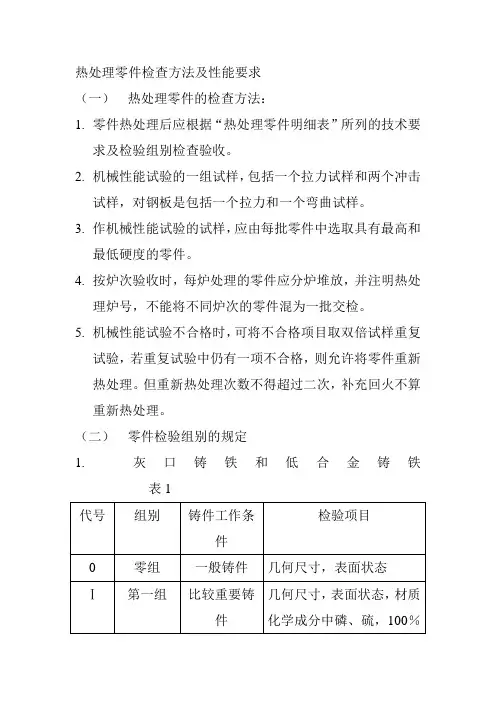
热处理件表面检验验收标准
- 格式:doc
- 大小:920.50 KB
- 文档页数:19
热处理标准规范热处理是一种通过加热和冷却来改变金属或合金材料的性能和组织结构的工艺过程。
在工业生产中,热处理是非常重要的一环,它可以使金属材料获得理想的力学性能和物理性能,从而满足不同工程和使用要求。
因此,热处理标准规范对于确保产品质量和安全具有重要意义。
首先,热处理标准规范应包括材料的选择和准备。
在进行热处理之前,应该对材料的成分、硬度、强度等进行全面的检测和分析,以便确定合适的热处理工艺参数。
此外,还需要对材料进行表面清洁和预处理,以确保热处理过程中不受污染和氧化的影响。
其次,热处理标准规范应明确热处理工艺的参数和要求。
包括加热温度、保温时间、冷却速度等关键参数的设定和控制要求。
这些参数的选择和控制对于最终材料的性能具有决定性影响,因此必须严格按照标准规范执行,确保热处理过程的稳定性和可控性。
另外,热处理标准规范还应包括热处理后的检验和评定要求。
热处理后的材料需要进行金相组织分析、硬度测试、拉伸试验等一系列检测,以验证热处理效果是否符合要求。
只有通过严格的检验和评定,才能确保热处理后的材料达到预期的性能指标。
除此之外,热处理标准规范还应包括热处理设备和环境的要求。
热处理设备应具备良好的加热和冷却控制能力,以及稳定的温度和时间记录系统。
同时,热处理车间的环境条件也应符合相关的安全和卫生标准,以确保操作人员和材料的安全。
总的来说,热处理标准规范对于确保热处理工艺的稳定性、可控性和可靠性具有重要意义。
只有严格遵守标准规范的要求,才能保证热处理后的材料具有良好的性能和质量,从而满足不同工程和使用要求。
因此,制定和执行热处理标准规范是非常必要和重要的。
外协热处理检验规范文件编号:版号:编制:批准:受控状态:分发号:1、目的金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,往往需要通过特殊的仪器(如:各种硬度计、无损检测、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高本公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范。
采购人员与检验人员需依此检验规范进行采购和验收。
2、范围本检验规范规定了本公司外协热处理技术要求、测试方法、验收规则。
3、职责检验员:负责依据检验规范及相关产品规格的标准资料执行各项目检验。
采购人员:负责依本规范的质量要求进行产品的采购。
仓库员:负责来料的外协热处理报检和入库管理。
检验责任人:负责审批相关检验记录表,协调处理质量异常问题。
热处理责任人:负责审批外协的热处理工艺和确认外协热处理报告。
4、工作程序4.1来料检验员取得公司质量检验员任职资格,了解热处理的相关术语及要求,熟悉公司流程。
4.2检验设备及工具游标卡尺、卷尺、硬度计、磁粉探伤仪、超声波探伤仪、样品4.3检验前准备:4.3.1确认材料料号、厂牌及图面资料,承认书及检验注意事项。
4.3.2核对料号与验收单的料号是否符合。
4.3.3来料检验记录表。
5、硬度检验:5.1通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
5.1.1公司重要销轴热处理硬度HB220-280,齿轮热处理硬度HRC34-40。
