易飞LRP批次需求计划系统
- 格式:ppt
- 大小:1.79 MB
- 文档页数:36
Q1:发放LRP工单的时候报错:’单号抢号失败’?A1:原因是发放品号的BOM的核准状况是尚待核准的,把BOM的核准状况修改为已核准,再发放LRP工单就没有问题了,如果品号没有建立BOM也会出现这种情况。
Q2:维护批次生产计划里的工作中心是抓哪里的?A2:会首先抓品号信息中的MB068工作中心,如果此处为空则抓工厂下的第一个工作中心。
Q31RP发放工单提示:"处理完毕!抢单号一直失败,请稍后再运行!;Commits : 1 Records , Rollbacks : 0Records ;A3:只有部分计划被发放工单单号是日编的,目流水号是3位,最多容许999笔单号信息,而现有计划笔数为4593 ,所以会有提示,重新设置工单编码方式或编码格式,再发放工单,没有问题了。
Q4:一张订单2202-091014001跑LRP需求计划,跑的是毛需求,但是在维护批次生成计划中的生产数量都是0 ?A4:原因是这张订单2202-091014001已经跑过批次需求计划,也已经发放成工单了,现在跑的时候选的已发放料件的补充方式是补充差额的,订单是没有变更的,所以补充差额是没有生产数量的,选重新补充才可以跑出。
Q5:订单跑LRP跑不出来,需要检查哪些地方?A5:l、品号低阶码是否正确;2、产品品号是否为自制件或委外加工件;3、BOM是否正确;4、BOM 里面工单单别是否纳入MRP ; 5、来源单据是否有预交货日;6、品号补货政策是否为L\M ; 7、可以跑批次需求基本信息检核表来检查;8、来源订单是否跑过LRP计划,且没有发放计划。
Q:生成批次需求计划高级选项中的合并发放是什么意思?A:当品号设置有最低!卜量等信息时,多张来源单据跑LRP时勾选合并发放,那么此品号多笔信息合并考虑一次身师卜量,不会每笔都考虑身师卜量,造成库存积压。
Q:发放LRP工单无任何符合信息?A:发放的是委外工单,在维护生产计划的单身委外单价为0 ,所以在高级选项里要勾选发放委外工单的委外单价为0者,才可发放委外工单。
--富威塑胶五金制品厂ERP系统PMC操作手册、作来细则富威塑胶五金制品厂ERP企业管理信息系统ERP系统排名从部门操作手册作业细则编制:杨江勇核准审核:、、生成批次需求作业:如图1-1所示在基本选项页面中输入计划依据,选取工厂、选取来源单别、单号、序号,如计划依据选取按订单,则来源单据为订单的单号。
输入计划批号:系统默认的计划批号为来源单据的单别+单号+序号,为便於后续模块单据作业跟催,此栏以系统默认为准,不提倡计划人员自行更改;图1-1图1-2、、维护批次生产计划-按品号作业;⏹计划人员在处理完生成批次需求作业,至此作业将已生成的批次生产计划信息以品号的方式、查询、更改、删除其生产计划信息。
⏹进入维护批次生产计划—按品号作业程式进入如图2-1页面,点击查询按钮输入刚才生成计划批号;⏹在页面计划人员主要维护生产数、完工日、等栏目;选定单身记录点击此处即可看到此品号组成材料及用量图2-1图2-2⏹如图在计划人员可以根据订单及生产需要针对单身的记录一一锁定;发放LRP工单时可以针对锁定的生产计划一一发放;⏹预计进货:已下采购单未进货⏹预计请购:已下请购单未转为采购单⏹预计生产:已开工单未生产数⏹预计销售:已下订单未销货(即订单未交数)⏹预计领用:生产工单预计需领用数量;⏹计划采购:已生成采购计划未发放请购单数量⏹计划生产:已生成生产计划未发放LRP工单的数量⏹计划领用:已生成生产计划需领用的数量;⏹计划销售:预测订单未交数量;图2-3三、可用量查询:⏹作业说明:当计划人员对通过ERP系统中所跑出生产计划中生产数量有疑问时,应到库存管理模块中打开查询库存状况程式作业如图2-3所示;1、在输入查询的品号3预计可用数量可做为计划考量依据2、选定查询库存可用量页面图2-3⏹计划人员在生成LRP需求时可以根据需要只生采购计划或只生成生产计划;四维护批次采购计划—按品号⏹作业目的:可以将已生成的批次采购计划信息以品号的方式,查询,更改删除其计划信息;如图4-1所示;⏹作来说明:如果由人工方式计划其采购计划信息,可由计划者按品号方式输入其计划信息,注意由人工输入时计划信息一般都需锁定再运行其批次计划;⏹单身字段输入控制。
