金属热处理硬度检验规范
- 格式:doc
- 大小:158.50 KB
- 文档页数:4
金属材料热处理标准金属材料热处理是指通过加热、保温和冷却等一系列工艺,改变金属材料的内部组织和性能的方法。
热处理工艺是金属材料加工中非常重要的一环,对于提高金属材料的硬度、强度、韧性、耐磨性等性能起着至关重要的作用。
因此,金属材料热处理标准的制定和执行对于保证金属制品的质量和性能有着重要的意义。
首先,金属材料热处理标准应当明确各种金属材料的热处理工艺参数。
不同种类的金属材料,在进行热处理时需要的温度、保温时间、冷却速度等参数是不同的。
因此,标准应当对各种金属材料的热处理工艺参数进行详细的规定,以确保在生产实践中能够得到准确的指导,避免因参数不当而导致金属材料性能的下降。
其次,金属材料热处理标准还应当规定热处理设备的要求和检测方法。
热处理设备的性能直接关系到热处理工艺的实施效果,因此标准应当对热处理设备的类型、规格、性能等进行规定,确保热处理设备能够满足热处理工艺的要求。
同时,标准还应当规定热处理过程中的检测方法,以确保热处理工艺的可控性和稳定性。
此外,金属材料热处理标准还应当对热处理工艺中可能出现的问题和事故进行规定。
在热处理过程中,可能会出现温度控制不当、冷却速度过快或过慢、保温时间不足等问题,这些问题都可能导致热处理效果不理想甚至损坏金属材料。
因此,标准应当对这些可能出现的问题进行预防和处理的规定,以确保热处理工艺的安全性和可靠性。
最后,金属材料热处理标准还应当对热处理工艺的质量控制和检验进行规定。
热处理工艺的质量控制和检验是保证热处理效果的重要手段,标准应当规定热处理工艺中各个环节的质量控制要求和检验方法,以确保热处理工艺的稳定性和可靠性。
总之,金属材料热处理标准的制定和执行对于提高金属制品的质量和性能具有重要意义。
标准应当明确各种金属材料的热处理工艺参数、热处理设备的要求和检测方法、可能出现的问题和事故的处理方法,以及热处理工艺的质量控制和检验方法,以确保热处理工艺能够稳定可靠地实施,为金属制品的生产提供可靠的保障。
热处理硬度检测标准热处理是一种常见的金属材料加工工艺,通过对金属材料进行加热和冷却的过程,可以改变其组织结构和性能,从而达到一定的硬度和强度要求。
而硬度检测则是评定材料是否符合热处理标准的重要手段之一。
本文将介绍热处理硬度检测的相关标准和方法。
1. 硬度检测的标准。
热处理后的材料硬度检测需要遵循一定的标准,以确保检测结果的准确性和可靠性。
常见的硬度检测标准包括国际上广泛应用的洛氏硬度(Rockwell Hardness)标准、巴氏硬度(Brinell Hardness)标准和维氏硬度(Vickers Hardness)标准等。
这些标准都有相应的检测方法和设备,用于评定材料的硬度值。
2. 硬度检测的方法。
硬度检测的方法根据不同的标准和要求而有所不同。
洛氏硬度检测主要通过在材料表面施加一定载荷,然后测量材料表面的残留印痕深度来确定硬度值。
巴氏硬度检测则是通过在材料表面施加一定载荷,然后测量压痕的直径来计算硬度值。
而维氏硬度检测则是通过在材料表面施加一定载荷,然后测量压痕的对角线长度来计算硬度值。
这些方法都有各自的优缺点,需要根据具体的情况选择合适的方法进行硬度检测。
3. 硬度检测的设备。
进行硬度检测需要使用相应的硬度检测设备。
常见的硬度检测设备包括硬度计、洛氏硬度计、巴氏硬度计和维氏硬度计等。
这些设备根据不同的检测方法和标准,具有不同的测量范围和精度。
在进行硬度检测时,需要根据具体的要求选择合适的设备,并严格按照设备操作说明进行操作,以确保检测结果的准确性。
4. 硬度检测的注意事项。
在进行硬度检测时,需要注意一些细节和注意事项,以确保检测结果的准确性。
首先,需要保证待测材料表面的平整度和清洁度,以免影响硬度检测的准确性。
其次,在进行硬度检测时,需要根据具体的标准和方法选择合适的载荷和时间,以确保检测结果的可靠性。
最后,需要对硬度检测设备进行定期的校准和维护,以确保设备的正常工作和检测结果的准确性。
总之,热处理硬度检测是热处理工艺中的重要环节,对材料的性能和质量有着重要的影响。
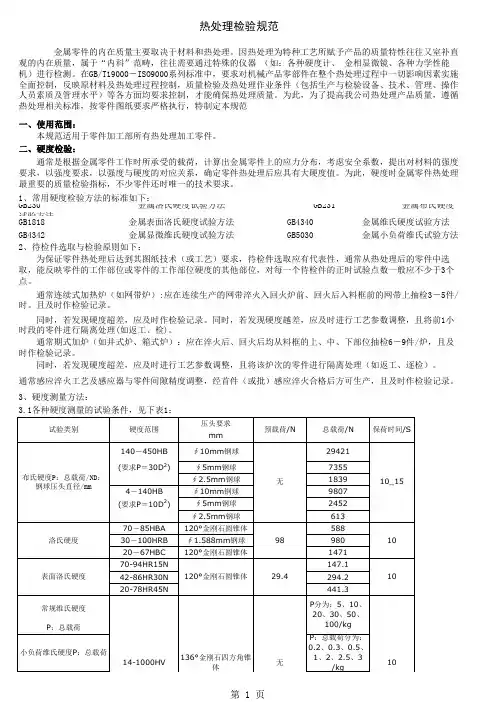
3、硬度测量方法:3.1各种硬度测量的试验条件,见下表1:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。
通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。
