钢筋电渣压力焊接头施工质量检查验收记录
- 格式:xls
- 大小:28.00 KB
- 文档页数:1
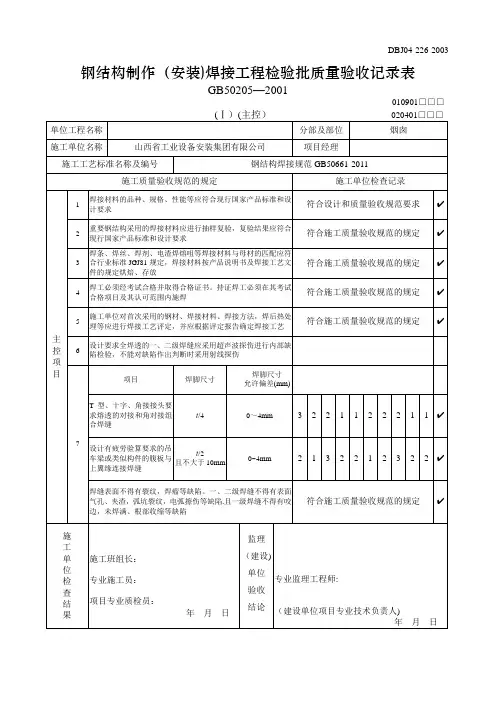
钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□□说明010901(Ⅰ)(主控) 020401 主控项目:1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□说明010901(Ⅰ)(一般) 020401 一般项目:1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.注:t为连接处较薄的板厚。
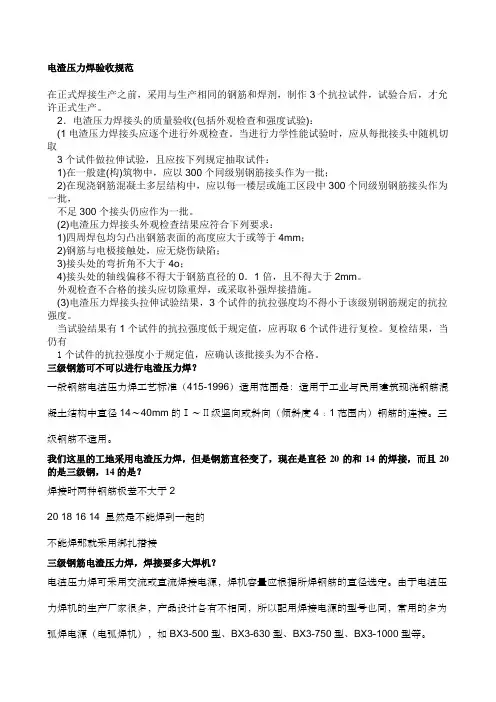
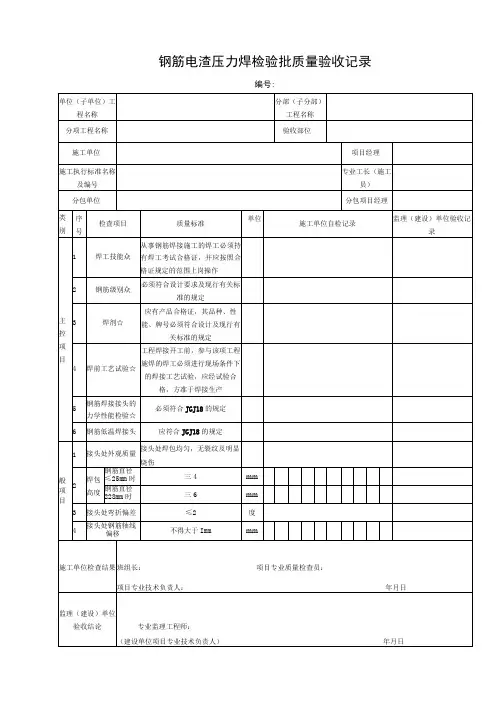
电渣压力焊验收规范在正式焊接生产之前,采用与生产相同的钢筋和焊剂,制作3个抗拉试件,试验合后,才允许正式生产。
2.电渣压力焊接头的质量验收(包括外观检查和强度试验):(1电渣压力焊接头应逐个进行外观检查。
当进行力学性能试验时,应从每批接头中随机切取3个试件做拉伸试验,且应按下列规定抽取试件:1)在一般建(构)筑物中,应以300个同级别钢筋接头作为一批;2)在现浇钢筋混凝土多层结构中,应以每一楼层或施工区段中300个同级别钢筋接头作为一批,不足300个接头仍应作为一批。
(2)电渣压力焊接头外观检查结果应符合下列要求:1)四周焊包均匀凸出钢筋表面的高度应大于或等于4mm;2)钢筋与电极接触处,应无烧伤缺陷;3)接头处的弯折角不大于4o;4)接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2mm。
外观检查不合格的接头应切除重焊,或采取补强焊接措施。
(3)电渣压力焊接头拉伸试验结果,3个试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度。
当试验结果有1个试件的抗拉强度低于规定值,应再取6个试件进行复检。
复检结果,当仍有1个试件的抗拉强度小于规定值,应确认该批接头为不合格。
三级钢筋可不可以进行电渣压力焊?一般钢筋电渣压力焊工艺标准(415-1996)适用范围是:适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的Ⅰ~Ⅱ级竖向或斜向(倾斜度4﹕1范围内)钢筋的连接。
