孔的加工
- 格式:ppt
- 大小:2.39 MB
- 文档页数:60

孔加工工艺技术孔加工技术是制造业中常用的一种加工工艺,主要用于在各种材料中加工孔洞,以实现不同的设计要求。
孔加工工艺技术的发展推动了制造业的进步和产品质量的提高。
孔加工工艺技术可以分为多种类型,根据不同的加工要求和材料特性选择不同的孔加工方法。
常见的孔加工方法包括钻孔、铰孔、镗孔和螺纹攻丝等。
钻孔是最常用的孔加工方法之一,通过转动钻具在工件上形成孔洞。
钻孔可以分为手工钻孔和机床钻孔两种形式。
手工钻孔适用于少量、简单的孔加工,而机床钻孔适用于大批量、高精度的孔加工。
铰孔是一种常用的孔加工方法,主要用于加工内螺纹孔。
铰孔通常通过铰刀的旋转和沿轴线移动来实现。
铰孔的加工精度高,但加工速度相对较慢。
镗孔是一种通过在工件中旋转镗刀来加工孔洞的方法。
镗孔可以实现较高的加工精度和表面光洁度,适用于加工大直径的孔洞。
螺纹攻丝是一种在孔洞中形成螺纹的加工方法。
螺纹攻丝通常使用攻丝刀具来实现,可以加工不同规格和类型的螺纹孔。
孔加工工艺技术在制造业中有着广泛的应用。
在汽车制造中,孔加工技术用于制造汽车零部件的孔洞,如发动机缸体和汽车框架的孔洞加工。
在航空航天工业中,孔加工技术用于加工航空发动机的进气道和排气道的孔洞。
在电子器件制造中,孔加工技术用于加工电路板上的孔洞。
随着科技的进步和对产品质量要求的不断提高,孔加工工艺技术也在不断发展和创新。
近年来,随着数控技术的应用,孔加工工艺技术实现了自动化和高效率的加工。
数控孔加工设备可以实现多种孔加工方法的自动切换和程序控制,提高了加工精度和生产效率。
除了发展数控技术,孔加工工艺技术还面临着一些挑战和问题。
如何提高加工精度和表面光洁度,如何降低工具磨损和延长使用寿命等都是孔加工技术需要解决的问题。
总之,孔加工工艺技术在制造业中起着重要的作用,不断创新和发展推动了制造业的进步和产品质量的提高。
随着科技的不断发展,孔加工工艺技术将继续向着更高精度、更高效率的方向发展。
孔的加工及其达到的精度孔的加工及其达到的精度一、钻孔1. 工艺特点1)钻孔是孔的粗加工方法;2)可加工直径0.05~125mm的孔;3)孔的尺寸精度在IT10以下;4)孔的表面粗糙度一般只能控制在Ra12.5μm。
对于精度要求不高的孔,如螺栓的贯穿孔、油孔以及螺纹底孔,可直接采用钻孔。
二、扩孔工艺特点1)扩孔是孔的半精加工方法;2)一般加工精度为IT10~IT9;3)孔的表面粗糙度可控制在Ra6.3 ~3.2μm。
当钻削dw>30mm直径的孔时,为了减小钻削力及扭矩,提高孔的质量,一般先用(0.5~0.7)dw大小的钻头钻出底孔,再用扩孔钻进行扩孔,则可较好地保证孔的精度和控制表面粗糙度,且生产率比直接用大钻头一次钻出时还要高。
三、铰孔铰削过程的实质铰削过程不完全是一个切削过程,而是包括切削、刮削、挤压、熨平和摩擦等效应的一个综合作用过程。
铰削用量1)铰削余量粗铰余量为0.10mm~0.35 mm;精铰余量为0.04mm~0.06mm。
2)切削速度和进给量铰削速度为1.5m/min ~5m/min;铰削钢件时,进给量为0.3mm/r ~2mm/r;铰削铸铁件时,进给量为0.5mm/r ~3mm/r。