Q/ZZ锻件热处理验收规范中国重型汽车集团有限公司发布前 言本标准代替QZZ 30021—1996《锻件热处理验收规范》。
本标准与QZZ 30021—1996相比,主要变化如下:——标准的编排格式按GB/T 1.1—2009《标准化工作导则 第1 部分:标准的结构和编写》的规定 进行了调整;——对原标准中3.2条、3.3条进行了修订,并取消了原标准中5.3.2条;——删除原标准3.4条对等温退火工艺晶粒度检测,增加调质工艺;——对原标准3.5条增加了“如没有规定,一般锻件按取样部位处总脱碳层深度,每边应小于或等于有效厚度的1%”——对原标准中3.6条进行了修订,增加了“但当锻件尺寸不够取拉伸试样时,则应按强度与硬度值进行换算后,对该锻件在取拉伸试样部位进行硬度检测。
”——对原标准中5.3.3条进行了修订,取消金相组织半级的规定;——在新标准中增加了3.8条和3.9条对过热和过烧的规定;——原标准中规定了拉伸性能,在新标准中修订为力学性能,并增加了对冲击韧性的检验规定; ——新标准中增加了非调质钢的有关规定;——取消了原标准5.3.2中所列出的各种具体钢号;——因GB/T 13320-2007较91版作了很大的改动,故金相组织评级图参照GB/T 13320-2007; ——原标准中取样位置已经不适用,对力学性能的取样位置按DIN EN 10083-1:2006-10重新作了规定;——增加了5.4.1和5.4.2条款,对热处理硬度的测定位置进行了明确规定;——对金相试样的取样位置重新作了规定,取消原标准中对边部和心部金相组织的判定依据; ——取消了原标准5.5.3中对金相试样的硬度检测;——因GB6397已取消,所以本标准中取消了GB6397标准;——本次修订删除了原标准中的“斯达—斯太尔汽车”、“等温退火”等词语;—— 增加了GB/T 229冲击试验标准和DIN EN 10083-1:2006-10 力学性能取样标准;——对原标准的附录A进行了修订。
热处理的标准热处理是一种通过加热和冷却控制金属或合金的微观组织和性能的工艺。
热处理可以改变材料的硬度、强度、韧性和耐蚀性等性能,从而满足不同工程要求。
在进行热处理时,需要严格按照一定的标准进行操作,以确保产品质量和性能稳定。
本文将介绍热处理的标准,包括热处理工艺、热处理设备和热处理质量控制等方面的内容。
首先,热处理的标准应包括热处理工艺的要求。
热处理工艺包括加热、保温和冷却三个阶段,每个阶段都有严格的要求。
在加热阶段,需要控制加热速度和温度均匀性,以避免产生过热或过冷区域,影响产品性能。
在保温阶段,需要保持一定的时间和温度,以确保组织的均匀性和稳定性。
在冷却阶段,需要选择合适的冷却介质和速度,以获得所需的组织和性能。
这些工艺参数都应在标准中明确规定,以便操作人员按照标准进行操作。
其次,热处理的标准还应包括热处理设备的要求。
热处理设备包括加热炉、保温炉、冷却装置等,这些设备的性能直接影响热处理的质量。
在标准中,应规定设备的型号、规格、性能指标和操作要求,以确保设备能够满足热处理工艺的要求。
同时,还应规定设备的维护和保养要求,以延长设备的使用寿命和保证操作安全。
最后,热处理的标准还应包括热处理质量控制的要求。
热处理质量控制包括工艺参数的监控、产品性能的检测和质量记录的保存等内容。
在标准中,应规定工艺参数的监控方法和频率,以及产品性能检测的项目和标准。
同时,还应规定质量记录的保存期限和方式,以便对热处理质量进行追溯和评定。
总之,热处理的标准对于产品的质量和性能至关重要。