三级钢筋不适用。
我们这里的工地采用电渣压力焊,但是钢筋直径变了,现在是直径20的和14的焊接,而且20的是三级钢,14的是?焊接时两种钢筋极差不大于220 18 16 14 显然是不能焊到一起的不能焊那就采用绑扎搭接三级钢筋电渣压力焊,焊接要多大焊机?电渣压力焊可采用交流或直流焊接电源,焊机容量应根据所焊钢筋的直径选定。
由于电渣压力焊机的生产厂家很多,产品设计各有不相同,所以配用焊接电源的型号也同,常用的多为弧焊电源(电弧焊机),如BX3-500型、BX3-630型、BX3-750型、BX3-1000型等。
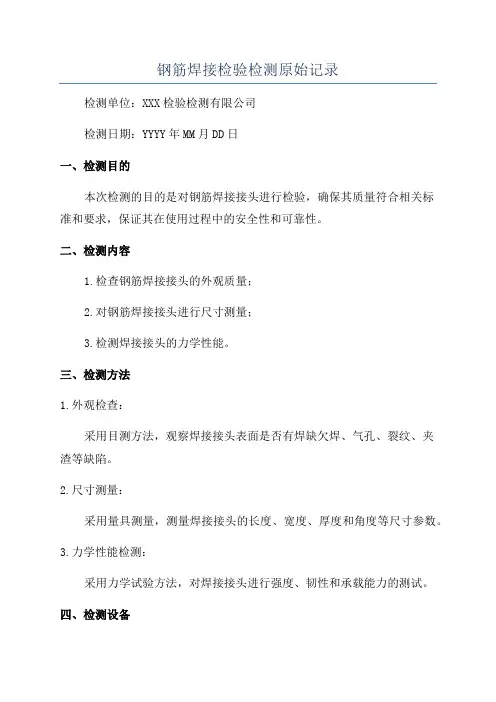
钢筋焊接检验检测原始记录检测单位:XXX检验检测有限公司检测日期:YYYY年MM月DD日一、检测目的本次检测的目的是对钢筋焊接接头进行检验,确保其质量符合相关标准和要求,保证其在使用过程中的安全性和可靠性。
二、检测内容1.检查钢筋焊接接头的外观质量;2.对钢筋焊接接头进行尺寸测量;3.检测焊接接头的力学性能。
三、检测方法1.外观检查:采用目测方法,观察焊接接头表面是否有焊缺欠焊、气孔、裂纹、夹渣等缺陷。
2.尺寸测量:采用量具测量,测量焊接接头的长度、宽度、厚度和角度等尺寸参数。
3.力学性能检测:采用力学试验方法,对焊接接头进行强度、韧性和承载能力的测试。
四、检测设备1.目测用眼镜、手持灯;2.量具包括卷尺、千分尺、角度尺等;3.力学试验设备包括拉力试验机、冲击试验机等。
五、检测过程和结果1.外观检测:按照焊接接头表面缺陷的类型和数量填写相应的记录表。
结果如下:-焊缺欠焊:无;-气孔:无;-裂纹:无;-夹渣:无。
2.尺寸测量:依次测量焊接接头的长度、宽度、厚度和角度,记录并计算出平均值。
结果如下:- 长度:XX mm;- 宽度:XX mm;- 厚度:XX mm;-角度:XX度。
3.力学性能检测:采用拉力试验机和冲击试验机进行测试,记录并计算出相应的参数。
-强度:XXMPa;-韧性:XXkJ/m2;-承载能力:XXkN。
六、检测结论根据上述检测结果,钢筋焊接接头的外观质量良好,尺寸符合要求,力学性能满足相关标准和要求。
七、检测人员签字及日期检测人员1:___________检测人员2:___________日期:YYYY年MM月DD日以上就是钢筋焊接检验检测的原始记录,总字数超过1200字。
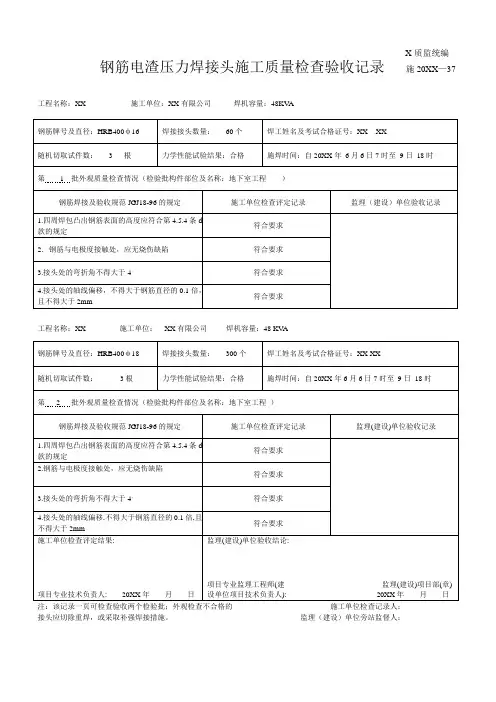
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:。