一、企业简介A 企业“光华家具公司",经营的是家具类产品,作为一般纳税人,需要缴纳税率为17%的增值税,税号是:TAX011;这个企业经营五种家具类产品沙发,大班椅,组合柜,躺椅,藤椅,办公椅.分别由五个事业部运作,其中办公椅为自主生产。
五个事业部都有各自的信息技术人员,销售,采购,仓管,财务人员,而财务人员又分应付,应收负责人经营的五种产品各自放在各自的库中,不能混放.五个事业部有不同的市场,客户完全不同。
五个事业部的采购渠道完全不同.二、企业业务流程简介家具市场上近日非常流行一款办公椅,受到广大消费者的喜爱。
1 市场:2003/12/05 销售员蔡春接到客户“中实集团”的一个订货电话,购买新款办公椅100 张,要求2003/12/26 交货。
2 订单:当日签订了销售合同,合同内容约定每张办公椅含税单价为600 元,交货时随货附发票,交货后一天内付款,并以银行转账支票结算.3 需求计划:生管人员焦永涛根据这张订单去做批次需求计划,生成生产计划:生产办公椅100 张,2003/12/12 开工;由于生产办公椅需要的原材料底座的现有库存量不能满足生产的需求,所以生成这类原材料的采购计划,预计进货日2003/12/11。
4 发放计划:生管人员审查生产计划与采购计划,确认无误,将生产计划发放成工单到办公椅加工中心;将采购计划发放成采购单。
5 原材料采购与应付:采购员李文依据采购单与供应商嘉禾加工厂签订采购合同,合同内容为:50 个底座于2003/12/11 到货,每个底座的含税单价为100 元,随货附发票,并以银行转账支票结算。
6 原材料入库与付款:2003/12/11 库管员刘争收到‘嘉禾加工厂’运来的底座50 个,刘争核对采购合同将50 个底座验收入库到原材料仓,并将验收单转交给财务应付人员李丽,财务应付李丽收到供应商交到的100*50=5000 元的采购发票,核对验收单,登记应付账款,财务根据供应商‘嘉禾加工厂’的请款要求,以转账支票形式付货款100*50 =5000 元.7 生产派工:生管人员焦永涛依据工单自动生成工单工艺,作为派工单发放给办公椅加工中心,另外一联由生管留存;8 车间投料:2003/12/12 正式开工,生管人员焦永涛进行投料,并将投料单移转给仓管人员刘争进行备料;9 生产加工与产成品入库:办公椅加工中心收料后,开始第一道工艺进行打磨,2003/12/19 第一道工艺完工,生管人员焦永涛录入转移单,记录第一道工艺的完工信息,审查无误后将打印出的单据与加工实物转移到下一道工艺;组装工艺收到转移过来的原料,审查转移单信息是否与实物符合;审查无误后,于2003/12/22 开始第二道工艺进行组装;2003/12/25 张办公椅组装完毕,进行成品入库,生管人员焦永涛填写生产入库单,仓管人员刘争审查入库单信息是否与入库的实物符合并将100 张办公椅验收入库.生产过程中,生管部门或加工中心可制作“工单工艺生产状况表”、“工作中心生产状况表”、“工作中心在制明细账”来了解工单工艺移转生产的状况.10 产成品销售与应收:2003/12/26 蔡春准备给中实集团发货。
国家开放大学电大《ERP原理与应用》实验1订单与批次需求计划(LRP)实验作业答案实验1 订单与批次需求计划(LRP)实验本实验包括两个部分:1.订单录入2.生成批次需求计划(LRP)订单录入与批次需求计划报告单内容:1.完成订单录入,生成物料需求计划和生产计划;2.单据包括:订单、工单和采购单。
步骤:1、修改系统时间,登陆“易飞”系统,进入“录入客户订单”—“销售管理”子系统,打开“录入客户订单”,新增客户订单,输入相应的数据,保存订单,查询客户订单,查询已录入的订单,从系统显示的订单信息中,选择要查看的订单,查看订单详细信息,退出“录入客户订单”2. 进入“生产管理”系统—“批次需求计划”子系统,打开“设置批次计划”,设置批次计划,退出“设置批次计划”。