GB4342 金属显微维氏硬度试验方法 GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:热处理检验规范一、使用范围:二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器 (如:各种硬度计、 金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
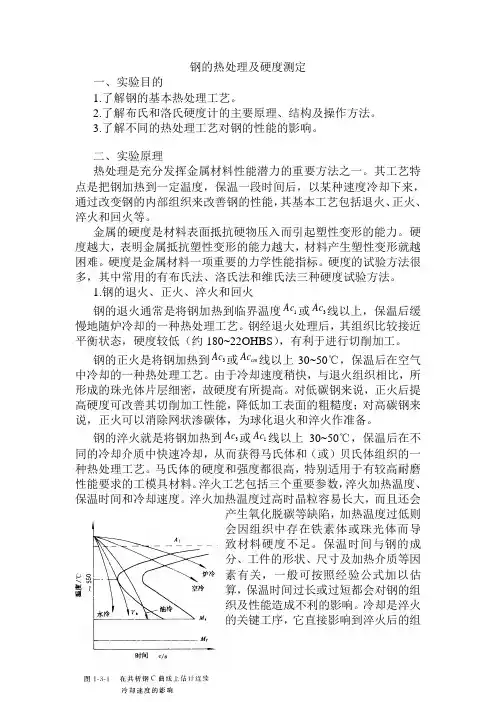
钢的热处理及硬度测定一、实验目的1.了解钢的基本热处理工艺。
2.了解布氏和洛氏硬度计的主要原理、结构及操作方法。
3.了解不同的热处理工艺对钢的性能的影响。
二、实验原理热处理是充分发挥金属材料性能潜力的重要方法之一。
其工艺特点是把钢加热到一定温度,保温一段时间后,以某种速度冷却下来,通过改变钢的内部组织来改善钢的性能,其基本工艺包括退火、正火、淬火和回火等。
金属的硬度是材料表面抵抗硬物压入而引起塑性变形的能力。
硬度越大,表明金属抵抗塑性变形的能力越大,材料产生塑性变形就越困难。
硬度是金属材料一项重要的力学性能指标。
硬度的试验方法很多,其中常用的有布氏法、洛氏法和维氏法三种硬度试验方法。
1.钢的退火、正火、淬火和回火钢的退火通常是将钢加热到临界温度1Ac 或3Ac 线以上,保温后缓慢地随炉冷却的一种热处理工艺。
钢经退火处理后,其组织比较接近平衡状态,硬度较低(约180~22OHBS ),有利于进行切削加工。
钢的正火是将钢加热到3Ac 或cm Ac 线以上30~50℃,保温后在空气中冷却的一种热处理工艺。
由于冷却速度稍快,与退火组织相比,所形成的珠光体片层细密,故硬度有所提高。
对低碳钢来说,正火后提高硬度可改善其切削加工性能,降低加工表面的粗糙度;对高碳钢来说,正火可以消除网状渗碳体,为球化退火和淬火作准备。
钢的淬火就是将钢加热到3Ac 或1Ac 线以上30~50℃,保温后在不同的冷却介质中快速冷却,从而获得马氏体和(或)贝氏体组织的一种热处理工艺。
马氏体的硬度和强度都很高,特别适用于有较高耐磨性能要求的工模具材料。
淬火工艺包括三个重要参数,淬火加热温度、保温时间和冷却速度。
淬火加热温度过高时晶粒容易长大,而且还会产生氧化脱碳等缺陷,加热温度过低则会因组织中存在铁素体或珠光体而导致材料硬度不足。
保温时间与钢的成分、工件的形状、尺寸及加热介质等因素有关,一般可按照经验公式加以估算,保温时间过长或过短都会对钢的组织及性能造成不利的影响。

硬度检验方法和规范通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。
通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。
3、硬度测量方法:各种硬度测量的试验条件,见下表1:测量硬化层深度不同的零件表面硬度时,硬度试验方法与试验力的一般选择,见表经不同热处理工艺处理后的表面硬度测量方法及其选择,见小表3:备注:(1)零件心部或基体硬度,一般按或GB4340的试验方法测量。
(2)若确定的硬度试验方法有几种试验力可供选择时,应选用试验条件允许的最大试验力。
摘要硬度是评定金属材料力学性能最常用的指标之一。
硬度的实质是材料抵抗另一较硬材料压入的能力。
硬度检测是评价金属力学性能最迅速、最经济、最简单的一种试验方法。
硬度检测的主要目的就是测定材料的适用性,或材料为使用目的所进行的特殊硬化或软化处理的效果。
对于被检测材料而言,硬度是代表着在一定压头和试验力作用下所反映出的弹性、塑性、强度、韧性及磨损抗力等多种物理量的综合性能。
由于通过硬度试验可以反映金属材料在不同的化学成分、组织结构和热处理工艺条件下性能的差异,因此硬度试验广泛应用于金属性能的检验、监督热处理工艺质量和新材料的研制。
金属硬度检测主要有两类试验方法。
一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。
硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。
静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。
其中布、洛、维三种试验方法是应用最广的,它们是金属硬度检测的主要试验方法。
另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。