钢筋连接检验批质量验收记录1. 概述本文档记录了钢筋连接检验批的质量验收记录,对钢筋连接工程进行质量检验,确保连接质量符合标准要求。
2. 项目信息•项目名称:•工程名称:•编制日期:3. 检验批信息•检验批编号:•检验日期:•检验人员:4. 检验内容和要求本次检验批的主要内容包括以下项目: - 焊接质量检验:检查焊接接头的焊缝质量,包括焊缝的密度、均匀性和焊缝表面的缺陷等。
- 螺纹连接检验:检查螺纹连接件的螺纹质量,确保螺纹连接的紧固性良好。
- 维护检验:检查钢筋连接的维护情况,包括防腐、除锈等维护工作的执行情况。
5. 检验结果根据对钢筋连接的检验,以下为本次检验批的质量验收结果:5.1 焊接质量检验结果•焊接接头1:合格•焊接接头2:合格•焊接接头3:合格•螺纹连接件1:合格•螺纹连接件2:合格•螺纹连接件3:合格5.3 维护检验结果•防腐处理:合格•除锈处理:合格6. 验收意见根据本次检验结果,对钢筋连接的质量进行验收意见如下:6.1 焊接质量验收意见根据焊接接头的质量检验结果,认为焊接质量符合标准要求,可以进行验收。
根据螺纹连接件的质量检验结果,认为螺纹连接质量符合标准要求,可以进行验收。
6.3 维护验收意见根据钢筋连接的维护检验结果,认为维护工作符合标准要求,可以进行验收。
7. 验收结论综上所述,经过本次钢筋连接检验批的质量验收,验证钢筋连接的质量符合标准要求,同意进行验收。
8. 验收人员•验收人员1:•验收人员2:•日期:9. 相关附件•附件1:焊接检验报告•附件2:螺纹连接检验报告•附件3:维护检验报告以上为钢筋连接检验批的质量验收记录,用于记录钢筋连接工程的质量验收情况。
钢筋电渣压力焊接头检验批质量验收记录一、前言钢筋电渣压力焊接头是钢筋连接的一种常用方式,在建筑、桥梁、隧道、水利等行业中广泛应用。
焊接工艺的好坏直接影响钢筋连接的安全可靠性,因此对焊接工艺和焊接接头的质量进行检验和验收,对于施工质量的保障至关重要。
本文档旨在总结钢筋电渣压力焊接头检验批的质量验收记录,以便于工程管理实践中的规范化要求。
二、检验批范围本文档适用于钢筋电渣压力焊接头检验批的质量验收记录工作。
三、质量验收内容(一)焊接焊缝外观质量焊接焊缝外观质量检验是对焊接工艺的直接检验,外观质量不良的焊接接头往往不具备保护钢筋的功能。
因此,焊接焊缝外观质量的检验是质量验收的重要环节。
(二)焊接接头尺寸钢筋电渣压力焊接头的尺寸应符合设计要求,尤其是焊接头的长度、宽度、高度、间距等尺寸应符合规范的要求,确保焊接头的力学性能达到标准要求。