3. 进入“生成批次需求计划”,生成批次需求计划,设置“基本选项”中的选项,设置“高级选项”中的选项,生成本订单的批次需求计划。
4. 维护批次生产计划,进入“维护批次生产计划”,查询现有的批次生产计划,5. 发放LRP工单,打开“发放LRP工单”,设置本次发放的过滤条件(基本选项设置),选择“基本选项”,设置本次发放的过滤条件(高级选项),选择“高级选项”,发放工单。
6. 查询发放的LRP工单,进入“录入工单”,查询已发放的工单,从系统显示的工单信息中,选择要查看的工单,查看工单详细信息。
退出“录入工单”。
7. 维护批次采购计划,进入“维护批次采购计划”,查询现有的批次采购计划。
8. 发放LRP采购单,打开“发放LRP采购单”,设置本次发放的过滤条件(基本选项),选择“基本选项”,设置本次发放的过滤条件(高级选项),选择“高级选项”,发放采购单。
9. 查询发放的LRP采购单,进入“录入采购单”,查询已发放的采购单,从系统显示的采购单信息中,选择要查看的采购单,查看采购单详细信息,退出“录入采购单”。
三、实验成果提交(要求:将实验结果画面复制下来,粘贴在此处。

ERP原理与应用实验报告模板(1)启动易飞ERP系统首先进入ERP系统。
在WINDOWS界面下,点选“易飞ERP”系统。
出现启动界面:出现登录界面,输入相应的帐号和口令。
则可进入易飞ERP系统。
易飞——ERP系统主画面如下:(2)订单的录入鼠标点击进销存管理系统-销售管理子系统(3)、录入客户订单-新增(4)、选择订单单别-确定2、生成批次需求计划生管人员焦永涛根据这张订单去做批次需求计划;生成生产计划:生产办公椅400 张,2010/09/18开工;由于生产办公椅需要的原材料底座的现有库存量不能满足生产的需求,所以生成这类原材料的采购计划,预计进货日2010/09/17;生管人员审查生产计划与采购计划,审核后确认无误,将生产计划发放成工单到办公椅加工中心。
操作:从左边的树状结构处选择“生产管理”之“批次需求计划系统”。
按图中顺序进行操作。
按图中顺序进行操作。
定的采购计划发放到采购管理子系统的正式采购单或请购单。
步骤:发放LRP采购单-选择供应商-确定-选择供应商信息-确定-计划批号-确定-高级选项-单别信息查询-采购单据-确定-输入采购人员-002李文确定-直接处理6、发放LRP工单将批次生产计划全部发放至工单管理系统成为正式工单,发入的工单可以到工单作业中查询。
步骤:发放LRP工单-单别信息查询-确定-工单单别-高级选择项-直接处理四、实验成果提交(要求:将实验结果画面复制下来,粘贴在此处。
)1、录入客户订单截图2、按批次需求计划截图3、维护批次生产计划截图4、维护批次采购计划截图5、发放LRP采购单截图6、发放LRP工单截图五、实验中遇到的难点及解决办法在实验操作过程中,我遇到了一些问题。
第一,在填写客户订单的时候没有注意到单价和数量,因为在默认状态下数量为零,如果没有修改,则会在财务方面结算的时候发现金额为零,造成错误。
第二,在整个实验过程中,进行每一项操作都需要注意时间的改动,否则在之后的操作过程中会出现问题,比如填写打磨完工日时如果距离完工日较远,则在此后的操作过程中会出现提前交货的提示。
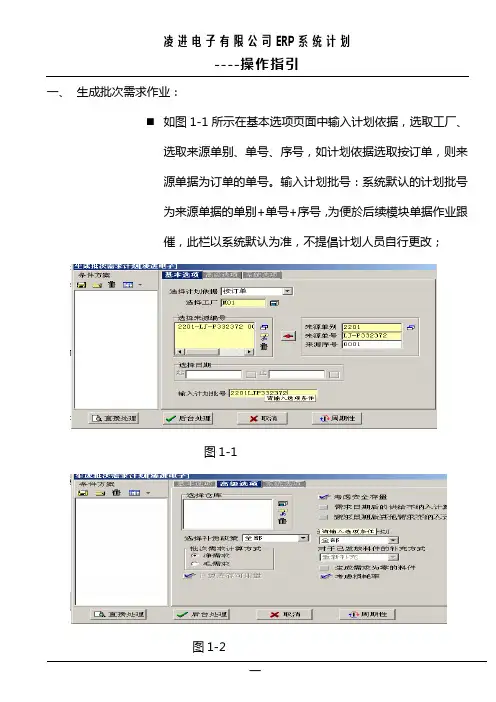
一、生成批次需求作业:如图1-1所示在基本选项页面中输入计划依据,选取工厂、选取来源单别、单号、序号,如计划依据选取按订单,则来源单据为订单的单号。
输入计划批号:系统默认的计划批号为来源单据的单别+单号+序号,为便於后续模块单据作业跟催,此栏以系统默认为准,不提倡计划人员自行更改;图1-1图1-2二、维护批次生产计划-按品号作业;⏹计划人员在处理完生成批次需求作业,至此作业将已生成的批次生产计划信息以品号的方式、查询、更改、删除其生产计划信息。