这里包括肖氏和里氏硬度试验法。
动态试验法主要用于大型的,不可移动工件的硬度检测。
关键词:硬度;物理量;试验方法;力学性能Abstract第1章引言 (5)1.1金属材料硬度的定义 (5)1.2硬度试验的作用和特点 (5)1.3常用硬度试验方法的分类 (6)第二章金属材料硬度的检测方法 (8)2.1 洛氏硬度检测方法 (8)2.1.1原理 (8)2.1.2符号和计算公式 (8)2.1.3检测过程及其示意图 (9)2.1.4洛氏硬度标尺及技术参数 (12)2.1.5标尺的应用原则 (12)2.1.6应用范围及其特点 (13)2.1.7检测及注意事项 (13)2.2布氏硬度检测方法 (18)2.2.1原理 (18)2.2.2计算公式 (18)2.2.3相似原理及其应用 (19)2.2.4 K值于K常数的选用 (20)2.2.5应用范围及其优缺点 (21)2.2.6检测方法和技术条件 (21)2.3维氏硬度检测方法 (24)2.3.1原理 (24)2.3.2范围、符号和说明 (24)2.3.3 计算公式 (25)2.3.4相似原理 (26)2.3.5应用及其特点 (27)2.3.6检测方法和注意事项 (28)2.3.7试样最小厚度于检测力间关系 (29)第三章方法选用和硬度要求 (30)3.1硬度检测方法的选用 (30)第四章金属硬度检测技术现状及其展望 (34)4.1硬度计发展现状 (34)4.2现代硬度计量测试的发展趋势 (35)4.3现代硬度计的展望 (35)附录A 部分发达国家有关硬度试验方法标准号(不是全部) (37)第1章引言1.1金属材料硬度的定义硬度是金属材料力学性能中最常见的一个性能指标。
1、目的
明确并统一本公司自制及委外生产产品热处理硬度检验与测试的方法和依据,使产品质量得到有效控制,从而确保本公司向客户提供满意的产品;
2、适用范围
适用于公司自制或委外生产的各类产品及金属热处理零件硬度的检验与测试;
3、名词解释
4、职责
品质部实验室人员负责日常检测仪器的维护和金属热处理零件硬度的检验测试;
5、抽样方法
按照国标GB/规定的抽样程序及计数抽样表中之规定执行;批次金属热处理硬度判定标准:检验水平”S-1”、合格水平AC=;
6、内容
6、相关文件
1 金属洛氏硬度试验方法依据GB230-2004;
2 金属布氏硬度试验方法依据GB231-2004;
3 钢件渗碳淬火硬化层深度的测定和校核依据GB/T 9450-2005 ;
4 钢铁零件渗氮层深度测定和金相组织检验依据GB/T11354-200
5 ;
5 金属维氏硬度试验方法依据GB/T4340-1984;
6 钢的感应淬火或火焰淬火后有效硬化层深度的测定依据GBT 5617-2005;
7、附表
1 理化检测报告。
焊后热处理硬度检测要求1.引言1.1 概述焊后热处理硬度检测是指对焊后经过热处理的金属材料进行硬度测量的一种方法。
在现代制造业中,焊接是一种常见的连接技术,但焊接过程会导致金属材料的组织结构和性能发生变化。
为了确保焊接后材料的质量和可靠性,需要对焊接过程进行热处理。
热处理可以改变焊缝区域的组织结构,提高材料的硬度和强度。
焊后热处理硬度检测的重要性不容忽视。
首先,硬度是评估金属材料性能的重要指标之一。
通过硬度测试,可以了解材料的硬度值,从而推断其强度和耐用性。
其次,焊后热处理硬度检测可以提供关于焊接和热处理工艺的有效信息。
通过监测焊接材料的硬度变化,可以判断热处理过程是否达到预期效果,进而指导焊接工艺的调整和改进。
此外,在一些特殊应用领域,如航空航天和核能工业,焊后热处理硬度检测更是必不可少的,因为这些领域对材料的强度和可靠性要求非常高。
综上所述,焊后热处理硬度检测是对焊接后材料进行质量评估和性能控制的重要手段。
通过对焊接材料的硬度进行检测和分析,可以评估焊接工艺的合理性,指导热处理工艺的优化,并最终确保焊接结构的强度和可靠性。
在未来的研究中,还需要进一步深入探索焊后热处理硬度检测的方法和技术,以满足不断发展的焊接工艺和材料需求。
1.2 文章结构本文将按照以下结构进行叙述和讨论焊后热处理硬度检测要求的相关内容:第一部分为引言,包括概述、文章结构和目的。
在引言部分,将简要介绍焊后热处理硬度检测问题的背景和重要性,并提出本文的研究目的。
第二部分为正文,主要分为两个小节。
第一个小节将详细阐述焊后热处理的概念和作用,介绍焊后热处理在材料加工中的重要性。
第二个小节将重点探讨焊后热处理硬度检测的重要性及相关要求,包括对硬度测试方法的介绍、检测流程和必要的设备要求等。
