冲压设备工艺参数页
- 格式:pdf
- 大小:3.92 MB
- 文档页数:32

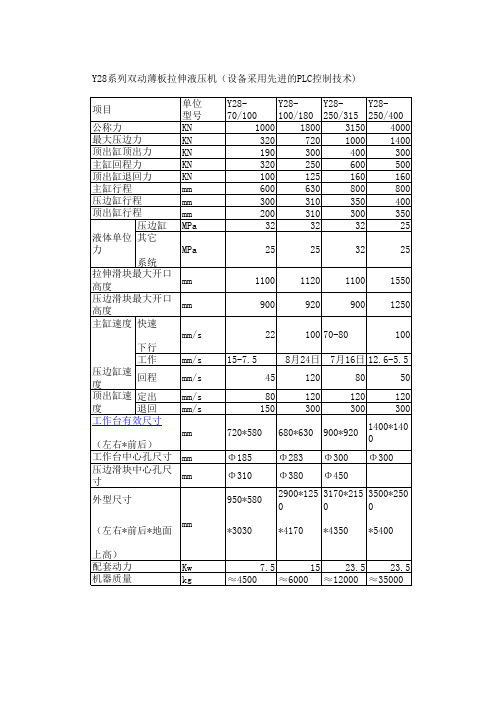

冲压参数指导表
冲压参数指导表是用于指导冲压加工过程中所需的各项参数的工具。
这些参数包括材料的性质、模具的设计、压力、速度、冷却等等。
通过合理地设置这些参数,可以保证工件的形状和尺寸精度,避免拉伸、开裂等缺陷的发生,提高冲压加工的效率和质量。
以下是冲压参数指导表的主要内容:
1. 材料的选择及性质分析,包括材料的成分、硬度、韧性、延展性等。
2. 模具的设计和制造,包括模具的结构、材料、表面质量、加工精度等。
3. 冲压加工的参数设置,包括压力、速度、冷却等,以确保工件的形状和尺寸精度,并避免拉伸、开裂等缺陷的发生。
4. 工艺流程的规划和优化,包括加工顺序、模具更换次数、材料利用率等。
5. 加工中的注意事项和常见问题的解决方法,包括模具的维护和保养、冲压过程中的安全措施、工件质量问题的分析和解决等。
通过使用冲压参数指导表,加工人员可以更加科学地制定冲压加工方案,提高生产效率和工件质量,减少生产成本和废品率,为企业带来更多的利润和竞争力。
- 1 -。

冲压磨具的精度控制关键工艺参数解析冲压磨具作为一种常见的加工工具,广泛应用于工业生产中。
其在加工过程中的精度控制是非常重要的,关键的工艺参数对于实现高精度加工起着至关重要的作用。
在本文中,将解析冲压磨具精度控制的关键工艺参数,帮助读者更好地理解和应用。
1. 压力控制参数在冲压磨具加工过程中,压力的控制是一项非常重要的工艺参数。
合理的压力控制可以确保加工件在冲压过程中不产生变形或变形尺寸偏差较小。
压力的大小应根据加工件的材质、尺寸和形状来确定。
过大的压力可能导致加工件变形,而过小的压力则会影响加工的精度和效率。
2. 速度控制参数除了压力参数外,冲压磨具加工过程中的速度控制也是至关重要的。
加工速度的选择应根据磨具与工件的接触情况、磨具的结构和材料等因素来确定。
过快的加工速度可能导致加工件表面粗糙度较高,而过慢的加工速度则会影响加工效率。
3. 温度控制参数温度是影响冲压磨具加工质量的另一个重要因素。
过高或过低的温度都可能导致加工件的变形或色彩变化。
因此,在冲压磨具加工过程中,控制加工区域的温度是非常关键的。
可以通过选择合适的冷却液、冷却方式和加工参数来控制加工区域的温度。
4. 磨具尺寸控制参数磨具的尺寸也是冲压磨具精度控制中的一个重要工艺参数。
磨具的尺寸应与工件的尺寸相匹配,以确保达到所需的加工精度。
磨具尺寸的控制涉及到磨具的设计、制造和装配过程等方面。
合理的磨具尺寸控制可以有效地提高冲压磨具加工的质量和效率。
5. 表面质量控制参数表面质量是衡量冲压磨具加工质量的重要指标之一。
在冲压磨具加工过程中,通过控制关键工艺参数,如磨具的清洁度、润滑剂的选择和表面氧化等因素,可以有效地控制加工件的表面质量。
这对于提高产品的外观质量和耐久性非常重要。
总结:冲压磨具的精度控制是非常重要的,关键工艺参数的选择和控制直接影响到加工质量和效率。
在实际应用中,需要综合考虑不同工艺参数之间的相互关系,合理选择和调整参数,以获得最佳的加工效果。

冲压设计说明书设计课题止动片零件冲裁工艺及模具设计学号姓名 09502150 张三系别机械与电子系班级 2009级模具二班指导教师目录冲压工艺及模具设计工作任务书冲压模具装配图及其模具零件图设计说明书 (1)一、冲压件工艺分析 (1)二、工艺方案及模具结构类型 (1)三、排样设计 (2)四、冲压力与压力中心计算 (2)五、工作零件刃口尺寸计算 (3)六、工作零件结构尺寸 (4)七、其它模具零件结构尺寸 (4)八、冲床选用 (4)九、冲压工艺规程 (5)十、参考资料 (7)冲压工艺及模具设计工作任务书班级:2009级模具二班授课学期: 2010—2011学年第一学期一、工作任务止动片零件冲裁工艺及模具设计二、工作要求1、分析零件的冲压工艺性;2、编制冲压工艺方案;3、编制冲压工艺卡片;4、设计并绘制一套模具装配图(手绘图和AUTOCAD图);5、设计并绘制一套工作零件图(AUTOCAD图);6、编写零件的冲压设计说明书一份。
三、考核评价1、该设计任务的考核按优秀、良好、中等、及格和不及格五级分制评价。
2、该设计任务的考核评价由小组考核和教师考核组成。