⏹进入维护批次生产计划—按品号作业程式进入如图2-1页面,点击查询按钮输入刚才生成计划批号;⏹在页面计划人员主要维护生产数、完工日、等栏目;图2-1 选定单身记录点击此处即可看到此品号组成材料及用量图2-2⏹如图在计划人员可以根据订单及生产需要针对单身的记录一一锁定;发放LRP工单时可以针对锁定的生产计划一一发放;⏹预计进货:已下采购单未进货⏹预计请购:已下请购单未转为采购单⏹预计生产:已开工单未生产数⏹预计销售:已下订单未销货(即订单未交数)⏹预计领用:生产工单预计需领用数量;⏹计划采购:已生成采购计划未发放请购单数量⏹计划生产:已生成生产计划未发放LRP工单的数量⏹计划领用:已生成生产计划需领用的数量;⏹计划销售:预测订单未交数量;图2-3三、可用量查询:⏹作业说明:当计划人员对通过ERP系统中所跑出生产计划中生产数量有疑问时,应到库存管理模块中打开查询库存状况程式作业如图2-3所示;图2-3⏹ 计划人员在生成LRP 需求时可以根据需要只生采购计划或只生成生产计划;四 维护批次采购计划—按品号⏹ 作业目的:可以将已生成的批次采购计划信息以品号的方式,查询,更改删除其计划信息;如图4-1所示;⏹ 作来说明:如果由人工方式计划其采购计划信息,可由计划者按品号方式输入其计划信息,注意由人工输入时计划信息一般都需锁定再运行其批次计划;⏹ 单身字段输入控制。
若用户无审核权限者,则单身信息仅可更1、在输入查询的品号改以请购相关字段,采购品号,采购数量,采购单位,采购日,锁定码,备注,仓库编号;图4-1五、发放LRP 工单作业;⏹作业目的:在生产计划生成后,经确认无误,且需转为正式工单时,可利用本作业发放。
LRP补充方式说明在我们的系统中,作业生成批次需求计划中提供了针对跑毛需求的三种补充方式,分别是:重新补充;补充差额;不再补充。
下面分别针对这三种方式进行说明以及系统演示。
一.三种补充方式的说明首先介绍一下已发放量的概念。
针对自制件以及委外件,当计划的来源是订单的时候,已发放量指工单单头订单单号为此订单,并且工单的产品品号为对应品号的这些非作废的工单上的预计产量之和。
当计划来源为工单时,则指工单工单单头来源工单单号为此工单,并且工单的产品品号为对应品号的这些非作废的工单上的预计产量之和。
当计划来源为LRP生产计划时,则指工单单头计划批号为为此来源计划批号,并且工单的产品品号为对应品号的这些非作废的工单上的预计产量之和。
当计划来源为销售预测时,则指工单单头订单单号为此预测号,订单单别为‘****’,并且工单的产品品号为对应品号的这些非作废的工单上的预计产量之和。
针对采购件,采购单单身的参考单号为来源单号以及请购单的参考单别单号序号为来源单别单号序号,并且采购单以及请购单上的品号为来源上的品号,汇总这些非报废的采购单以及请购单上的数量即为已发放量。
重新补充是指不考虑计划生成的单据,也即不考虑已发放量。
还是像第一次跑计划一样处理,生成对应的计划信息。
补充差额则是会考虑已经发放计划生成的单据,即考虑已发放量。
生成的计划数量是毛需求与已发放量的差额。
不再补充是指不管之前毛需求和已发放量之间的差额是多少,只要有已发放量,生成的计划中的生产数量、加工数量、采购数量、需求数量就是0 。
二.三种补充方式的系统演示首先我们先看一下品号信息,目前存在三个品号各自信息如下表,均为新建的品号,所以库存量为0并且安全存量设置为0。
品号属性补货政策最低补量补货倍量领用倍量K M.自制件L.按LRP需求0 0 0K01 P.采购件L.按LRP需求0 0 0K02 P.采购件L.按LRP需求0 0 0BOM结构如下图:目前有一张订单信息如下:订单数量为10这个订单执行生成计划的时候,三种补充方式任选其一就可以了。