只有严格按照标准进行操作,才能保证热处理的质量稳定和可控。
因此,热处理的标准应该是企业进行热处理生产和管理的重要依据,对于制定和执行热处理标准应该予以重视。
碳钢铸件热处理检验规程范本1. 引言本规程是为了保证碳钢铸件的热处理质量,并确保其满足相关标准要求的,制定的检验规程。
本规程适用于碳钢铸件的热处理过程中的监督检验及验收。
2. 检验准备2.1 检验人员应具备相关的技能和知识,并严格按照规定操作。
2.2 检验设备应符合相关的国家标准和要求,保证能够正常使用。
2.3 检验样品应从合格的生产批次中选择,并进行标识。
3. 检验项目及要求3.1 外观检验3.1.1 确保加工精度和表面质量符合设计要求。
3.1.2 检查零件是否有缺损、裂纹、气孔等缺陷。
3.2 尺寸检验3.2.1 检查零件的重量、长度、宽度、高度等尺寸是否符合设计要求。
3.2.2 确保各部位的尺寸偏差在允许范围内。
3.3 组织结构检验3.3.1 采用金相显微镜方法观察和评估零件的金属组织结构。
3.3.2 确保组织结构均匀、细致,并无明显的缺陷。
3.4 硬度检验3.4.1 采用硬度计测量零件的硬度值。
3.4.2 确保硬度值符合设计要求,并无明显的不均匀性。
3.5 铸件缺陷检验3.5.1 通过X射线或超声波等方法检查零件的铸件缺陷。
3.5.2 确保零件无裂纹、夹杂、疏松等缺陷。
4. 检验方法4.1 外观检验4.1.1 目测外观,检查表面有无明显的缺陷。
4.1.2 使用放大镜或显微镜观察细节,检查是否有微小的缺陷。
4.2 尺寸检验4.2.1 使用测量仪器,如卡尺、游标卡尺等,对尺寸进行测量。
4.2.2 根据设计要求,对测得的尺寸数据进行比对和评估。
4.3 组织结构检验4.3.1 提取合适的试样,并使用金相显微镜观察其组织结构。
4.3.2 根据相关标准对观察到的组织结构进行评估。
4.4 硬度检验4.4.1 使用硬度计对试样进行硬度测量。
4.4.2 根据设计要求,对测得的硬度值进行比对和评估。
4.5 铸件缺陷检验4.5.1 使用X射线或超声波等设备对试样进行缺陷检测。
4.5.2 根据相关标准对检测结果进行评估。
一般机械零件热处理质量检验规程1. 引言机械零件热处理是一种常用的工艺方法,用于改善金属材料的力学性能和耐磨性。
为了确保热处理质量的稳定和可靠性,需要制定相应的检验规程,以保证机械零件的质量满足设计和使用要求。
2. 术语和定义2.1 热处理:通过加热和冷却操作改变材料的组织结构和性能的过程。
2.2 一般机械零件:制造和使用中广泛应用的各类机械零件, 如轴、齿轮等。
2.3 质量检验:通过一系列测试和测量活动来评估零件是否满足设计和使用要求。
3. 检验设备和工具3.1 金相显微镜:用于对热处理后的零件进行显微组织检查。
3.2 硬度计:测量零件硬度,如洛氏硬度计、布氏硬度计等。
3.3 液氮罐:用于快速冷却试样。
3.4 金相样品制备设备:砂轮机、抛光机等。
4. 检验项目及要求4.1 组织结构检验4.1.1 打样检查:对热处理前后的试样进行显微组织观察,并与标准规定的组织相对照,确保结构转变正确。
4.1.2 应力检查:对热处理后的试样进行应力检查,确保零件无明显应力集中区域。
4.1.3 晶粒度测定:测定零件的晶粒度,确保晶粒细小均匀。
4.2 硬度检验4.2.1 硬度测量:根据设计要求测量零件的硬度,确保硬度值在允许范围内。
4.2.2 硬化层测量:对表面淬火的零件进行硬化层测量,确保硬化层的深度满足要求。
