5)总伸长率σ和总应变εk 。
6)硬化指数n。 7)厚向异性系数r。 8)板面内方向异性系数 r。
2.2.1 拉伸试验
1)屈服点σs
是指板材在由弹性变形开始进入塑性变形时的应力, 其数值为拉伸曲线上屈服平台的力Fs与试样原始截面 积A0之比。
2)抗拉强度σb
是指板材试样拉伸时的拉伸力达到最大值时的应力, 其数值为最大拉伸力Fmax与试样原始截面积A0之比。
2.2.1 拉伸试验
6)硬化指数n。表示在塑性变值形中材料硬化的强
度。
7)厚向异性系数r。 它是板材拉伸试样在拉伸试
验中宽度方向应变与厚度之比。
2.2.1 拉伸试验
厚向异性系数的平均值
8)板面内方向异性系数 r。
2.2.2 拉深成形试验
拉深成形试验最常用的是Swift杯形试验,简称 Swift试验。
(4)废料排除,采用废料处理的自动化系统。
五、废料处理方式
废料处理的一般过程为:
1.3.1 汽车覆盖件冲压生产设备
1)废料的收集。从压力机冲模上顺序下来的废料通常 都采用由冲压设备旁的斜槽自动经设在压力机前后地 面上的废料洞口下的滑槽滑入地下输送带上;
2)由地下输送带将废料送处理车间; 3)用打包机打包成块; 4)将压好的废料块由专用运输车送出。
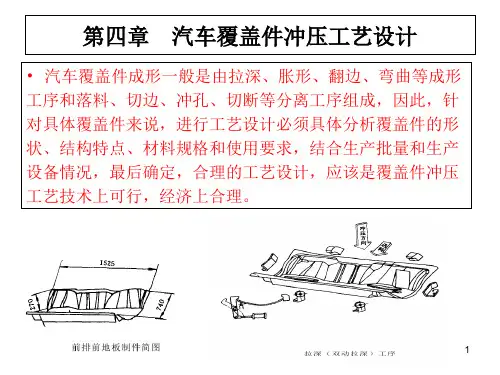
1.1 汽车车身制造过程
1.1.1 汽车车身制造过程 1.1.2 汽车覆盖件在车身上的位置 1.1.3 汽车覆盖件冲压是冲压技术的重要
组成部分
1.1.1 汽车车身制造过程
在汽车构成中,车身和底盘、发动机一 起被称为汽车的三大部件,已越来越受 到人们的重视。
从汽车发展趋势来看,人们对汽车的安 全性、舒适性、新颖性以及豪华档次等 特色的要求将越来越高,而这些特色很 多要通过汽车车身来体现。