ERP操作手册PMC系统特色:PMC是物料的控制者,是制令的发出者,其对整个生产计划,采购计划有着重要作用,系统提供了批次需求计划的功能,增强了PMC实时掌握生产,采购情况,因此做出合理的生产计划与采购计划.同时,系统提供了自动移转请购,工单的功能,能使系统单据环环相扣,因而增强了单据的可追溯性.LRP 提供了凈需求功能.一.进入操作模块的流程:1.单击<生产管理>进入生产管理模块,然后再点击<批次需求计划>(即Lot Requirements Planning.简称:LRP)进入<批次需求计划系统>模块.二.批次需求计划处理流程:1.在<批次需求计划系统>模块的画面上点击<生成批次需求计划>进入<生成批次需求计划>画面.分别有基本选项,高级选项,系统选项.A.<基本选项>操作要领:a.<选择计划依据>的设定:点下拉符号<▼>,有4个选项,分别是:<按工单>,<按订单>,<按计划来源>,<按MPS计划>.选择<按订单>,(注意:有颜色的为必选项).见下图b. <选择工厂>的设定:点击:旁边的方块符号,会弹出查询窗口,选择<01:即格第电子>,然后点击<确定>.c. <选择来源编号>的设定:点击, 可以开窗点选相就订单(可选择多张订单)见下图d. <输入计划批号>的设定:将鼠标移到<输入计划批号>的栏内,单击标鼠就会出现计划批号了,此时<来源单别>和<来源单号>也会自动出现.B .<高级选项>操作要领: 点击高级选项进入画面.选择按订单做为计划依据a.<选择补货政策>的设定: 点下拉符号<▼>,有3个选项,分别是:<按要求>,<按批补货>,<全部>.我们一般选<全部>.b.<批次需求计算方式>的设定:有<凈需求>和<毛需求>,系统默认为<凈需求>,且<计算库存可用量>默认为<v>.如果选择<毛需求>,则<计算库存可用量>变为可选项,要把此项的<v>去掉.在ERP实施的初期,一般选择<毛需求>,待ERP运行稳定后,再视情况选择<凈需求>.c.<选择需生成的计划>的设定: 点下拉符号<▼>, 有3个选项, 分别是:<生产计划>,<采购计划>,<全部>.在ERP实施初期,我们一般选<全部>,待ERP运行稳定后,其余两项视情况而定.d.<对于已发料件的补充方式>的设定:如果<批次需求计算方式>选择为<凈需求>.则此项默认为<重新补充>, 且不可更改.如果<批次需求计算方式>选择为<毛需求>.则此项会变为可选, 点下拉符号<▼>, 可以看到有3个选项,分别是:<不再补充>, <重新补充>,<补充差额>,三种选项将视不同的情况进行合理的选择.e.<生成需求为零的料件>和<考虑损耗率>都不要打<v>.C .<系统选项>:在ERP实施初期不需做任何设定,待ERP使用熟练后,再根据需要做设定.D . 设定完毕后,点击<直接处理>,此时如果系统正常,会显示出服务器的<批处理处理进度>,此时请你不要操作计算机,系统处理完<批次需求计划>后,会先显示出100%,过一会再显示出<处理完毕>,并显示出处理的成功记录和不成功的记录,请注意.确认完毕后,点击<OK>,关闭处理完毕画面.然后再点击<取消>,关闭<生成批次需求计划>画面.完成批次需求计划的操作后,紧接着就要进行<维护批次生产计划>和<维护批次采购计划>.三.维护批次生产计划:A.<维护批次生产计划>的方式有两种,<按品号>和<按开工日>,我们这里仅<按品号>进行说明.1点击<按维护批次生产计划-按品号>,进入功能画面,点击查询图标,进入<设置查询条件>画面. 见下图:B.<一般选项>操作要领:a.用鼠标点击查询字段下的<计划批号>,然后点下拉符号<▼>,可以看到有4个选项,分别是:<计划批号>,<备注>,<工厂>,<工厂名称>.我们一般选<计划批号>.b.<操作符>的意义:1. 等号=:表示只查询操作者在条件栏下输入的计划批号(如:2210608001) ,(其它批号一律不查询(如:2210608002),也称为精确查询.2. 大于或等于号>=: 表示只查询大于或等于操作者条件栏下输入的计划批号(如:2210608002以上的批号,含2210608002),不查询小于操作者输入的计划批号(如:2210608001以下的批号).3. 小于或等于号<=: 表示只查询小于或等于操作者条件栏下输入的计划批号(如:2210608002以下的批号,含2210608002),不查询大于操作者输入的计划批号(如:2210608003以上的批号).4. 