4.3 其他检验项目4.3.1 脆性检验:对零件进行脆性检验,确保零件无明显的脆性区域。
4.3.2 化学成分检验:对金属材料进行化学成分检验,确保材料符合标准。
4.3.3 残余应力检验:对零件进行残余应力检测,确保应力值在允许范围内。
4.3.4 焊接质量检验:对焊接零件进行质量检验,确保焊缝牢固、无裂纹。
5. 检验细则5.1 检验前准备:根据检验项目的要求,准备好相应的设备和工具。
5.2 试样制备:根据需要制备试样,确保试样符合要求。
5.3 检验步骤:按照规程执行相应的检验项目,注意记录测试结果和观察现象。
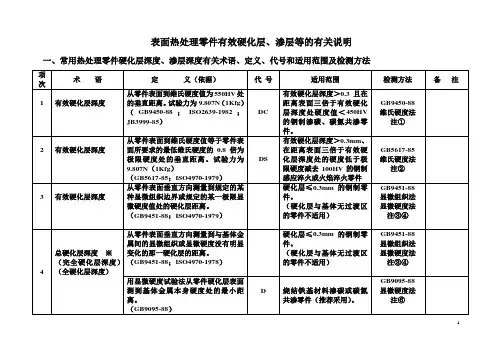
表面热处理零件有效硬化层、渗层等的有关说明一、常用热处理零件硬化层深度、渗层深度有关术语、定义、代号和适用范围及检测方法附注:①特殊情况下,经有关方协议,也可采用 4.903N~49.03N(0.5kgf~5kgf)内的某一试验力和其他值的极限硬度值,在特殊情况下要注明,如Dc49.03/515=0.6表示采用试验力49.03N(5kgf),极限硬度值为515HV时的有效硬化层深度等于0.6mm;②特殊情况下,经有关方协议,也可采用4.903N~49.03N(0.5kgf~5kgf)内的某一试验力和其他值的极限硬度值,在特殊情况下要注明,如Ds4.903/0.9=0.6表示采用试验力4.903N(0.5kgf),极限硬度值等于零件表面所要求的最低硬度的0.9倍时的有效硬化层深度等于0.6mm;③测量方法有显微组织测量法和显微硬度测量法,选择的测量方法和它的精度取决于硬化层的性质和估计的深度。
由于测量方法也影响到测量结果,因此选择哪种方法测量及何种试样形式,必须在图纸和工艺上预先规定;④当工艺/图纸没有规定测量方法时,优先采用显微硬度法。
用显微硬度测量法检测时,一般试验力用1.96N(0.2kgf)的界线显微硬度为基体硬度加30HV,除非工艺/图纸另有规定;⑤试验力为0.9807N(0.1kgf)(HV0.1),极限硬度值HG一般规定为基体硬度加30HV。
特殊情况下,经有关方协议,也可采用其他试验力的显微硬度和极限硬度值;⑥试验力为0.9807(0.1kgf)(HV0.1),特殊情况下,经有关方协议,也可采用其他试验力的显微硬度和极限硬度值;⑦测量方法有硬度法和金相法两种,采用哪种测量方法应预先规定。
硬度法规定采用试验力为2.94N(0.3kgf)的维氏硬度,从试样表面测至比基体硬度高50HV处的垂直距离为渗氮层深度,对于渗氮层硬度变化很平缓的钢件(如碳钢、低碳低合金钢制件)可从试样表面沿垂直方向测至比基体维氏硬度值高30HV处。
表面热处理零件有效硬化层、渗层等的有关说明一、常用热处理零件硬化层深度、渗层深度有关术语、定义、代号和适用范围及检测方法1附注:①特殊情况下,经有关方协议,也可采用 4.903N~49.03N(0.5kgf~5kgf)内的某一试验力和其他值的极限硬度值,在特殊情况下要注明,如Dc49.03/515=0.6表示采用试验力49.03N(5kgf),极限硬度值为515HV时的有效硬化层深度等于0.6mm;②特殊情况下,经有关方协议,也可采用4.903N~49.03N(0.5kgf~5kgf)内的某一试验力和其他值的极限硬度值,在特殊情况下要注明,如Ds4.903/0.9=0.6表示采用试验力4.903N(0.5kgf),极限硬度值等于零件表面所要求的最低硬度的0.9倍时的有效硬化层深度等于0.6mm;③测量方法有显微组织测量法和显微硬度测量法,选择的测量方法和它的精度取决于硬化层的性质和估计的深度。
