平面磨削的磨削力计算
- 格式:docx
- 大小:20.17 KB
- 文档页数:2
引言磨削力是磨削制造工艺中的一个重要考虑因素,引起了能量损耗、大量磨削热量、局部高温和磨削振动,影响了磨削淬硬的相变、硬化层厚度和表面硬度等。
为了获得磨削淬硬的切向磨削力进而确定磨削温度场的热源强度,通过对单个磨粒切削状态分析简化,在因次解析法的基础上建立平面磨削力的数学模型,通过试验对其有效性进行验证并分析其影响规律。
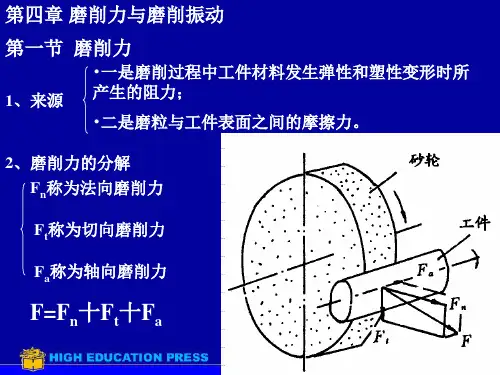
1平面磨削力的数学模型通常可以把磨削力分解在相互垂直的3个方向上,分别为法向磨削力F n 、切向磨削力F t 和轴向磨削力F a ,如图1所示。
由于轴向力F a 较小,可以不计。
图1平面磨削力示意图1.砂轮2.工件(1)砂轮与工件接触弧长平面磨削磨粒的运动轨迹如图2所示。
AC 为接触弧,r 为创成半径。
根据相对运动原理,磨削时磨粒切削工件的相对运动可转化成砂轮按照半径为r 的创成圆沿导轨MM 作纯滚动时磨粒A 相对静止工件的运动,点A 的运动轨迹为延长外摆线,其相对运动轨迹的方程如下x=r s sin φ±V φy=r s (1-cos φ)式中r s ———砂轮半径;φ———点A 的接触角;V φ———砂轮的直线位移,V φ=v w r s v s;“+”———用于逆磨;“-”———用于顺磨。
图2平面磨削磨粒的运动轨迹磨削时,砂轮与工件接触的单元长度d l s =d x 2+d y 2姨=r s1±2v w v scos φ+vwv s 姨姨姨d φ(2)doi :10.13436/j.mkjx.201407059平面磨削的磨削力数学模型研究邵国友(宿迁学院,江苏宿迁223800)摘要:为了获得磨削淬硬的切向磨削力进而确定磨削温度场的热源强度,通过对单个磨粒切削状态分析简化,在因次解析法的基础上建立平面磨削力的数学模型,利用试验验证了其有效性,进一步分析了磨削用量对磨削力的影响规律。
研究结果表明:切向磨削力和法向磨削力误差均<6.81%,验证了所建平面磨削力数学模型的有效性。
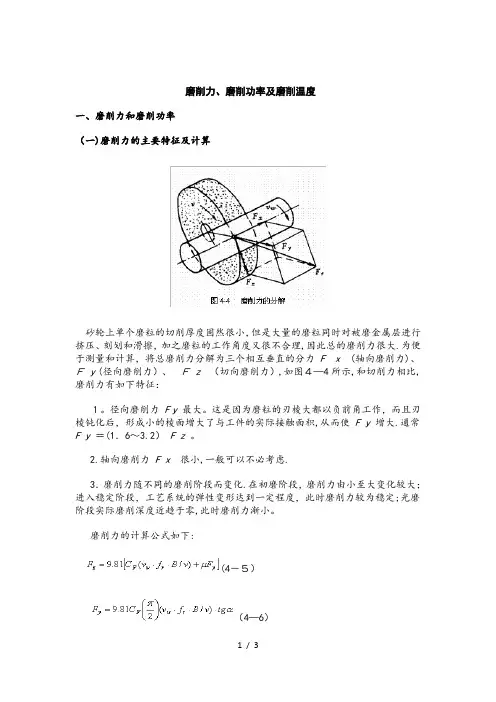
磨削力、磨削功率及磨削温度一、磨削力和磨削功率(一)磨削力的主要特征及计算砂轮上单个磨粒的切削厚度固然很小,但是大量的磨粒同时对被磨金属层进行挤压、刻划和滑擦,加之磨粒的工作角度又很不合理,因此总的磨削力很大.为便于测量和计算,将总磨削力分解为三个相互垂直的分力F x (轴向磨削力)、F y (径向磨削力)、F z (切向磨削力),如图4—4所示,和切削力相比,磨削力有如下特征:1。
径向磨削力F y 最大。
这是因为磨粒的刃棱大都以负前角工作,而且刃棱钝化后,形成小的棱面增大了与工件的实际接触面积,从而使F y 增大.通常F y =(1.6~3.2)F z 。
2.轴向磨削力F x 很小,一般可以不必考虑.3.磨削力随不同的磨削阶段而变化.在初磨阶段,磨削力由小至大变化较大;进入稳定阶段,工艺系统的弹性变形达到一定程度,此时磨削力较为稳定;光磨阶段实际磨削深度近趋于零,此时磨削力渐小。
