168 2016.05.07 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /4 1515 2016.05.07 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /5 0168 2016.05.07 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /6 0168 2016.05.07 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /7 0168 2016.05.07 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /8 0168 2016.05.07 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /9 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /10 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /11 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /12 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /13 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1259规格Φ89*5.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号14 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /15 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /16 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /17 0168 2016.05.09 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /18 0168 2016.05.10 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /19 0168 2016.05.10 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /20 0168 2016.05.10 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /21 0168 2016.05.10 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /22 0168 2016.05.10 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /23 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /24 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /25 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /26 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1259规格Φ89*5.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号27 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /28 0168 2016.05.13 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / / 29D 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /30 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /31 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / / 32D 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /33 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /34 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / / 35D 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /36 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /37 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / / 38D 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / / 39 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1259规格Φ89*5.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号40 0168 2016.05.21 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1259/1规格Φ89*5.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号1 1515 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /2 1515 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /3 1515 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /4 4475 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /5 4475 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /6 4475 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /7 4475 2016.05.16 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /8 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /9 1515 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /10 1515 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /11 1515 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /12 1515 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /13 1515 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日Y/LL-B-2919-2014压力管道焊接记录检修项目名称辽河石化公司2016年减粘装置优化改造管线号P-1259/1规格Φ89*5.5加热方法/焊缝编号焊工编号焊接日期材质焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)无损检测报告编号14 1515 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / / 15D 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /16 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /17 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /18 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /19 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /20 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /21 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /22 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /23 4475 2016.05.22 00Cr17Ni14Mo2 GTAW+SMAW ER-316L/A022 / / /属地单位施工单位技术负责人:年月日质量检查员:年月日。
工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月15日/16日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号200-PF-806-1S1 废水125-PF-80(1~6)-1S1 T101 SS304 常温10KG 8690-2014/SC-HB00-13焊缝示意图:架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm 烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰G1~G22 GTAW /SMAW 4 2 304/A1021.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 /自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月15日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号125-PF-801~5-1S1 废水S802A~E 200-PF-806-1S1 SS304 常温10KG 8690-2014/SC-HB00-13焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力王进Ga1-6 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 / 宋波Gb1-6 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 / 王进Gc1-6 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 / 宋波Gd1-6 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 2 60 / 自检情况施工单位:上海天德建设(集团)有限公司填报人:工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月17、18日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号80-SL-802、4、6、8、10-1S1 污泥P801A、B、C、D、E S802A/B/C/D/E SS304 常温10KG 8690-2014/SC-HB00-13焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力王进Ga1-21/Ha1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3 60 / 王进Gb1-21/Hb1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3 60 / 王进Gc1-21/Hc1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3 60 / 王进Gd1-21/Hd1/2 GTAW 4 2 304 1.2 直流正接80-100 20-30 0.8-1.0 3 60王进Ge1-21/He1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3 60 / 自检情况施工单位:上海天德建设(集团)有限公司填报人:工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月17、18日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号125-SL-801、3、5、7、9-1S1 污泥T801 P801A~E SS304 常温10KG 8690-2014/SC-HB00-13焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力王进Ga1-9/Ha1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60 / 王进Gb1-9/Hb1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60 / 王进Gc1-9/Hc1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60 / 王进Gd1-9/Hd1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60王进Ge1-9/He1 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3 60 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月17、18日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号100-SL-111/112/113/115-1S1 污泥S103 P103A/B SS304 常温10KG 8690-2014/SC-HB00-04焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰G1-G16 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Ga1-4/Ha1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Gb1-4/Hb1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Gc1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60冯琳杰Gd1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Ge1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月19日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号80-SL-114/116-1S1 污泥P103A/B T801 SS304 常温10KG 8690-2014/SC-HB00-04 焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰G1-G16 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Ga1-4/Ha1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Gb1-4/Hb1/2 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Gc1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60冯琳杰Gd1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 冯琳杰Ge1-8 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 5-10 60 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月19/20日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号100-SL-102/104/106/108-1S1污泥P102A/B/C/D T801 SS304 常温10KG 8690-2014/SC-HB00-04 150-SL-109/110-1S1200-SL-110-1S1焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力宋波G1-15 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3-8 55 / 王进Ga/b/c/d1~9 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3-8 55 / 王进Gs/t1-7 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3-8 55 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月20日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号100-SL-101/105-1S1 污泥S102A/C P102A/C SS304 常温10KG 8690-2014/SC-HB00-04 焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰H1-4 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 2-9 65 / 冯琳杰G1-30 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 2-9 65 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月21日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号100-SL-103/107-1S1 污泥S102B/D P102B/D SS304 常温10KG 8690-2014/SC-HB00-04 焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰H1-4 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3-8 60 / 冯琳杰G1-30 GTAW 4 2 304 1.2 / 直流正接80-100 20-30 0.8-1.0 3-8 60 / 自检情况工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月21日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号400-PF-119-1S1 废水S103 T102 SS304 常温10KG 8690-2014/SC-HB00-04 焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力宋波G1-9 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 3-8 60 / 自检情况管道焊接记录表工程名称:山东省博兴县洁源环保有限公司污水处理设施二期扩建项目日期:2014年12月22~24日单位工程:污水处理设施二期扩建预处理单元管线号介质名称来自至材质工作温度工作压力图号300-PF-107-1S1 废水T100 S101 SS304 常温10KG 8690-2014/SC-HB00-04 300-PF-108-1S1 废水300-PF-107-1S1400-PF-109-1S1SS304 常温10KG 8690-2014/SC-HB00-04 400-PF-109-1S1、200-PF-110~113-1S1 废水S101 S102A/B/C/D SS304 常温10KG 8690-2014/SC-HB00-04焊缝示意图架总数:个其中:滑动支架个、固定支架个、弹簧支架个、其他形式支架个;焊工姓名焊缝编号焊接方法焊接层数焊接材料焊接参数环境气候正面背面牌号规格mm烘干温度℃电源极性电流A 电压V 焊速(mm/秒)温度℃相对湿度℃风力冯琳杰H1-8 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 4-12 65冯琳杰G1-10 GTAW /SMAW 4 3 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 4-12 65冯琳杰S1-30 GTAW /SMAW 4 2 304/A102 1.2/3.2 / 直流正接80-100 20-30 0.8-1.0/0.9-1.1 4-12 65 / 自检情况施工单位:上海天德建设(集团)有限公司填报人:。