第三部分为结论,将总结焊后热处理硬度检测的要求,对焊后热处理进行全面的回顾和概括,并强调其在实际应用中的意义。
同时,还将展望未来的研究方向,探讨焊后热处理硬度检测可能存在的问题和需要进一步研究的方向。
金属材料热处理及硬度I I Acl I 3 S | A<3 I I Ar3 I I Ari 724 I正火I驱丨退火I774 I高溫回火I的0 I淬火I850-84:>650850890£30S90540I空I炉I空I水I空冷IHB<185 冷I冷I冷| HB241-236常见金属材料热处理硬度布氏硬度:HBS、HBW 洛氏硬度:HRC维氏硬度:HV1| 7241退火1 92 A 8401炉冷| HE<207 1 4 S| 7901正火丨520-9701空冷| HE <229 1|A T37511高温回火1650-6901空冷11| Ari6821淬火丨820-960 | 水冷| HRC50-601 11i|回1火丨1520-560|空JI冷| HB228-286120Mn| 空冷 I HBW179 | I 空冷III Acl 735 | 正 火 | 900- 930 I Ac3 854 | 高温回火 |659- 680 I Ar3 835 | | I Ari 682 ||880 1炉 冷1880 1空 冷 | HB<187 |6801空冷1880 | 水或油冷 I HRC50-55 | 500| 空 冷 | HB302-332 |I I 临界点I 热处理规范 I 硬 度I 钢号 I I -------------- r --------------------- 7 -------------- 1II (D|工序名祢|加热温度(U ) |冷却方式| HB HRC1 | Acl7261退火1820- 850| 炉 冷 | HBW217I AC1 7341退 火1830 - I AC3 812 1正 火1850- 1 Ar3 796 1咼温回火1650- 1 Ari 675 1淬 火1 850- 11回火140035Mn| 4:5Mn | Ac 3 790 1正火1 830- 860 |空冷| | Ar3 768 1高温回火1 650- 680 |空冷|1 | Ari 689 1淬火1 810- 840 |水或油冷| HRC54-60 1 1 1回火1根抵需要回火1水或空冷1热处理规范I 硬 度I 临界点I钢号III (U)|工序名称|加热温度(Q 〉|冷却方式| HE HRC1 I Acl 7251退火1840- 870 1炉 冷 | HEW187 I 20Mn2 I Ac3 8441正 火1 870- 900 1空 冷1 1 11高温回火1650- 6801空 冷11 35SiMn | Acl 750 1退 火1850- 870 1炉 冷 | HBW229 I | Ac3 830 1正 火1880- 920 1空 冷1 1 1 Ar3 1高温回火1650- 680 1空 冷1 I| Ari 6451淬 火1 880- 900 1油 冷I HRC 》 1 11回火1 580- 6001油 冷 I HE235-211心 7651退 火1 850- 870 1炉 冷 | HEW 187 | 30CrMn | Ac 3 8381正 火1 870- 890 1空 冷| 1 1 Ar3 798 1高温回火1650- 680 1空冷111 Ari 7001淬 吠1 850- 880 |油或水冷| HRC2 45 1 11回火1 560- 5801空 冷 | HE223-269| AC1 760|退火1 840- 860 |炉冷550C 后空冷 30CrMn | AC 3 830 1正 火1 860- 880 | 空冷 | HEW 217 Si | Ar3 705 1高温回火1630- 710 1空 冷1(35)I Ari 6701淬 火1 860- 900 1油冷I11回火1590- 610|油或水冷| HE269-302I Acl7251正 火1 860- 900 1空 冷1I Ac3 770 1高温回火1640- 680 1空冷 IHBW217 | 11淬 火1 850- 870 |水冷 | HRC56-58 | 11回 火1 530- 670 1空 冷 | HE3G2-375 | 42Kn2V热处理规范I硬度I Acl20CrM冷 |HB156热处| Acl2Xr | 7668S8799702 I退火| I正860-870-920-650-890900I临界点I钢号I