设计完成后,各小组根据各自组员的表现,通过互评给出考核评价分,教师根据学生的设计作品和答辩情况给出考核评价分,小组考核成绩和教师考核成绩分别占30%和70%。
3、该设计任务的考核作为冲压模具设计课程考核的一部分,重点考核对知识的应用能力以及职业素养,其考核成绩占课程综合成绩的40%。
零件名称止动片图号A007材料Q235 料厚1mm 生产批量大批量工件图材料:Q235 料厚1mm排样图材料数量比例A007-01-04 凸凹模材料数量比例A007-01-12 凸模T10A 2 1:1 共4张第3张材料数量比例A007-01-20 凹模板Cr12 1 1:1 共4张第4张止动片零件冲裁工艺及模具设计说明书张三 机电系2009级模具2班摘 要:本设计是由冲孔模、落料模设计组成。
冲压车间机械压力机技术参数商务车分公司冲压车间机械压力机技术参数使用手册编制审核批准商务车分公司技术部二00三年十二月冲压车间机械压力机技术参数一、A线机械压力机技术参数1、2000T六连杆机械压力机技术参数(第1台)(1). 公称力: 20000KN2).公称力行程: 13mm(下死点前)(3).滑块行程长度: 1000mm(4).滑块行程次数:连续7~18次/分(可调整),单次10次/分(5).最大装模高度: 1400mm(6).装模高度调整量: 750 mm(7).工作台板尺寸(左右x前后)4600x2600(mmxmm)(中心无槽)(9). 滑块附加垫板尺寸(数量:1块)4600x2600x120(长x宽x厚)(10).拉伸垫能力:400……4000KN(可编程自动调整)(11).拉伸垫行程:50……350mm(可编程自动调整)(12). 移动工作台:数量 2个/台;移动方式:MBC型(左移)(13). 气垫顶出孔布置形式:150x150xφ40(孔数14*26)(14). 工作台T型槽布置形式: 300x36(15). 打杆形式:气动式;(16). 打杆行程: 250mm(17). 压缩空气的工作压力: 0.5Mpa(18)单顶冠面积 3900x2000(mmxmm)(19). 压机地面以上高度:≤11000mm2、1000T四点机械压力机(第2、5台)(1). 公称力: 10000KN(2).公称力行程: 13mm(下死点前)(3).滑块行程长度: 800mm(4).滑块行程次数:连续7~16次/分(可调整),单次10次/分,单次10次/分,模具调试3~6次/分(5).最大装模高度: 1400mm(6).装模高度调整量: 750 mm(7).工作台板尺寸(左右x前后)4600x2500(mmxmm)(中心无槽)(8). 滑块底面尺寸(左右x前后) 4600x2500(mmxmm)(9). 滑块附加垫板尺寸(数量:1块)4600x2500x150(长x 宽x厚)(10).拉伸垫能力:0……2500KN(可编程自动调整)(11).拉伸垫行程:0……300mm(可编程自动调整)(12). 移动工作台:数量 2个/台;移动方式:MBC型(左移)(13). 气垫顶出孔布置形式:150x150xφ40(孔数12*26)(14). 工作台T型槽布置形式: 300x36(15). 打杆形式:气动式;(16). 打杆行程: 200mm(17). 压缩空气的工作压力: 0.5MPa(18). 压机地面以上高度:≤10000mm3、800T单动四点机械压力机(第3、4台)(1)公称压力: 8000KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 800mm(4)行程次数:连续7~16次/分(可调整),单次10次/分,模具调试3~6次/分(5)最大封闭高度: 1400mm(6)调节量: 750mm(7)工作台面尺寸:(左右x前后) 4500mmx2400mm(中心无槽)(8)滑块底面尺寸(左右x前后) 4500x2400(mmxmm)(9)滑块附加垫板尺寸(数量:1块)4500x2400x150(长x 宽x厚)(10)拉伸垫能力: 0------2000KN (可编程自动调整)(11)拉伸垫行程: 0------250mm (可编程自动调整)(12)压缩空气的工作压力: 0.5MPa(13)工作台移动方向:左移(14)移动工作台数量 2个, MBC型(15)气垫顶出孔布置形式:150x150xφ40(孔数12*26)(16)工作台T型槽布置形式: 300x36(附图)(17)打杆形式:气动式(18)打杆行程: 