工艺特点1)铰孔是孔的精加工方法;2)可加工精度为IT7、IT8、IT9的孔;3)孔的表面粗糙度可控制在Ra3.2 ~0.2μm;4)铰刀是定尺寸刀具;5)切削液在铰削过程中起着重要的作用。
四、镗孔工艺特点1)镗孔可不同孔径的孔进行粗、半精和精加工;2)加工精度可达为IT7~IT6;3)孔的表面粗糙度可控制在Ra6.3 ~0.8μm。
4)能修正前工序造成的孔轴线的弯曲、偏斜等形状位置误差;五、拉孔工艺特点1) 拉削生产率高。
2) 拉削精度高,质量稳定。
拉削精度一般可达IT9-IT7级,表面粗糙度一般可控制到Ra1.6mm~Ra0.8mm,拉削表面的形状、尺寸精度和表面质量主要依靠拉刀设计、制造及正确使用保证。
孔的各种加工方法1、扩孔中文名称:扩孔英文名称:counterboring reaming定义:用扩孔工具扩大工件孔径的加工方法。
解释:将钻孔底部或某些类型的基础墩的底部加以扩大,以便增加其承受荷载的区域[expanding]∶用来增加管子、杯状物或壳体等带孔工件的内径的方法2、铰孔铰孔是孔的精加工方法之一,在生产中应用很广。
对于较小的孔,相对于内圆磨削及精镗而言,铰孔是一种较为经济实用的加工方法铰孔是铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和孔表面质量的方法。
2.2、铰刀的种类常用的有:整体圆柱形机铰刀和手铰刀,可调节的手铰刀,螺旋槽手铰刀。
2.3、铰刀的研磨出厂时均有一定的研磨量,使用者按需要的尺寸研磨。
3、镗孔镗孔是对锻出,铸出或钻出孔的进一步加工,镗孔可扩大孔径,提高精度,减小表面粗糙度,还可以较好地纠正原来孔轴线的偏斜。
镗孔可以分为粗镗、半精镗和精镗。
精镗孔的尺寸精度可达IT8~IT7,表面粗糙度Ra值1.6~0.8μm。
镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以,把镗刀固定在车床尾座或者固定在小刀架上都可以。
深孔镗孔需要专用的深孔钻镗床,镗刀要加上镗秆,还要加上液压泵站利用冷却液把铁屑排除。
常用镗刀1.通孔镗刀镗通孔用的普通镗刀,为减小径向切削分力,以减小刀杆弯曲变形,一般主偏角为45°~75°,常取60°~70°.2.不通孔镗刀镗台阶孔和不通孔用的镗刀,其主偏角大于90°,一般取95~100°,刀头处宽度应小于孔的半径。
钻孔,铰孔,镗孔它们之间有什么区别?钻孔就是在工件上打孔,有时因为钻孔不可以一步到位,所以需要扩孔,为了增加精度就需要采用铰孔,增加更大的精度就需要镗孔,钻,扩,铰在一般机床就可以,如果是深孔需要镗孔,就必须在深孔钻镗床上镗孔。
钻孔是在实体上进行的孔加工,是最基本的孔加工,扩孔是在钻完孔的基础上再做精度加强的孔加工,铰孔和扩孔性质差不多,相比扩孔而言,铰孔不能修正直线度,意思就是原来孔钻歪了,铰的时候也会歪的,扩孔的话,原来钻歪了一点点,扩的时候也是能修正过来的。
孔的加工及其达到的精度孔的加工及其达到的精度一、钻孔1。
工艺特点1)钻孔是孔的粗加工方法;2)可加工直径0。
05~125mm的孔;3)孔的尺寸精度在IT10以下;4)孔的表面粗糙度一般只能控制在Ra12.5μm。
对于精度要求不高的孔,如螺栓的贯穿孔、油孔以及螺纹底孔,可直接采用钻孔。
二、扩孔工艺特点1)扩孔是孔的半精加工方法;2)一般加工精度为IT10~IT9;3)孔的表面粗糙度可控制在Ra6。
3 ~3.2μm。