磨削力的计算公式如下:(4-5)(4—6)式中 F z , F y —- 分别为切向和径向磨削力( N );v w ,v——分别为工件和砂轮的速度(m/s );fr -—径向进给量( mm );B —- 磨削宽度( mm );α -—假设磨粒为圆锥时的锥顶半角;C F ——切除单位体积的切屑所需的能( KJ/mm 2 );μ——工件和砂轮间的摩擦系数.磨削过程很复杂,影响磨削力的因素也很多,上述理论公式的精确度不高。
目前一般采用实验方法来测定磨削力的大小。
(二)磨削功率的计算磨削时,由于砂轮速度很高,功率消耗很大.主运动所消耗的功率定义为磨削功率.其计算公式如下:(kW) ( 4-7 )式中F z ——砂轮的切向力(N);v—- 砂轮的线速度( mm/s )。
二、磨削温度由于磨削的线速度很高,功率消耗较大,所以磨削温度很高。
这样高的温度会直接影响工件的精度及表面质量。
因此,控制磨削温度是提高工件表面质量和保证加工精度的重要途径。
外圆磨削力计算公式
外圆磨削力是机械加工中的重要参数之一,它直接影响到加工质量和效率。
下面介绍外圆磨削力计算公式:
1. 线速度计算公式
外圆磨削力的计算需要用到外圆切割速度,其计算公式如下:v = π × D × n / 1000
其中,v为线速度,单位为m/min;D为工件直径,单位为mm;n为主轴转速,单位为r/min。
2. 切削深度计算公式
切削深度是指磨削刀具与工件接触的深度,它是磨削力计算的重要参数之一。
其计算公式如下:
ap = (D - d) / 2
其中,ap为切削深度,单位为mm;D为工件直径,单位为mm;d为刀具直径,单位为mm。
3. 磨削切削力计算公式
根据切削力公式,磨削切削力可以通过以下公式计算:
Fc = k × ap × b × vf
其中,Fc为磨削切削力,单位为N;k为材料特性系数;ap为切削深度,单位为mm;b为磨削刀具刃数;vf为磨削速度,单位为m/min。
以上是外圆磨削力计算公式的详细介绍,希望对大家有所帮助。
《金属切削原理》第十二章:磨削加工详解磨削用于加工坚硬材料及精加工、半精加工内圆磨削外圆磨削平面磨削普通平面磨削圆台平面磨削超精磨削加工第一节砂轮的特性及选择砂轮由磨料、结合剂、气孔组成特性由磨料、粒度、结合剂、硬度、组织决定一、磨料分为天然磨料和人造磨料人造磨料氧化物系刚玉系(Al2O3)碳化物系碳化硅系碳化硼系超硬材料系人造金刚石系立方氮化硼系二、粒度表示磨粒颗粒尺寸的大小>63µm号数为通过筛网的孔数/英寸(25.4mm)机械筛分一般磨粒<63µm号数为最大尺寸微米数(W)显微镜分析法微细磨粒精磨细粒降低粗糙度粗磨粗粒提高生产率高速时、接触面积大时粗粒防烧伤软韧金属粗粒防糊塞硬脆金属细粒提高生产率国标用磨粒最大尺寸方向上的尺寸来表示三、结合剂作用:将磨料结合在一起,使砂轮具有必要的强度和形状1、陶瓷结合剂(A)常用由黏土等陶瓷材料配成特点:粘结强度高、耐热、耐酸、耐水、气孔率大、成本低、生产率高、脆、不能承受侧向弯扭力2、树脂结合剂(S)切断、开槽酚醛树脂、环氧树脂特点:强度高、弹性好、耐热性差、易自砺、气孔率小、易糊塞、磨损快、易失廓形、与碱性物质易反应、不易长期存放3、橡胶结合剂(X)薄砂轮、切断、开槽、无心磨导轮人造橡胶特点:弹性好、强度好、气孔小、耐热性差、生产率低4、金属结合剂(Q)磨硬质合金、玻璃、宝石、半导体材料青铜结合剂(制作金刚石砂轮)特点:强度高、自砺性差、形面成型性好、有一定韧性四、硬度在磨削力作用下,磨粒从砂轮表面脱落的