200mm(19)压机地面以上高度:≤10000mmB1线压力机主要技术规格及参数1、1000T压力机主要技术规格及参数(第1台)(1)公称力: 10000KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 700mm(4)滑块行程次数: 8~14次/分(可调整)(`5)最大装模高度: 1300mm(6)装模高度调整量: 750 mm(7)工作台板尺寸(左右x前后)4000x2200(mmxmm)(中心无槽)(8)滑块底面尺寸(左右x前后)4000x2200(mmxmm)(9)滑块附加垫板尺寸(数量:1块)4000x2200(mmxmm)(10)拉伸垫能力: 2500KN(11)拉伸垫行程:0┈300mm(可调整)(12)移动工作台:数量 2个/台;移动方式:MBC型(左移)(13)气垫顶出孔布置形式:150x150xφ40(孔数10*22)(14)工作台T型槽布置形式: 300x36(15)打杆形式:气动式;孔:φ30(直径)(16)打杆行程: 150mm(17)压机地面以上高度:≤10000mm2、800T四点单动机械压力机(第2、3台)(1)公称力: 8000KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 700mm(4)滑块行程次数: 7~14次/分(可调整)(5)最大装模高度: 1300mm(6)装模高度调整量: 750 mm(7)工作台板尺寸(左右x前后)4000x2200(mmxmm)(中心无槽)(8)滑块底面尺寸(左右x前后)4000x2200(mmxmm)(9)拉伸垫能力: 2000KN(10)拉伸垫行程:0┈300mm(可调整)(11)移动工作台:数量 2个/台;移动方式:MBC型(12)气垫顶出孔布置形式:150x150xφ40(孔数10*22)(13)工作台T型槽布置形式: 300x36(14)打杆形式:气动式;(15)打杆行程: 150mm(16)压机地面以上高度:≤9000mm630T压力机主要技术规格及参数(第4、5台)(1)公称力: 6300KN(2) 公称力行程: 13mm(下死点前)(3)滑块行程长度: 500mm(4)滑块行程次数: 12次/分(5)最大装模高度: 1100mm(6)装模高度调整量: 400 mm(7)工作台板尺寸(左右x前后)4000x2000(mmxmm)(中心无槽)(8)滑块底面尺寸(左右x前后)4000x2000(mmxmm)(9)拉伸垫能力: 600x2=1200KN(10)拉伸垫行程: 250mm(11)移动工作台:数量 2个/台;移动方式:MBC型(12)气垫顶出孔布置形式:150x150xφ40(孔数10*22)(13)工作台T型槽布置形式: 300x36(14)打杆形式:气动式(15)打杆行程: 200mm(16)压机地面以上高度: 8000mmB2线压力机主要技术规格及参数1、1200T压力机主要技术规格及参数(第1台)(1)公称力: 12000KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 800mm(4)滑块行程次数: 8~14次/分(可调整)(`5)最大装模高度: 1300mm(6)装模高度调整量: 660 mm(7)工作台板尺寸(左右x前后)4000x2400(mmxmm)(中心无槽)(8)滑块底面尺寸(左右x前后)4000x2400(mmxmm)(9)滑块附加垫板尺寸(数量:1块)4000x2400(mmxmm)(10)拉伸垫能力: 2800KN(11)拉伸垫行程:0┈300mm(可调整)(12)移动工作台:数量 2个/台;移动方式:MBC型(左移)(13)气垫顶出孔布置形式:150x150xφ40(孔数12*22)(14)工作台T型槽布置形式: 300x36(15)打杆形式:气动式;孔:φ30(直径)(16)打杆行程: 120mm(17)压机地面以上高度:≤10000mm2、1000T压力机主要技术规格及参数(第6台)(1)公称力: 10000KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 800mm(4)滑块行程次数: 8~14次/分(可调整)(`5)最大装模高度: 1300mm(6)装模高度调整量: 660 mm(7)工作台板尺寸(左右x前后)4000x2200(mmxmm)(中心无槽)(8)滑块底面尺寸(左右x前后)4000x2200(mmxmm)(9)滑块附加垫板尺寸(数量:1块)4000x2200(mmxmm)(10)拉伸垫能力: 