当钻削dw>30mm直径的孔时,为了减小钻削力及扭矩,提高孔的质量,一般先用(0。
5~0.7)dw大小的钻头钻出底孔,再用扩孔钻进行扩孔,则可较好地保证孔的精度和控制表面粗糙度,且生产率比直接用大钻头一次钻出时还要高。
三、铰孔铰削过程的实质铰削过程不完全是一个切削过程,而是包括切削、刮削、挤压、熨平和摩擦等效应的一个综合作用过程.铰削用量1)铰削余量粗铰余量为0.10mm~0。
35 mm;精铰余量为0.04mm~0。
06mm。
2)切削速度和进给量铰削速度为1。
5m/min ~ 5m/min; 铰削钢件时,进给量为0。
3mm/r ~ 2mm/r;铰削铸铁件时,进给量为0.5mm/r ~3mm/r。
工艺特点1)铰孔是孔的精加工方法;2)可加工精度为IT7、IT8、IT9的孔;3)孔的表面粗糙度可控制在Ra3.2 ~0.2μm;4)铰刀是定尺寸刀具;5)切削液在铰削过程中起着重要的作用.四、镗孔工艺特点1)镗孔可不同孔径的孔进行粗、半精和精加工;2)加工精度可达为IT7~IT6;3)孔的表面粗糙度可控制在Ra6.3 ~0。
8μm.4)能修正前工序造成的孔轴线的弯曲、偏斜等形状位置误差;五、拉孔工艺特点1)拉削生产率高。
2)拉削精度高,质量稳定.拉削精度一般可达IT9-IT7级,表面粗糙度一般可控制到Ra1。
6mm~Ra0。
8mm,拉削表面的形状、尺寸精度和表面质量主要依靠拉刀设计、制造及正确使用保证。
第三节孔加工与外圆表面加工相比,孔加工的条件要差得多,加工孔要比加工外圆困难。
这是因为:(1)孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动;(2)用定尺寸刀具加工孔时,孔加工的尺寸往往直接取决于刀具的相应尺寸,刀具的制造误差和磨损将直接影响孔的加工精度;(3)加工孔时,切削区在工件内部,排屑及散热条件差,加工精度和表面质量都不易控制。
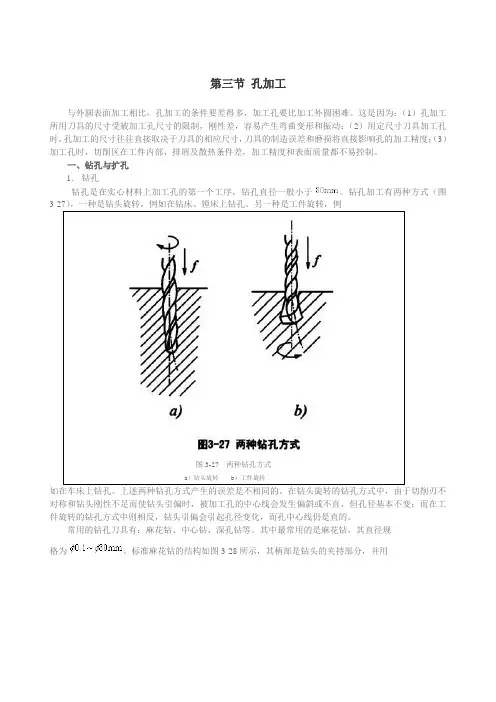
一、钻孔与扩孔1.钻孔钻孔是在实心材料上加工孔的第一个工序,钻孔直径一般小于。
钻孔加工有两种方式(图图3-27 两种钻孔方式a)钻头旋转b)工件旋转如在车床上钻孔。
上述两种钻孔方式产生的误差是不相同的。
在钻头旋转的钻孔方式中,由于切削刃不对称和钻头刚性不足而使钻头引偏时,被加工孔的中心线会发生偏斜或不直,但孔径基本不变;而在工件旋转的钻孔方式中则相反,钻头引偏会引起孔径变化,而孔中心线仍是直的。
常用的钻孔刀具有:麻花钻、中心钻、深孔钻等。
其中最常用的是麻花钻,其直径规格为。
标准麻花钻的结构如图3-28所示,其柄部是钻头的夹持部分,并用图3-28 标准麻花钻的结构a)锥柄b)直柄来传递扭矩;钻头柄部有直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。
颈部供制造时磨削柄部退砂轮用,也是钻头打标记的地方,为制造方便直柄麻花钻一般不设颈部。
工作部分包括切削部分和导向部分,切削部分担负着主要切削工作,钻头有两条主切削刃,两条副切削刃和一条横刃,如图3-29所示;螺旋槽表面为钻头的前刀面,切削图3-29 麻花钻的切削部分削刃可视为一正一反安装的两把外圆车刀。
如图中虚线所示。