大于号>: 表示只查询大于操作者条件栏下输入的计划批号(如:2210608002以上的批号,不含2210608002),不查询小于操作者输入的计划批号(如:2210608002以下的批号,含2210608002).5. 小于号<: 表示只查询小于操作者条件栏下输入的计划批号(如:2210608002以下的批号,不含2210608002),不查询大于操作者输入的计划批号(如:2210608002以上的批号,含2210608002).6. 不等于号<>: 表示查询操作者条件栏下输入的计划批号以外的批号(如:2210608002以外的批号),不查询操作者输入的计划批号(如:2210608002).7. LIKE:意为象什么什么一样,这是一个很笼统的概念,一般都不推荐用此项,也称为模糊查询.8. IN:意为在某某范围以内,表示只查询操作者条件栏下输入的两个计划批号范围内的单号(如:2210608002~2210608033以内的批号,含2210608002和2210608033).c.<AND>和<OR>的认识: 点击<AND>,然后点下拉符号<▼>,可以看到有2个选项,分别是:<AND>,<OR>,AND意为和,OR意为或者.D.<高级设置>操作要领:a.用鼠标点击<LA00计划批号>这边的下拉符号<▼>,可以看到有11个选项,分别是:<LA001计划批号>,<LA003备注>,<LA004工厂>,<MB002工厂名称>,<FLAG标识>,<MODI_DATE更改日期>, <MODIFIER更改者>,<CREATE DATE录入日期>,<USE_GTOUP组编号>,<CREATOR录入者>,<COMPANY公司编号>.操作者要根据选择的项,配合操作符和输入的条件.然后点击<添加>后,按<确定>即可查询.此时就会出现符合你选择条件的计划批号,如果操作者把含单身筛选条件的灰色方框打上勾<v>,那么可供查询的项目就更多了,操作者可根据自身的熟练程度灵活的运用.E.│维护生产计划与采购计划:a.生产计划,见下图图(1)操作员需对工单单别,工作中心,开工日,完工日,仓库,生产数量,如果是委外工单,还要对委外供货商进行相应维护.如果有某些工单暂时不需发放,勾选’锁定’即可,如需改取替代料,见下图b .维护批次采购计划:A.<维护批次采购计划>的方式有两种,<按品号>和<按开工日>,我们这里F3键可查取替代料仅<按品号>进行说明.1,进入功能画面, 按批号找出相应采购图(1)操作员对采购数量,仓库等进行维护.如有些材料暂时不发放,勾选’锁定’即可.四.发放LRP 请购单与工单:A.点击<发放LRP 请购单>,进入功能画面.B.在<基本选项>中,利用<选择计划批号>,同时注意锁定码的使用,选择你要发放LRP请购单的计划批号.C.在<高级选项>中的<输入单别>栏, 点击, 会弹出查询窗口,选择请购单别,点击<确定>,在<输入采购人员方式>栏, 点下拉符号<▼>,可以看到有2个选项,分别是:<输入指定采购人员>和<选择品号采购人员>,一般选<选择品号采购人员>,设置完毕后,点击<直接处理>,最后记下系统自动处理完毕后的请购单号即可.D.审核请购单,见下图:操作员可在采购管理子系统里的’录入请购单’画面找出相应批号的请购单,不单据没有审核前还可以进行数据维护,确认无误后进行审核,审核后的请购单上会出现红色的’核’字.E.发放LRP工单,见下图首先选择计划批号,选择工单单别(分委外,厂内工单),如果二者同时发放,则不需要选择,同时注意锁定码的就用,再看高级选项,见下图发放排序依据可选择:计划批号,品号,如果多计划同时发放,最好是选择前者,发放日期为系统日期,一般不做更改.最后点直接处理,等待系统自动完成后,记下生成的工单单别,单号.接下来在’工单委外子系统’里做工单的审核动作,见下图:未审核的工单状态码为’未生产’,而且单据上没有红色的’审’字,此时,单身信息还是能进行维护修改,但此时的工单单别不能再做修改.(状态码说明:2.已发料是指此工单已经有审核了的领料单,3.生产中是指此工单已经有过已审核了的入库单,但还没有生产完.Y.已完工是指此工单的入库数等于了预计产量.y.指定完工是指因客观原因,工单发生了变更,生产不能继续,最后由手工做变更完成).