由于测量方法也影响到测量结果,因此选择哪种方法测量及何种试样形式,必须在图纸和工艺上预先规定;④当工艺/图纸没有规定测量方法时,优先采用显微硬度法。
用显微硬度测量法检测时,一般试验力用1.96N(0.2kgf)的界线显微硬度为基体硬度加30HV,除非工艺/图纸另有规定;⑤试验力为0.9807N(0.1kgf)(HV0.1),极限硬度值HG一般规定为基体硬度加30HV。
特殊情况下,经有关方协议,也可采用2其他试验力的显微硬度和极限硬度值;⑥试验力为0.9807(0.1kgf)(HV0.1),特殊情况下,经有关方协议,也可采用其他试验力的显微硬度和极限硬度值;⑦测量方法有硬度法和金相法两种,采用哪种测量方法应预先规定。
硬度法规定采用试验力为2.94N(0.3kgf)的维氏硬度,从试样表面测至比基体硬度高50HV处的垂直距离为渗氮层深度,对于渗氮层硬度变化很平缓的钢件(如碳钢、低碳低合金钢制件)可从试样表面沿垂直方向测至比基体维氏硬度值高30HV处。
热处理过程中的质量控制热处理过程中的全面质量控制是热处理质量管理的重要组成部份。
热处理全面质量控制, 就是对整个热处理过程中的一切影响零件热处理质量的因索实施 全面控制, 全过程全员参预热处理质量工作, 把质量保证的重点从最终检验的被 动把关, 转移到生产过程之中的质量控制上来, 把零件热处理缺陷泯灭在质量的 形成过程中。
从而确保零件热处理质量,确保产品使用的安全可靠和寿命。
热处理作为一种特殊工序, 热处理全面质量控制的主要内容是作业技术和活 动, 也就是包括专业技术和管理技术两个方面。
本章所涉及的主要内容是常用热 处理设备及仪表控制、 工艺材料及槽液控制、 工艺过程控制、 质量检验和产品缺 陷及其控制等。
控制, 实际上是贯彻热处理技术标准的过程, 惟独严格执行标准, 加强工艺纪律,才干获得高质量的热处理产品。
2. 1 待热处理工件的核查或者验收为了确保热处理质量,工件进入热处理车间后首先应对热处理前的原始资 料、 工件外观、 形状及尺寸进行核查或者验收。
通常这些项目都标注在相应的工艺 技术文件或者质量管理文件中,经验收合格后,才干进行热处理生产。
2. 1. 1原始资料原始资料包括待热处理工件的试验数据、 供货状态、 热处理前的加工方式和加 工质量及预先热处理类型。
说 明晶粒度、脱碳层深度,非金属夹杂物、 微观及宏观组织注明铸造工艺注明冷锻或者热锻, 必要时要注明锻造比项 目 (1)待热处理件的试验数据;钢号化学成份。
炼钢炉号’ 拉伸试验数据。
硬度试验数据’ 淬透性试验数据。
金相组织试验数据。
(2)待热处理件的供货状态:铸造 锻造 热轧冷拔项 目 说 明(3)待热处理件热处理前的加土方式:切削方法及切削量。
冲压或者拉制 冷轧或者冷挤压 焊接热校正或者冷校正。
(4)待热处理件的预先热处理类型: 正火(或者正火回火)彻底退火 球化退火去应力退火 . 调质注:对普通工件,有*号的项目可以省略。
受控状态
发放编号文件编号:
检验规范
编制
审核
批准
文件发行日期:
检验规范
一、原材料验收规范:
1、主要材料如(铝棒、铜棒、铁棒……)检测项目及方法:
①、规格(用卡尺、千分尺)
②、质保书(客户可以不提供)
③、数量(称)
④、外观(目测)
2、一般材料如(装货胶箱、包装袋..等)检测项目及方法:
①、规格(用卷尺)
②、外观(目测)
③、数量(清点)
二、工装验收及规范:
1、规格(用卡尺、千分尺测量)