导向部分有两条对称的螺旋槽和刃带,螺旋槽用来形成切削刃和前角,并起排屑和输送冷却液作用;刃带起导向和修光孔壁的作用;刃带有很小的倒锥,由切削部分向柄部每长度上直径减小,以减小钻头与孔壁的摩擦。
麻花钻的主要几何角度有顶角、前角、后角、横刃斜角和螺旋角,如图3-30所示。
顶角是两条主切削刃在与其平行的平面上投影的夹角,加工钢料和图3-30 标准麻花钻的几何角度铸铁的钻头顶角取为118°±2°。
孔的加工及其达到的精度孔的加工及其达到的精度一、钻孔1. 工艺特点1钻孔是孔的粗加工方法;2可加工直径0.05~125mm的孔;3孔的尺寸精度在IT10以下;4孔的表面粗糙度一般只能控制在Ra12.5μm..对于精度要求不高的孔;如螺栓的贯穿孔、油孔以及螺纹底孔;可直接采用钻孔..二、扩孔工艺特点1扩孔是孔的半精加工方法;2一般加工精度为IT10~IT9;3孔的表面粗糙度可控制在Ra6.3 ~3.2μm..当钻削dw>30mm直径的孔时;为了减小钻削力及扭矩;提高孔的质量;一般先用0.5~0.7dw大小的钻头钻出底孔;再用扩孔钻进行扩孔;则可较好地保证孔的精度和控制表面粗糙度;且生产率比直接用大钻头一次钻出时还要高..三、铰孔铰削过程的实质铰削过程不完全是一个切削过程;而是包括切削、刮削、挤压、熨平和摩擦等效应的一个综合作用过程..铰削用量1铰削余量粗铰余量为0.10mm~0.35 mm;精铰余量为0.04mm~0.06mm..2切削速度和进给量铰削速度为1.5m/min ~5m/min;铰削钢件时;进给量为0.3mm/r ~2mm/r;铰削铸铁件时;进给量为0.5mm/r ~3mm/r..工艺特点1铰孔是孔的精加工方法;2可加工精度为IT7、IT8、IT9的孔;3孔的表面粗糙度可控制在Ra3.2 ~0.2μm;4铰刀是定尺寸刀具;5切削液在铰削过程中起着重要的作用..四、镗孔工艺特点1镗孔可不同孔径的孔进行粗、半精和精加工;2加工精度可达为IT7~IT6;3孔的表面粗糙度可控制在Ra6.3 ~0.8μm..4能修正前工序造成的孔轴线的弯曲、偏斜等形状位置误差;五、拉孔工艺特点1 拉削生产率高..2 拉削精度高;质量稳定..拉削精度一般可达IT9-IT7级;表面粗糙度一般可控制到Ra1.6mm~Ra0.8mm;拉削表面的形状、尺寸精度和表面质量主要依靠拉刀设计、制造及正确使用保证..3 拉削成本低;经济效益高..4 拉刀是定尺寸、高精度、高生产率专用刀具;制造成本很高;所以;拉削加工只适用于批量生产;最好是大批大量生产;一般不宜用于单件、小批生产..六、内圆磨削工艺特点1磨削是零件精加工的主要方法之一;2对长径比小的;内孔磨削的经济精度可达IT5~IT6;表面粗糙度可控制到Ra0.8mm~Ra0.2mm;3可加工较硬的金属材料和非金属材料;如淬火钢、硬质合金和陶瓷等..内圆磨削与外圆磨削相比;存在如下一些主要问题:1 内圆磨削的表面较外圆磨削的粗糙..2 生产率较低..3 磨削接触区面积较大;砂轮易堵塞;散热和切削液冲刷困难..因此内孔磨削一般仅适用于淬硬工件的精加工;在单件、小批生产中和在大批大量生产中都有应用..七、总结一小批量加工1.钻IT13~IT11 Ra 252.钻→铰IT9 Ra 6.3~3.23.钻→粗铰→精铰IT8~IT7 Ra 3.2~1.64.钻→扩IT11 Ra 25~12.55.钻→扩→铰IT9~IT7 Ra6.3~3.26.