厂内/委外与高级设置,见下图:此处可查看到批号,订单单号信息,可做为查询条件如果性质为:2.委外工单,那么工做中心为不可选. 为 1.厂内工单,则委外供货商则不可选.未审核工单数量变化操作,见下图:重计用量数量说明:如果操作者在工单未审核前进行数量上的变化,那么就需要重计单身数据(需领用量),这时请选择用量计算按钮,展开方式:1.单阶,勾选重计已有单身者.最后点确定.总结:操作者确认工单无误后即可审核工单.提示:工单处在非1.未生产状态下时,将不能再解除审核.五.工单变更操作:说明: 对于尚未领料开工生产的工单,如果工单内容有所变动,可以直接加以修正或取消,但不应更动到实际已经发生的『已生产量』与『已领用量』.唯预计用料信息如果需要利用『用料计算』功能重新展开计算时,若确实已有领用数量的记载,将保留『已领用量』;若发现已领用量不正确时,可利用『批处理』中的『重新计算工单已领料数量』重新自领料单去累计该工单的材料实际『已领用量』.正在生产中的工单,如果因故要中断生产,不可以直接取消的.而应该先将已领出而尚未耗用的材料办理退料入库,已完成的成品办理生产入库.然后,再由计算机调出该工单,以手动方式指定该工单为『指定完工』.见下图:可改变工单状态可改预计产量F2键可查询单身信息图(1)指定结束工单可在’状态码’字段选择’y.指定结束’预计产量的改变需重计单身信息(见图2),单身信息的改变需按f2键(见图3)定即可.图(3)在材料品号处按f2键可查询单身所有信息,在需要变更的物料处双击,即可回到单身处做修改,(注已发料的物料不可改变品号.需领用量的改变不可小于已领用量),如果要新增一材料,可在变更单单身处重新录入,系统自动视其为新增材料.六.录入委外核价单图(1)点新增,选择单别,选择委外供就商,含税是否勾选视实际状况而定,单身输入品号,输入委外单价,选择生效日期即可,委外核价单需要审核.。
001订单与批次需求计划(LRP)实验ERP原理与应用实验报告实验目的:1.了解ERP系统中订单与批次需求计划之间的业务流和信息流;2.理解批次需求计划的主要作用与目的;3.初步了解主要的基础数据含义及其设置方法;4.掌握订单录入、批次需求计划生成的基本方法。
实验要求:针对实验案例的每项工作,完成实验,并分别撰写实验步骤。
实验内容与步骤:一、实验内容1.完成订单录入,生成物料需求计划和生产计划;2.单据包括:订单、工单和采购单。
二、操作步骤如下1.订单的录入2010/09/01销售员XXX接到客户“XXX”的一个订货电话,购买新款办公椅400张,要求2010/09/30交货。
当日签订了销售合同,合同内容约定每张办公椅含税单价为600元,交货时随货附,交货后一天内付款,并以银行转账支票结算。
操作步骤:1) 启动易飞ERP系统;2) 进入ERP系统;3) 点击进销存管理系统-销售管理子系统;4) 录入客户订单-新增;5) 选择订单单别-确定。
2.生成批次需求计划生管人员根据订单生成批次需求计划和生产计划。
生产办公椅400张,2010/09/18开工;由于生产办公椅需要的原材料底座的现有库存量不能满足生产的需求,所以生成这类原材料的采购计划,预计进货日2010/09/17;生管人员审查生产计划与采购计划,审核后确认无误,将生产计划发放成工单到办公椅加工中心。
操作步骤:1) 从左边的树状结构处选择“生产管理”之“批次需求计划系统”;2) 按图中顺序进行操作;3) 点击“直接处理”或“后台处理”即可生成批次需求。
3.维护批次生产计划-按品号更改或是调整批次生产计划,查询开工日。
4.维护批次采购计划以上是本次实验的全部内容和步骤。
通过实验,我们初步了解了ERP系统中订单与批次需求计划之间的业务流和信息流,理解了批次需求计划的主要作用与目的,掌握了订单录入、批次需求计划生成的基本方法。
进行了更深入的了解。
在实验过程中,我发现系统的操作流程非常清晰,每一步都有详细的说明,让我很容易地完成了实验。
实验1订单录入与批次需求计划1.订单录入第1步:登录系统。