因此,检验焊接接头尺寸的合格率也是质量验收的重要方面。
(三)焊接接头机械性能钢筋电渣压力焊接头的机械性能对拼接的钢筋有着重要的保护作用,因此焊接接头机械性能的检验也非常重要。
验收时需要检测焊接接头的强度和韧性等力学性能参数,并进行拉伸、扭曲、冲击等试验,确保焊接接头的机械性能与要求相符合。
四、检验依据钢筋电渣压力焊接头的检验依据是相关行业标准。
主要有:GB/T17219-1998《钢筋电渣焊接工艺规程》、GB/T1499.1-2018《混凝土用钢筋标准》等。
在验收检验时,需要根据标准明确检验方法和验收标准。
五、检验记录检验记录是质量验收的重要环节,它记录了焊接接头检验中的重要信息,也是评判焊接质量是否合格的依据。
检验记录应当包含以下信息:(一)项目和部位名称:记录钢筋电渣压力焊接头所在的建筑项目及部位。
(二)焊接接头编号:焊接接头应分别进行编号,以便于记录和管理。
(三)焊接工艺参数:记录焊接工艺参数,如电压、电流、焊接时间、电极间距、焊接线性速度等。
(四)焊接缺陷情况:在检验中发现的焊接缺陷应当详细记录。
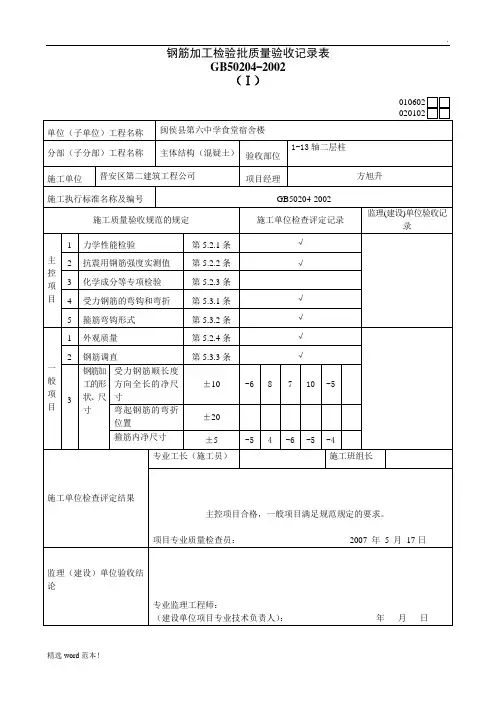
钢筋加工检验批质量验收记录表GB50204-2002(Ⅰ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋加工、安装验报表A9工程名称:闽侯县第六中学食堂宿舍楼编号:GB50204-2002(Ⅰ)模板安装验表A9工程名称:闽侯县第六中学食堂宿舍楼编号:混凝土浇捣令编号05本表一式三份,建设、监理、施工单位各一份。
浇捣要求:1、浇捣前模板清理干净;浇水湿润;2、后台主计量器具校核,保证计量准确;3、施工缝处浇水湿润,按要求接浆;4、严格控制水灰比,配合比,振捣密实等。
本表由施工单位,经监理单位检查合格签字,总监签发批准后方可进行操作施工。
钢筋及预埋件隐蔽验收记录混凝土开盘鉴定质控(建)表4.1.6.8 共 1 页第 1 页混凝土原材料及配合比设计混凝土施工检验批质量报验表A9工程名称:闽侯县第六中学食堂宿舍楼编号:混凝土原材料及配合比设计检验批质量验收记录表GB50204-2002(Ⅰ)混凝土施工检验批质量验收记录表GB50204-2002(Ⅱ)混凝土工程(现场搅拌)施工记录质控(建)表4.1.6.9-1 共页第页模板拆除工序申请表工程名称:闽侯县第六中学食堂宿舍楼编号:本表由施工承包单位填报,一式二份,监理单位和施工承包单位各一份。