钻→扩→粗铰→精铰IT7 Ra 3.2~1.67.钻→扩→机铰→手铰IT7~IT6 Ra 0.8~0.28.钻→扩→拉IT9~IT7 Ra 3.2~0.2二大批大量生产9.粗镗或扩孔IT13~IT11Ra 25~12.510.粗镗粗扩→半精镗精扩IT9~IT8 Ra 6.3~3.211.粗镗粗扩→半精镗精扩→精镗铰IT8~IT7Ra 3.2~1.612.粗镗→半精镗→精镗→浮动镗刀精镗IT7~IT6 Ra 1.6~0.813.粗镗→半精镗→精镗→浮动镗刀精镗→挤压IT7~IT6 Ra 1.6~0.414.粗镗→半精镗→磨孔IT8~IT7 Ra 1.6~0.415.粗镗→半精镗→粗磨→精磨IT7~IT6 Ra 0.4~0.216.粗镗→半精镗→精镗→金刚镗IT7~IT6 Ra 0.8~0.117.钻→扩→粗铰→精铰→珩磨IT7~IT6 Ra 0.4~0.0518.钻→扩→拉→珩磨IT7~IT6 Ra 0.4~0.0519.粗镗→半精镗→精镗→珩磨20.钻→扩→粗铰→精铰→研磨21.钻→扩→拉→研磨IT6以上Ra 0.2~0.01222.粗镗→半精镗→精镗→研磨。
微型孔加工方法
微型孔加工方法是一种用于制造微小尺寸孔的加工技术。
以下是几种常见的微型孔加工方法:
1. 激光加工:利用激光束的高热能量,通过蒸发、熔融或燃烧等方式剥离材料,形成微小孔洞。
激光加工具有高精度、高速度和非接触加工的优势。
2. 电火花加工:利用电火花放电的热能量,在工件表面产生微小爆炸,进而形成微小孔洞。
电火花加工的特点是可以加工各种导电材料,但速度较慢并且会产生热影响区。
3. 镜面电子束加工:利用聚焦的电子束在工件表面扫描,通过高能电子束的蒸发和热扩散作用,形成微小孔洞。
镜面电子束加工具有高精度和高速度的优势,但设备成本较高。
4. 微切割加工:利用微细切割工具(如微锯片、微刀片等)对工件表面进行切割,形成微小孔洞。
微切割加工具有较高的加工精度和加工速度,但工具磨损较快。
5. 化学腐蚀加工:通过将工件浸泡在特定的腐蚀液中,利用化学反应使材料局部溶解,形成微小孔洞。
化学腐蚀加工具有较高的加工精度和加工速度,但对材料选择和腐蚀液的控制要求较高。
这些微型孔加工方法各有优劣,选择适合的加工方法取决于材料类型、尺寸要求、加工速度和成本等因素。
孔加工方法孔加工是机械加工中的一项重要工艺,它在工业生产中有着广泛的应用。
孔是机械零件的重要结构部分,对于孔的加工质量和精度要求很高。
要求孔加工过程具有高效性、精度性和稳定性。
本文将介绍几种常见的孔加工方法。
1.盘式钻床盘式钻床是钻孔的一种常用设备,主要适用于小孔径的钻孔。
它的主要特点是加工效率高,钻孔精度和表面质量较好。
盘式钻床通常采用自动送料和夹紧钻头的方式来进行自动化的钻孔过程,从而提高效率和加工精度。
盘式钻床的结构简单,使用方便,维修保养成本低,是中小型企业的首选设备。
2.数控铣床数控铣床是一种利用数控技术对工件进行铣削的设备,它适用于孔的加工和复杂曲面的加工。
数控铣床具有高精度、高效率、高自动化程度等特点,可以满足各种复杂的孔加工需求。
数控铣床有多种型号和规格,可以根据加工任务的要求选择不同的型号和规格。
3.钻孔加工中心钻孔加工中心是一种专门用于加工孔的设备,它可以完成多个孔的加工,钻孔、攻丝、镗孔、铰孔等。
钻孔加工中心具有高加工效率、高加工精度和高自动化程度等优良特点。