fI (D I工序名称|加热溫度(0〉|冷却方式I HE HRC |740 | 正火I 950- 970 | 空825 | 漫破淬火 | 930- 950/850 | 油730 | I I650 | III临界点I钢号I fI(U)I工序名称丨加热温度(C〉|冷却方式| HB HRC |1 1 Acl 743 1退火1 825- 845 1炉冷 | HB<2071 4Xr I Ac3 782 1正火1 850- 880 1空冷 | HB156-207 1 1 Ar3 730 1高温回火1 650- 680 1空冷11 I Ari 693 1淬 A 1 830- 860 1油冷I HRC52-601 1 1回火1 540- 580 I油或水冷I HB269-3021 | Acl 735 1退火1 840- 850 1炉冷 | HBW241 | | 40CrMn | Ac3 780 1正火1 850- 880 1空冷 | HBW321 |热处理规范I硬度| Mo | Ar3 - 1高温回火1 660- 680 1空冷 | HBW241 | 1 | Ari 680 1淬火1 840- 860 1油冷1 1 1 1 1回火1 670- 690 1水冷 | HB241-286 |1 1 1正火回火1 680- 700 1空冷 | HB179-241 | Il—-1—4——k- -1——1- JI | Acl 755 | 正火 | 860- 880 | 空冷 | HB241-286I 35CrMo | Ac3 800 | 淬火 | 850- 880 | 水或油冷 |I | Ar3 750 | 回火 | 570- 590 | 空冷I HB235-2771 1 Ari 695 | 1 1 1II 1 1 1 11I | A C1 800 | 退火| 840- 870 | 炉冷| HBW229I 38CrMo | A C3 940 | 正火| 930- 970 | 空冷 |1 A1 | Ar3 - | 咼温回火 | 700- 720 | 空冷 |I I临界点I 热处理规范I硬度II 钢号I I -------------- r ---------------------- T -------------- 1 I I | (U) |工序名称|加热温度(U) |冷却方式| HB HRC | I ---------- H ------------ H ------------- 1 ---------------------- H-------------- 1 ------------- H | | | 回火| 650- 670 | 水或油冷 | HB241-277 | I | I 氮化I 550- 650 | | HV^850 |I临界点I 拥号I I (D |工序名称|加热温度(U)|冷却方式|HB HRC热处理规范1 Acl 727 1退火1 810- 860 1炉冷 | HB<220| 6 5 I Ac3 752 1正火1 820- 860 1空冷11 I Ar3 730 1高温回火1 650- 680 1空冷I1 I Axl 696 1淬火1 780- 830 1水或油冷I1 1 1回火1 550- 650 1空冷 | HB207-241I Acl 726 1退火1 780- 840 1炉冷I HBW229 65Mn | Ac3 765 1正火1 820- 860 1空冷 | HBW269I Ar3 741 1高温回火1 650- 680 1空冷1I Ari 689 1淬火1 780- 800 1油冷I HRC52-601 1回火1 500- 540 1油或水冷I HB415-444I Acl 755 1退火1 740- 760 1炉冷 | HBW222 60Si2 | Ac3 810 1正火1 830- 860 1空冷 | HBW302 Mn | Ar3 770 1高温回火1 640- 680 1空冷11 Ari 700 1淬火1 840- 870 1油或水冷11 1回火1 400- 450 1空冷| HB387-4771 I Acl 745 1退火1 790- 810 1炉冷11 GCrl5 I Ac 3 900 1球化退火1 780- 790 1炉冷11 | Ar3 — 1 1 (等温710-720) 1空冷1 HB207-229 1 I Ari 700 1正火1 900- 950 1空或风冷1 HB1 1 1高温回火1 650- 700 1空冷1 H B229-285 1 1 