(附件:砼压强报告)模板拆除工程检验批质量验收记录表GB50204-2002(Ⅲ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)GB50204-2002(Ⅱ)GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)(Ⅱ)(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)钢筋安装工程检验批质量验收记录表GB50204-2002(Ⅱ)。
钢筋验收记录表日期:xxxx年xx月xx日项目名称:xxxx工程验收人员:xxxx施工单位:xxxx公司一、验收目的钢筋验收是为了确保工程施工质量,保证钢筋的规格、数量和质量符合设计要求,以确保工程的安全性和持久性。
二、验收内容1. 钢筋规格和数量的核对:根据设计图纸要求,对钢筋的规格和数量进行核对,确保与设计要求一致。
2. 钢筋表面质量的检查:对钢筋表面进行仔细观察,检查是否存在生锈、腐蚀、破损等情况。
3. 钢筋的弯曲度检查:对钢筋进行弯曲度检查,确保弯曲度符合设计要求。
4. 钢筋的连接方式检查:检查钢筋的连接方式是否符合设计要求,包括焊接、扣件等连接方式。
5. 钢筋的安装位置检查:检查钢筋的安装位置是否符合设计要求,保证其在混凝土结构中的正确位置。
6. 钢筋的间距检查:检查钢筋的间距是否符合设计要求,确保钢筋的布置密度合理。
三、验收结果经过仔细检查和核对,对钢筋进行验收,结果如下:1. 钢筋规格和数量与设计要求一致,无误差。
2. 钢筋表面质量良好,无生锈、腐蚀、破损等情况。
3. 钢筋的弯曲度符合设计要求,未出现过度弯曲或不足弯曲的情况。
4. 钢筋的连接方式符合设计要求,焊接牢固、扣件可靠。
5. 钢筋安装位置准确,与设计图纸一致。
6. 钢筋的间距符合设计要求,布置密度适宜。
四、存在问题及处理意见经过验收,发现以下问题:1. 部分钢筋的表面存在轻微锈蚀,需要进行清洗和涂覆防锈剂处理。
2. 部分钢筋的安装位置存在偏差,需要重新调整至正确位置。
3. 部分钢筋的间距存在不合理情况,需要进行调整以满足设计要求。
针对以上问题,我们将采取以下措施进行处理:1. 对存在锈蚀的钢筋进行清洗和涂覆防锈剂处理,确保其表面质量达到要求。
2. 对安装位置存在偏差的钢筋进行重新调整,确保其准确安装至设计要求的位置。
3. 对间距不合理的钢筋进行调整,使其符合设计要求的布置密度。
五、结论经过钢筋验收,大部分钢筋符合设计要求,但部分钢筋存在表面锈蚀、安装位置偏差和间距不合理等问题。