难易程度分为超软、软、中软、中、中硬、硬、超硬工件材料硬砂轮软些防烧伤工件材料软砂轮硬些充分发挥磨粒作用接触面积大软砂轮精度、成形磨削硬砂轮保持廓形粒度号大软砂轮防糊塞有色金属、橡胶、树脂软砂轮防糊塞五、组织磨粒、气孔、结合剂体积的比例关系分为:紧密(0~3)、中等(4~7)、疏松(8~14)(磨粒占砂轮体积%↘)气孔、孔穴开式(与大气连通)占大部分,影响较大闭式(与大气不连通)尺寸小、影响小开式空洞型蜂窝型前两种构成砂轮内部主要的冷却通道管道型5~50µm六、砂轮的型号标注形状、尺寸、磨料、粒度号、硬度、组织号、结合剂、允许最高圆周线速度P300x30x75WA60L6V35外径300,厚30,内径75第二节磨削运动一、磨削运动1、主运动砂轮外圆线速度 m/s2、径向进给运动进给量fr 工件相对砂轮径向移动的距离间歇进给 mm/st 单行程mm/dst 双行程连续进给 mm/s3、轴向进给运动进给量fa 工件相对砂轮轴向的进给运动圆磨 mm/r平磨 mm/行程4、工件速度vw线速度 m/s二、磨削金属切除率ZQ=Q/B=1000·vw·fr·fa/B mm^3/(s·mm)ZQ:单位砂轮宽度切除率Q:每秒金属切除量用以表示生产率B:砂轮宽度三、砂轮与工件加工表面接触弧长lc=sqrt(fr·d0)影响参加磨削磨粒数目及磨粒负荷,容屑,冷却条件四、砂轮等效直径将外圆(内圆)砂轮直径换算成接触弧长相等的假想平面磨削的砂轮直径结论:对砂轮耐用度影响内圆>平面>外圆第三节磨削的过程一、单个磨粒的磨削过程磨粒的模型锐利120°圆锥钝化半球实际磨粒:大的负前角,大的切削刃钝圆半径滑擦、耕犁、切削滑擦:(不切削,不刻划)产生高温,引起烧伤裂纹耕犁:(划出痕迹)磨粒钝或切削厚度小于临界厚度,工件材料挤向两侧隆起切削:切削厚度大于临界厚度,形成切屑v↑→隆起↓(线性)塑性变形速度<磨削速度二、磨削的特点1、精度高、表面粗糙度小高速、小切深、机床刚性2、径向分力Fn较大多磨粒切削3、磨削温度高磨粒角度差、挤压和摩擦、砂轮导热差4、砂轮的自砺作用三、磨削的阶段1、初磨阶段实际磨深小于径向进给量2、稳定阶段实际磨深等于径向进给量3、清磨阶段实际磨深趋向于0提高生产率缩短1、2提高质量保证3第四节磨削力及磨削功率一、磨削力的特征分解成三个分力Ft切向力 Fn法向力 Fa轴向力特征:1、单位切削力k很大磨粒几何形状的随机性和参数的不合理性7000~20000kgf/mm^2 其他切削方式k<700kgf/mm^22、Fn值最大Fn/Ft 通常2.0~2.5工件塑性↓、硬度↑→Fn/Ft↑切深小,砂轮严重磨损 Fn/Ft 可达5~103、磨削力随磨削阶段变化初磨、稳定、光磨二、磨削力及磨削功率摩擦耗能占相当大的比例(70~80%)切向力(N):Ft=9.81·(CF·(vw·fr·B/v)+µ·Fn)径向力(N):Fn=9.81·CF·(vw·fr·B/v)·tan(α)·(π/2) vw:工件速度v:砂轮速度fr:径向进给量B:磨削宽度CF:切除单位体积切屑所需的能 kgf/mm^2µ:工件-砂轮摩擦系数α:假设粒度为圆锥时的锥顶半角磨削功率P=Ft·v/1000 