1淬火1 825- 850 1油冷11 1 1回火1 150- 170 1空冷1 H RC61-65| AC1 730 | 退火 | 750- 770 | 炉冷 |II 钢号 I I -------- r ---------------------- 1 --------- 1II (D |工序名称|加热温度CC ) |冷却方式| HB HRCI I 临界点I热处理规范I 硬 度II 钢号 I I -------------- r ---------------------- 1 ------------- 1II| (D |工序名称|加热温度(C ) |冷却方式| HB HRC |1 Acl 7301退火1750- 780 1沪 冷1I T10I Ac3 752 1等温退火1 620- 680 1沪或空冷IHBW197 |I Ar3 7301高温回火1650- 680 1空冷11 I Ari 6961淬 火1 770- 810 1水或油冷II 11 1回 火1 140- 160 | 空冷 | HRC58-62 | 111正火1 800- 8501空冷1I | Acl 800| 退火 |050 0?0 I炉冷 II| Crl2 | Ac3 | 等温退火 | 720- 750| 沪或空冷 | HB228-255 | | | Ar3 I淬 火 | 1000-1050 | 油 冷 ||IIAri 760| 回火 |400- 450| 空冷 | HRC60-63|| T 7 | AC3 770 1等温退火1780- 7901炉 冷1| T 8 | Ar3 - || (等温 710-720) 1空 冷1 1 1 Ari 700 1正 火1 790- 820 1空冷1 1 1 1高温回火1650- 700 1空 冷11 1 1淬 火1 800- 830 1水或油冷11 1 1回火1149- 1601空冷1 HB229-285HB 228-241 HRC60-61火2Crl3 | Ac3火1火-180 |HRC35-45 III AC1热处理规范厂1 1| Acl I 1退 1 火 |850- 870 11炉 1 1冷1| V18Cr4 | Ac3 |等温退火|850- 8701炉 冷11 v | Ar3 1 | (等温 720-750) |炉或空冷| HE207-2551 I Ari 1淬 火 | 1.预热 800-8501 11 1 1 | 加热 1260-13001油 冷11 1 1 | 2.预热 550-650 1 1 111|800850111 1 1 | 加热 1260-1300 1油 冷11 1—1 J —1回 J —火| 550-570回3次------- L1空 J —冷 | HRC&3-65----- L」| 退 火 | 870- 890| 炉冷至 600*0$冷 HE155I 临界点| 钢号III (D |工序名称|加热温度(C 〉|冷却方式|HB HRC |—| 3Crl31H --------------- | AC3 I Ar3J-H ——I 淬 1回一—火1 火1980-1100 230- 540--------------------- H 1油或空冷| 1空冷11 1 --------------------- H-180 |HRC38-53| 111\11 11炉冷至600"C空冷HB155油或空冷I 空或油冷I1 11退火1 880- 920 I炉冷至E009空冷HB207 1 9Crl8 1 1淬火1 1010-1050 1油或空冷1 -235 |L_ 111回1火11230- 375 1空冷11 1HRC55-59 |I常用金属材料的处理一、AL6061以及其他铝材:镀Cu镀Ni镀Cr镀Zn镀彩Zn本色阳极氧化氧化发黑处理硬质阳极氧化(有绝缘效果)(有绝缘效果)彩色硬质阳极氧化喷砂喷砂—抛丸T本色阳极氧化喷砂T抛丸T氧化发黑:表面不能镀Cu —镀Ni T 镀Cr1、 Q235 (SS41)、S45C (45#) 直接镀Ni 镀Cu镀Ni 镀Cr 镀Zn 镀彩Zn镀Cu T 镀Ni —镀Cr (水中工作防锈处理)喷砂 调质处理 淬火处理 渗N 渗C 退火 正火 回火亠般用于电子检测 [、铜 青铜 黄铜 紫铜鉻铜(电机铜:导电性能好, 治具) 包面处理:镀Ni。
热处理工件硬度的检测方法表面热处理分为两大类,一类是表面淬火回火热处理,另一类是化学热处理,其硬度检验方法如下:1、表面淬火回火热处理表面淬火回火热处理通常用感应加热或火焰加热的方式进行。