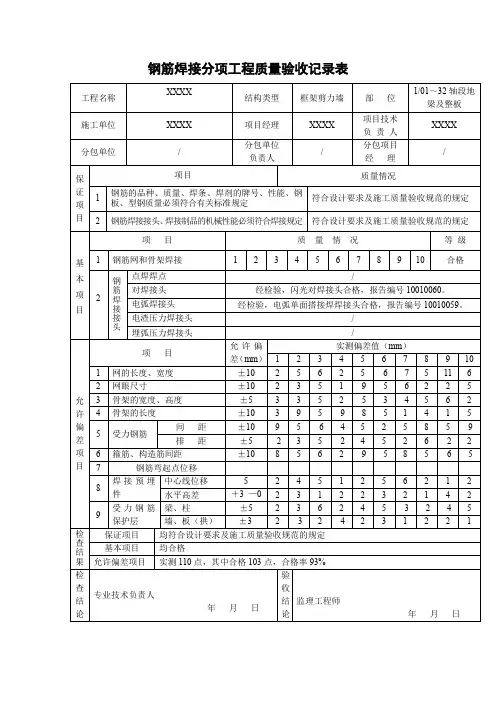
钢筋焊接质量检查钢筋焊接质量检查1. 钢筋砼结构中,纵向受力钢筋的连接方式有绑扎搭接、焊接、机械连接三种,现浅谈对其中焊接接头质量评定标准的认识,设定范围为工程常见的闪光对焊、电弧焊、电渣压力焊三种接头型式的拉伸试验、弯曲试验力学性能检验主控项目。
2. 《钢筋焊接及验收规程》(JGJ18--2021)为现行标准,由原《钢筋焊接及验收规程》(JGJ18--96)修订而成。
在(JGJ18--2021)的5.1.7条、5.1.8条强制性条文中规定了焊接接头的拉伸试验、弯曲试验合格要求;其中拉伸试验合格要求是:⑴ 3个热轧钢筋接头试件的抗拉强度均不得小于该牌号钢筋规定的抗拉强度;⑵至少应有2个试件断于焊缝之外,并应呈延性断裂;弯曲试验合格要求是:⑴闪光对焊:HPB235、HRB335、HRB400钢筋接头弯心直径分别为2d、4d、5d,弯曲角均为90°,至少应有2个试件外侧未发生破裂;⑵电弧焊、电渣压力焊没有弯曲试验要求。
3. 综上所述,闪光对焊接头质量评定标准最为严格,由于其拉伸试验试件焊外延性断裂要求及弯曲试验试件外侧未发生破裂要求(当试件外侧横向裂纹宽度达到0.5mm时,应认定己经破裂),保证了焊接接头更为安全的抗震要求和受拉性能,可以应用于柱、墙的竖向受力钢筋连接和梁、板的水平受力钢筋连接。
在现行《砼结构设计规范》(GB50010--2002)9.4.10条规定中“……当直接承受吊车荷载的钢筋砼吊车梁、屋面梁及屋架下弦的纵向受拉钢筋必须采用焊接接头时,应符合下列规定:1.必须采用闪光接触对焊,……”此处其它焊接接头型式不允许采用,因此闪光对焊接头质量评定标准最为严格也理所当然,在实际工程中,未经设计许可,不能以其它焊接接头型式替代闪光对焊接头。
闪光对焊具有压焊工艺优点,一般在地面的钢筋车间、钢筋棚内操作,与电弧焊、电渣压力焊相比,其焊接质量控制具有环境、工艺优势。
4. 钢筋电弧焊包括帮条焊、搭接焊、坡口焊、窄间隙焊、熔槽帮条焊五种接头型式,该类接头为熔焊工艺,在工程实体上施焊和手工操作占一定比重,立焊操作较难掌握,且接头型式无法做弯曲试验而不予要求冷弯检验,帮条焊和搭接焊中的单面焊接头在承受荷载下形成偏心受拉、偏心受压,从而产生扭矩,因此与闪光对焊相比,其焊接质量控制在工艺特点、操作环境、检验程度、受力机制上存在不足,为此该接头型式虽可应用于柱、墙竖向受力钢筋连接和梁、板水平受力钢筋连接,但在重要结构和重要部位中应慎用,如有必要,建议设计单位作出规定。