2500KN(11)拉伸垫行程:0┈300mm(可调整)(12)移动工作台:数量 2个/台;移动方式:MBC型(左移)(13)气垫顶出孔布置形式:150x150xφ40(14)工作台T型槽布置形式: 300x36(15)打杆形式:气动式;孔:φ30(直径)(16)打杆行程: 150mm(17)压机地面以上高度:≤9000mm3、800T压力机主要技术规格及参数(第2、5台)(1)公称力: 8000KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 750mm(4)滑块行程次数: 8~14次/分(可调整)(`5)最大装模高度: 1300mm(6)装模高度调整量: 500 mm(7)工作台板尺寸(左右x前后)4000x2200(mmxmm)(中心无槽)(8)滑块底面尺寸(左右x前后)4000x2200(mmxmm)(9)滑块附加垫板尺寸(数量:1块)4000x2200(mmxmm)(10)拉伸垫能力: 2000KN(11)拉伸垫行程:0┈250mm(可调整)(12)移动工作台:数量 2个/台;移动方式:MBC型(左移)(13)气垫顶出孔布置形式:150x150xφ40(孔数10*22)(14)工作台T型槽布置形式: 300x36(15)打杆形式:气动式;孔:φ30(直径)(16)打杆行程: 120mm(17)压机地面以上高度:≤9000mm4、630T压力机主要技术规格及参数(第3、4台)(1)公称力: 6300KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 700mm(4)滑块行程次数: 8~14次/分(可调整)(`5)最大装模高度: 1300mm(6)装模高度调整量: 500 mm(7)工作台板尺寸(左右x前后)4000x2200(mmxmm)(中心无槽)(8)滑块底面尺寸(左右x前后) 4000x2200(mmxmm)(9)滑块附加垫板尺寸(数量:1块)4000x2200(mmxmm)(10)拉伸垫能力: 1500KN(11)拉伸垫行程:0┈250mm(可调整)(12)移动工作台:数量2个/台;移动方式:MBC型(左移) (13)气垫顶出孔布置形式:150x150xφ40(孔数10*22)(14)工作台T型槽布置形式: 300x36(15)打杆形式:气动式;孔:φ30(直径)(16)打杆行程: 120mm(17)压机地面以上高度:≤8500mmC2线机械压力机技术参数1、630T单动双点机械压力机(第1台)(1)公称压力: 6300KN(2)滑块行程: 500mm(3)公称压力行程 13mm(4)行程次数: 8-14次/分(5)最大封闭高度: 1100mm(6)调节量: 550mm(7)工作台面尺寸:3450mmx1600mm(中心无槽)(8)气垫压力:1500KNx1=1500KN (单顶冠)(9)气垫行程:0------250mm(可调整)(10)移动工作台数量 2个, MBC型(11)气垫顶出孔布置形式:150x150xφ40(孔数8*18)(12)工作台T型槽布置形式: 300x36(13)打杆形式:气动式(14)打杆行程: 120mm(15)压机地面以上高度:≤7500mm2、400T单动双点机械压力机(第2、3、4、5台)(1)公称压力: 4000KN(2)滑块行程: 500mm(3)公称压力行程 13mm(4)行程次数: 8-14次/分(5)最大封闭高度: 1000mm(6)调节量: 500mm(7)工作台面尺寸: 2800mm 1600mm(中心无槽)(8)气垫压力: 800KN(9)气垫行程: 0-----250mm(可调整)(10)移动工作台数量 2个, MBC型(11)气垫顶出孔布置形式:150x150xφ40(孔数8*14)(12)工作台T型槽布置形式:300x36(13)打杆形式:气动式(14)打杆行程: 120mm(15)压机地面以上高度:≤7500mmC1线压力机主要技术规格及参数1、630T压力机主要技术规格及参数(第1台)(1)公称力: 6300KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 500mm(4)滑块行程次数: 8~14次/分(可调整)(`5)最大装模高度: 