主要技术参数是表面硬度、局部硬度和有效硬化层深度。
硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。
试验力(标尺)的选择与有效硬化层深度和工件表面硬度有关。
维氏硬度计、表面洛氏硬度计和洛氏硬度计试验的选择可参照表1、表2和表3。
表1 维氏试验力的选择表2 表面洛氏硬度标尺的选择表3洛氏硬度标尺的选择表1~表3分别是采用维氏硬度计、表面洛氏硬度计和洛氏硬度计时,对应于不同的热处理工件表面硬化层深度和热处理工件表面硬度值维氏硬度试验力和洛氏、表面洛氏硬度标尺的选择表。
由表1~表3可知:1.1维氏硬度计是测试热处理工件表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是最高的,可分辨出热处理工件表面硬度的微小差别。
另外,有效硬化层浓度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理工件的单位,配备一台维氏硬度计是有必要的。
1.2表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。
可以测试有效硬化深度超过0.1mm的各种表面硬化工件。
尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。
况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理工件进行快速无损的逐件检测。
这一点对于金属加工和机械制造工厂具有重要意义。
1.3当表面热处理硬化层较厚时,也可采用洛氏硬度计。
当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
1.4维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。
热处理检验规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范一、使用范围:本规范适用于零件加工部所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法 GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法 GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法 GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
硬度检验方法和规范通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值.为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时.且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录.同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录.同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。
通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。
3、硬度测量方法:备注:(1)零件心部或基体硬度,一般按GB230。
GB231或GB4340的试验方法测量. (2)若确定的硬度试验方法有几种试验力可供选择时,应选用试验条件允许的最大试验力。
4、检验设备与人员:4。
1所有硬度计及标准硬度试块均应在计量部门检定的有效期内使用,不允许在无检定合格证书或超过检定的有效期使用。
4.2应设立专职检验人员,且经正规培训与考核,具有正式的资格证书;生产线的操作人员检验,应经一定培训,在专职检验人员的认可或指导下进行。
硬度计在热处理行业使用硬度计操作规程热处理是提高和保证机械产品质量及可靠性、提高制造业市场竞争力的重要基础之一,其行业水平的高低对制造业发展起着举足轻重的作用。
目前,我国的热处理行业除了少数厂家外,总体水平远不能热处理是提高和保证机械产品质量及可靠性、提高制造业市场竞争力的重要基础之一,其行业水平的高低对制造业发展起着举足轻重的作用。
目前,我国的热处理行业除了少数厂家外,总体水平远不能适应加入WTO后热处理行业面临的更激烈的市场竞争环境。