钻孔加工中心具有多个轴向和多个刀刃,可以快速、精确地完成多种复杂加工任务。
4.激光孔加工激光孔加工是一种非接触式加工方法,通过激光束对工件进行加热、熔化或蒸发,实现孔的加工。
激光孔加工具有加工速度快、加工精度高、环保节能等特点。
激光孔加工可以在各种材料上进行加工,包括金属材料和非金属材料。
5.电火花冲孔电火花冲孔是利用电火花放电的高温、高压效应,在工件表面进行孔加工。
它具有加工精度高、孔径小、工件硬度高、加工效率高等特点。
电火花冲孔适用于各种难加工、高硬度的金属材料和合金材料。
但它的缺点是加工时需要消耗大量的电荷,环保不如其他加工方法。
孔加工是机械加工中必不可少的工艺之一。
了解各种孔加工方法的特点和应用范围,可以为企业的孔加工提供有利参考,选择适合自己企业的加工方法,能够提高加工效率、加工精度和产品质量。
除了以上介绍的常规孔加工方法,还有其他的孔加工方法。
孔的常用加工方法
孔的常用加工方法包括:
1. 钻孔:利用钻头在工件上旋转,通过削除工件材料的方式制造孔。
2. 镗孔:利用镗刀在工件上移动,通过削除工件内部材料的方式制造孔。
3. 放电加工:利用电火花在工件表面烧蚀,通过制造孔洞的方法制造孔。
4. 激光加工:利用激光束在工件表面焊接或切割,通过制造孔洞的方式制造孔。
5. 冲孔:利用冲床冲击工件材料,通过打孔的方式制造孔。
6. 喷射加工:利用高压水或气体流在工件上喷射,通过冲刷工件材料的方式制造孔。
7. 滚削加工:利用滚刀在工件上滚动,通过削除工件表面材料的方式制造孔。
8. 铰孔:利用铰刀在工件上旋转,通过制造丝纹的方式制造孔。
大孔的加工方法大孔的加工方法有多种,以下是一些常见的方法:1. 插铣(或Z轴铣削):通过沿着工件的肩壁逐次进行插切,在粗铣出凹腔的同时加工(钻削)出一个新的孔。
为了钻削一个大直径孔,传统的加工方式是首先用一个较小直径的钻头钻孔,然后逐次换用更大直径的钻头以扩大孔径,所以必须购置所需要的各种钻头,并且花费额外的时间更换钻头。
而螺旋和圆周插补铣削能够利用有限的机床功率加工出原普通钻头或可转位钻头无法加工的大直径孔,采用一把铣刀同时在X、Y、Z三轴方向进行螺旋斜坡铣削,可以直接在无预孔的毛坯上加工出所需要的孔径尺寸,只要切削用量及工艺设计得当,高效铣刀能够加工出圆度在以内并具有良好表面粗糙度的孔。
2. 扩孔机加工:通过使用扩孔机进行加工来实现孔加工。
3. 水刀加工:通过高压水流切削凹槽或孔。
4. 激光加工:通过使用激光束切削金属材料上的孔。
5. 电脑控制钻孔机加工:利用计算机控制的钻孔机来实现孔加工。
6. 冲孔机加工:通过冲孔机将材料上的孔加工出来。
7. 剪切机加工:通过刀具对金属材料剪切来实现孔加工。
8. 锯孔机加工:通过使用锯片切削出孔。
9. 铣孔机加工:利用铣刀通过刀具加工孔或孔的大小和形状。
10. 车削加工:利用车削机加工出孔。
11. 电火花加工:通过将电流传导到工件上的电火花来实现孔的加工。
12. 压缩机加工:使用压缩机和特殊刀具来实现孔的加工。
13. 电熔焊加工:利用电熔焊加工出孔。
14. 电子切削加工:通过利用电子切削机器加工出孔。
15. 铬磨加工:利用磨轮和磨料将材料上的金属加工成孔。
以上方法仅供参考,在实际操作中,应根据工件的材料、尺寸、精度要求等因素选择合适的加工方法。