1100mm(6)装模高度调整量: 550 mm(7)工作台板尺寸(左右x前后)3450x1600(mmxmm)(中心无槽)(8)滑块底面尺寸(左右x前后)3450x1600(mmxmm)(9)滑块附加垫板尺寸(数量:1块)3450x1600(mmxmm)(10)拉伸垫能力: 1500KN(11)拉伸垫行程:0┈250mm(可调整)(12)移动工作台:数量2个/台;MBC型(右移) (13)气垫顶出孔布置形式:150x150xφ40(孔数8*18)(14)工作台T型槽布置形式: 300x36(15)打杆形式:气动式;(16)打杆行程: 120mm(17)压机地面以上高度:≤8000mm2、630T压力机主要技术规格及参数(第5台)(1)公称力: 6300KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 500mm(4)滑块行程次数: 8~14次/分(可调整)(5)最大装模高度: 1100mm(6)装模高度调整量: 550mm(7)工作台板尺寸(左右×前后)2800×1600(mmxmm)(中心无槽)(8)滑块底面尺寸(左右×前后)2800×1600(mmxmm)(9)滑块附加垫板2块/台,尺寸:120x2800x1600 (10)拉伸垫能力: 1200KN(11)拉伸垫行程:0┈250mm(可调整)(13)移动工作台:数量2个/台;MBC型右移出(14)气垫顶出孔布置形式:150x150xφ40(孔数8*14)(15)工作台T型槽布置形式: 300x36(16)打杆形式:气动式(17)打杆行程: 120mm(18)压机地面以上高度:≤8000mm3、400T压力机主要技术规格及参数(第2、3、4台)(1)公称力: 4000KN(2)公称力行程: 13mm(下死点前)(3)滑块行程长度: 500mm(4)滑块行程次数: 8~14次/分(可调整)(5)最大装模高度: 1000mm(6)装模高度调整量: 500mm(7)工作台板尺寸(左右×前后)2800×1600(mmxmm)(中心无槽)(8)滑块底面尺寸(左右×前后)2800×1600(mmxmm)(9)滑块附加垫板2块/台,尺寸:120x2800x1600 (10)拉伸垫能力: 800KN(11)拉伸垫行程:0┈250mm(可调整)(13)移动工作台:数量2个/台;MBC型右移出(14)气垫顶出孔布置形式:150x150xφ40(孔数8*14)(15)工作台T型槽布置形式: 300x36(16)打杆形式:气动式(17)打杆行程: 120mm(18)压机地面以上高度:≤7500mm]。
冲压加工的工艺参数有哪些?一、材料选择冲压加工的材料选择是影响成品质量的重要因素。
不同材料的硬度、韧性和延展性各不相同,因此在进行冲压加工时需要根据所需产品的要求选择合适的材料。
常见的材料包括冷轧钢板、不锈钢、铝合金等。
二、冲模设计冲模设计是冲压加工中的关键环节,直接影响产品的成形质量和生产效率。
冲模的结构设计需要考虑产品的形状、尺寸和工艺要求,合理确定冲孔位置、角度和冲孔深度等参数。
同时,还需要保证冲模的强度和刚度,提高冲压机的工作性能。
三、冲压工艺参数冲压工艺参数是指影响冲压加工过程中产品形成和成品质量的关键参数。
常见的冲压工艺参数包括冲压速度、冲次数、冲孔力度和冲床的压力等。
合理的冲压工艺参数能够保证产品的精度和表面质量,降低工艺难度和生产成本。
四、冲压润滑剂的选择及使用冲压润滑剂在冲压加工过程中起到重要的作用,可以减少摩擦力,提高材料的塑性变形能力,降低成品表面的毛刺和瑕疵。
在选择冲压润滑剂时,需要考虑材料的特性、加工环境和加工要求,合理使用润滑剂可以提高产品的质量和生产效率。
五、冲床设备的选用和调整冲床设备的选用和调整是保证冲压加工成功的关键因素。
合理选择和调整冲床设备可以提高产品的成形精度和表面质量,增加生产效率和降低成本。
冲床设备的调整包括调节冲程、调整冲压速度、设置合适的冲床压力等。
冲压加工的工艺参数对产品的质量和效率有着重要影响,合理设计和调整这些参数对于保证产品的成形质量和生产效益至关重要。
同时,冲压加工过程中还需要注意加工工人的技术水平和操作规范,确保操作过程中的安全和稳定。
冲压加工作为一种重要的金属成形方法,在制造业中有着广泛的应用,因此对于工艺参数的研究和优化,具有重要的实际意义和理论价值。
通过不断的研究和创新,提高冲压加工的工艺水平,将为制造业的发展带来新的机遇和挑战。