2、外观(目测)
3、数量(清点)
4、生产出产品是否合格(试做验证)
三、外发加工零件验收规范:
1、热处理检测项目及方法:
①、HRC(由供应商提供质保书)
②、外观(目测、有无碰伤)
③、数量(称)
2、磨、车、线割检测项目及方法:
①、尺寸(千分尺、卡尺、数量高度仪、块规)
②、外观(目测)
③、质保书
④、数量(清点)
四、成品验收规范
1、尺寸检测:①、外径(外径千分尺、卡尺、环规)
②、内径(卡尺、内径千分尺、塞规)
③、螺纹(螺纹千分尺、环规、塞规)
④、长度(卡尺、千分尺、高度仪)
⑤、跳动(偏摆检测仪、百分表)
2、外观检测:①、碰伤划伤(目测)
②、毛刺(目测、手感)
③、材料有无缺陷(目测)
④、表面有无生锈(目测)
⑤、粗糙度(目测和粗糙度样本相比)。
3、数量清点必须和标识卡一致。
4、以上检测规范和图纸要求一致。
五、检测标准:
按照MIL-STD-105E中特殊检验水准S-2抽取样本,AQL值0.65。
热处理件表面质量检验验收标准
一、目的
为保障产品的质量,建立和规范热处理件表面质量的检验方法,对热处理件产品生产、出厂或外购的外观检验提供科学、客观的依据,以保证检验结果一致性、全面性及准确性,同时防止材料表面缺陷影响后道工序的生产及品质,特制定本标准。
二、适用范围
本标准适用于湘重公司生产及外购或委外加工的热处理件表面质量检验及验收
三、规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T15822 磁粉探伤方法
GB/T226 钢的低倍组织及缺陷酸蚀检验法
GB/T3721 磁粉探伤机
JB/T9218 渗透探伤
GB/T 231 《布氏硬度试验方法》
GB/T 230 《金属洛氏硬度试验方法》
GB/T 17394 《金属里氏硬度试验方法》
GB/T4340 《金属维氏硬度试验方法》
GB/T4341 《金属肖氏硬度试验方法》
GB/T18449 《金属努氏硬度试验方法》
GB/T 6402 《超声波探伤标准》
四、表面质量检验项目及验收标准
4.1对于生产或购买的热处理件,表面质量具体检验项目及标准如表1:
表一表面质量检验项目及验收标准
4.2热处理件有上述缺陷,允许清理,但表面清理深度不得大于5mm,清理处应圆滑无棱角,清理宽度和长度分别不得小于清理深度6和8倍,清理处的残存钢渣应予以铲除。
4.3其它未尽事宜,可由供方与需方协商解决处理。
五、热处理件表面质量检验方法
5.1 对于生产或购买的热处理件,表面质量具体检验方法如表2:
表二表面质量检验方法
5.2 热处理件尺寸检验
5.2.1 长度尺寸检验
可用直尺、卡钳、卡尺或游标卡尺等通用量具进行测量。
5.2.2 高度(或横向尺寸)与直径检验
一般情况用卡钳或游标卡尺测量,如批量大,可用专用极限卡板测量。
5.2.3厚度检验
通常用卡钳或游标卡尺测量,若生产批量大,可用带有扇形刻度的外卡钳来测量。
5.2.4 圆柱形与圆角半径检验
可用半径样板或外半径、内半径极限样板测量。
5.2.5角度的检验
热处理件上的倾斜角度,可用测角器来测量。
5.2.6孔径检测
(1)如果孔没有斜度,则用游标尺测量,也可用卡钳来测量。
(2)如果孔有斜度,生产批量又大,则可用极限塞规测量。
(3)如果孔径很大,则可用大刻度的游标卡尺,或用样板检验。
5.3 金属布氏硬度试验方法
5.4 洛氏硬度试验方法
六、检验规则
6.1 热处理件的表面质量由供方质量技术监督部门进行检查和验收后,再由需方进行确认检查。