在这其中,我国的热处理检测设备更为落后。
严重的限制和阻碍了工艺技术的发展和造成产品质量的不稳定,更重要的是不能有效的防止产品出现不必要的质量事故。
下面我就机械零件、工模具热处理后*常用的硬度测试来举例。
硬度是衡量金属材料软硬的一个指标,硬度值实际上不是一个单位的物理量,它是表征着材料的弹性、塑性、形变、强化率、强度和韧性等一系列不同物理量组合的一种综合性能指标,一般可以认为硬度是指金属表面上不大体积内抵抗变形破裂的能力。
采用便携式里氏硬度计进行硬度检测的实用价值在于不必破坏工件并可成批检验零件,已成为产品质量检查、制定合理工艺和分析产品质量的重要实验方法之一。
结构件及模具检测实际使用情况一、用里氏硬度计测试硬度来分析、验证大型齿轴、内齿圈预处理工艺及渗碳淬火工艺的方法:1、预处理工艺后测试这道工艺操作后的质量直接影响渗碳工艺操作后齿轴、内齿圈渗碳层硬度分布的均匀性、齿部的变形量。
更重要的是芯部的强度(未渗层)。
当用里氏硬度计测试齿轴的齿部及柄部、内齿圈的外圆内径及端面,如果发现测试的同一区域硬度*高和*低的相差较大,在审查仪表炉温、装炉方式、工艺冷却方式都正常的前提条件下,就可根据硬度值高低差值及分布的状况,推断出工件内组织存在着偏析或带状组织。
如金相图片显示的带状偏析因为用硬度法测试的实况是测试点在黑色的珠光体带硬度偏高,在白色铁素体带硬度偏低。
这种组织缺陷在随后的渗碳淬火工艺操作中是不可能消除,而是被保留下来。
名称通用检验标准版本日期A 2009.10.20一、制定目的明确并统一本公司自制及委外生产产品热处理硬度检验与测试的方法和依据,使产品质量得到有效控制,从而确保本公司向客户提供满意的产品。
二、适用范围上海纬泰自制或委外生产的各类产品及金属热处理零件硬度的检验与测试三、抽样标准抽样方法及判定标准,按照国标GB/T2828.1-2003规定的抽样程序及计数抽样表中之规定执行。
规定如下:检验项目检验水平Inspection levels合格质量水平Acceptable quality levels硬度测试S-1 2.5(不作抽样转换)四、检验项目及方法1.热处理件进厂时要查验供应商附送的相应的热处理检验记录,并确认记录内容是否符合相关技术要求。
2.硬度测试仪器的选用原则:1)铸铁类产品(灰铁、球墨铸铁等),应选用布氏硬度计或维氏、里氏硬度计测试,但不可用洛氏或表面洛氏硬度计测试。
2)各类钢件可依产品特性选用适当的测试仪器:布氏、洛氏、维氏或里氏硬度计等。
3)薄壁件(厚度在2mm以下),及有色金属类应选用维氏、里氏或表面洛氏硬度计等,但不可用布氏硬度计测试。
3.表面打磨为得到较为准确的测试结果,零件的测试部位均应进行表面打磨、抛光,表面光洁度应达到Ra1.6以上。
(成品件或不允许表面打磨的零件测试时,先不进行表面打磨直接在零件不影响外观表面检测。
若测试结果不合格时,则须进行破坏性打磨检测,若打磨后检测合格,则判定合格)4.每一零件原则上应至少检测四点,取其平均值作为评价结果。
(零件较小或无法取多点除外)5.当热处理零件表面产生脱碳现象时,须将零件表面磨深0.5~2mm后再进行检测。
名称通用检验标准版本日期A 2009.10.206.表面热处理硬度检测:1)化学热处理化学热处理是使工件表面渗入一种或几种化学元素的原子,从而改变工件表面的化学成分、组织和性能。
化学热处理工件的主要技术参数是硬化层深度和表面硬度。
1、目的
明确并统一本公司自制及委外生产产品热处理硬度检验与测试的方法和依据,使产品质量得到有效控制,从而确保本公司向客户提供满意的产品;
2、适用范围
适用于公司自制或委外生产的各类产品及金属热处理零件硬度的检验与测试;
3、名词解释
4、职责
品质部实验室人员负责日常检测仪器的维护和金属热处理零件硬度的检验测试;
5、抽样方法
按照国标GB/T2828.1-2003规定的抽样程序及计数抽样表中之规定执行;批次金属热处理硬度判定标准:检验水平”S-1”、合格水平AC=2.5;
6、内容
6、相关文件
1) 金属洛氏硬度试验方法依据GB230-2004;
2) 金属布氏硬度试验方法依据GB231-2004;
3) 钢件渗碳淬火硬化层深度的测定和校核依据GB/T 9450-2005 ;
4) 钢铁零件渗氮层深度测定和金相组织检验依据GB/T11354-2005 ;
5) 金属维氏硬度试验方法依据GB/T4340-1984;
6) 钢的感应淬火或火焰淬火后有效硬化层深度的测定依据GBT 5617-2005;
7、附表
1) 理化检测报告。