双击桌面上易飞ERP系统按钮的快捷方式,进入“系统登录”界面后,以“DS”账号登录到“光华家具3”账套中。
登录后,进入系统主界面,如图7-1所示。
图7-1 系统主界面本章实验公司账套为“光华家具3”,在登录系统时一律选择该公司;第2步:录入客户订单。
从系统主界面(如图7-1所示)左边树状结构处,选择“进销存管理”→“销售管理子系统”,进入“销售管理子系统”,单击“录入客户订单”模块,进入“录入客户订单”界面,按以下顺序进行操作:(1)单击“新增”按钮;(2)单击“订货单别”右边的图标,在打开的窗口内选择:DD(客户订单)。
(3)单击“客户编号”右边的图标,在打开的窗口内选择:ZS(中实集团)。
(4)单击“业务人员”右边的图标,在打开的窗口内选择:001(蔡青)。
(5)单身信息中,单击“品号”,在打开的窗口内选择:BGY(办公椅)。
输入“订货数量”:100。
输入“单价”:600。
双击“预交货日”空格,在打开的窗口内选择:2014-12-26。
(6)单击“保存”按钮,完成客户订单的录入,系统自动进入下一张客户订单的录入状态,单击“取消”按钮,关闭该界面。
第3步:进入“录入客户订单”界面,单击“查询”按钮,弹出查询条件对话框,直接单击“确定”按钮,列出客户订单信息列表,选择订单并双击,调出订单信息进行查看。
如图7-2。
单身信息中需要填制的选项,如在选项右边有图标的,表示该选项可以单击图标,在打开的窗口内选择信息填入,不需要手工输入,后边的操作均类似,不再一一说明。
“审核者”项为“DS系统管理员”,是系统自动回写为登录该系统的审核员。
【实验结果】本实验生成一张中实集团购买办公椅100把的客户订单。
预交货日:2014-12-26。
图7-2 客户订单界面2.生成批次需求计划(LRP)第1步:设置批次需求计划。
登录系统,在系统主界面(如图8-1所示)左边树状结构中,选择“生产管理”→“批次需求计划子系统”,进入“批次需求计划子系统”界面,单击“设置批次计划”模块,进入“设置批次计划”界面。
订单录入与批次需求计划报告单步骤:1、修改系统时间,登陆“易飞”系统,进入“录入客户订单”—“销售管理”子系统,打开“录入客户订单”,新增客户订单,输入相应的数据,保存订单,查询客户订单,查询已录入的订单,从系统显示的订单信息中,选择要查看的订单,查看订单详细信息,退出“录入客户订单”2. 进入“生产管理”系统—“批次需求计划”子系统,打开“设置批次计划”,设置批次计划,退出“设置批次计划”。
3. 进入“生成批次需求计划”,生成批次需求计划,设置“基本选项”中的选项,设置“高级选项”中的选项,生成本订单的批次需求计划。
4. 维护批次生产计划,进入“维护批次生产计划”,查询现有的批次生产计划,5. 发放LRP工单,打开“发放LRP工单”,设置本次发放的过滤条件(基本选项设置),选择“基本选项”,设置本次发放的过滤条件(高级选项),选择“高级选项”,发放工单。
6. 查询发放的LRP工单,进入“录入工单”,查询已发放的工单,从系统显示的工单信息中,选择要查看的工单,查看工单详细信息。
退出“录入工单”。
7. 维护批次采购计划,进入“维护批次采购计划”,查询现有的批次采购计划。
8. 发放LRP采购单,打开“发放LRP采购单”,设置本次发放的过滤条件(基本选项),选择“基本选项”,设置本次发放的过滤条件(高级选项),选择“高级选项”,发放采购单。
9. 查询发放的LRP采购单,进入“录入采购单”,查询已发放的采购单,从系统显示的采购单信息中,选择要查看的采购单,查看采购单详细信息,退出“录入采购单”。
三、实验成果提交(要求:将实验结果画面复制下来,粘贴在此处。
) 订单录入与批次需求计划:进销存管理-销售管理子系统-录入客户订单生产管理:批次需求计划系统-生成批次需求计划:维护批次采购计划:维护批次生产计划(按品号):发放LRP采购单:采购单:发放LRP工单:工单/委外子系统-工单:四、实验中遇到的难点及解决办法1、难点:在录入客户订单时,要求输入产品单价后,没有了下一步提示。