Kw理论公式精度不高,常用实验测定(顶尖上安装应变片)第五节磨削温度耕犁、滑擦和形成切屑的能量全部转化成热,大部分传入工件一、磨削温度砂轮磨削区温度θA:砂轮与工件接触区的平均温度影响:烧伤、裂纹的产生磨粒磨削点温度θdot:磨粒切削刃与切屑接触部分的温度温度最高处,是磨削热的主要来源影响:表面质量、磨粒磨损、切屑熔着工件温升:影响:工件尺寸、形状精度受影响二、影响磨削温度的因素切削液为降温的主要途径1、工件速度对磨粒磨削点温度的影响大于砂轮速度vw↑→acgmax↑→F↑→θdot↑大v↑→acgmax↓→θdot↑小→摩擦热↑↗acgmax:单个磨粒最大切削厚度 mm假设:磨粒前后对齐,均匀分不在砂轮表面平面磨:acgmax=(2·vw·fa/(v·m·B))sqrt(fr/dt)外圆磨:acgmax=(2·vw·fa/(v·m·B))sqrt((fr/dt)+(fr/dw))dt:砂轮直径m:每毫米周长磨粒数用于定性分析2、径向进给量Frfr↑→acgmax↑→θdot↑fr↑→接触区↑→同时参加切削磨粒数↑→θA↑3、其他因素fa↑→θdot↑、θA↑工件材料硬度↑、强度、↑韧性↑→θdot↑、θA↑θA↑→工件温升↑vw↑→被磨削点与砂轮接触时间↓→工件温升↗三、磨削温度的测量(热电偶)第六节砂轮的磨损及表面形貌一、砂轮的磨损类型磨耗磨损磨粒磨损破碎磨损磨粒或结合剂破碎(取决于磨削力与磨粒、结合剂强度)破碎磨损消耗砂轮多磨耗磨损通过磨削力影响破碎磨损阶段初期磨损磨粒破碎磨损(个别磨粒受力大,磨粒内部应力与裂纹)二期磨损磨耗磨损三期磨损结合剂破碎磨损二、砂轮的耐用度T砂轮相邻两次修整期间的加工时间 s各因素通过平均切削厚度来影响T经验公式:T=6.67·(dw^0.6)·km·kt/(10000·(vw·fa·fr)^2)dw:工件直径kt:砂轮直径修正系数km:工件材料修正系数粗磨时间常用单位时间内磨除金属体积与砂轮磨耗体积之比来选择砂轮三、砂轮的修整作用去除钝化磨粒或糊塞住的磨粒,使新磨粒露出来增加有效切削刃,提高加工表面质量工具单颗金刚石、单排金刚石、碳化硅修整轮、电镀人造金刚石滚轮、硬质合金挤压轮等使用单颗金刚石:导程小于等于磨粒平均直径,每颗磨粒都能修整深度小于等于磨粒平均直径,提高砂轮寿命四、表面形貌单位面积上磨粒数目越多→acgmax↓→磨粒受力↓→磨粒寿命↑→T↑磨粒高度分布越均匀→粗糙度↓磨粒间距均匀性越好→粗糙度↓第七节磨削表面质量与磨削精度一、表面粗糙度比普通切削小小于 Ra2~4µmvw↓、v↑、R工↑、R砂↑、细粒度→粗糙度↓细粒度→m↑→粗糙度↓B↑→acgmax↓→粗糙度↓磨粒等高性好→粗糙度↓二、机械性能1、金相组织变化烧伤:C↑、合金元素↑→导热性↓→易烧伤高温合金↑→磨削功率↑→θA↑→易烧伤影响:破坏工件表层组织,产生裂纹,影响耐磨性和寿命2、残余应力原因:相变引起金相组织体积变化温度引起热胀冷缩和塑性变形的综合结果光磨10次残余应力减少2~3倍光磨15次残余应力减少4~5倍fa↓、fr↓→拉应力↓3、磨削裂纹磨削速度垂直方向上的裂纹(局部高温急冷造成热应力)三、磨削精度1、磨床与工件的弹性变形2、磨床与工件的热变形3、砂轮磨损导致形状尺寸变化3、磨床与工件振动研磨加工是应用较广的一种光整加工。
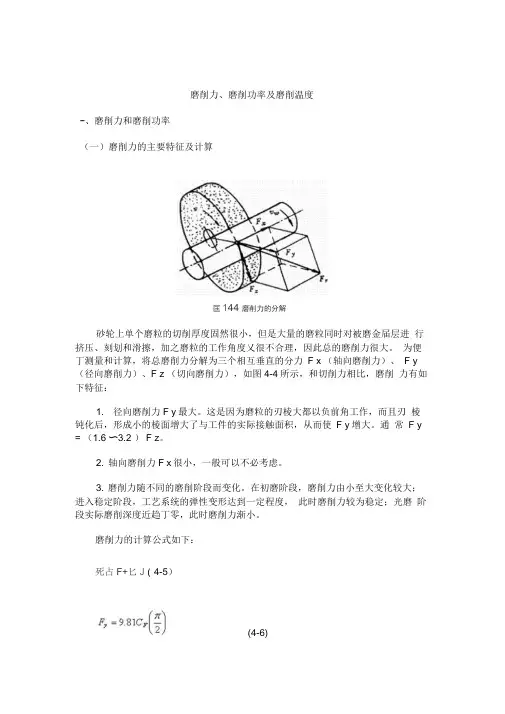
磨削力、磨削功率及磨削温度-、磨削力和磨削功率(一)磨削力的主要特征及计算匡144 磨削力的分解砂轮上单个磨粒的切削厚度固然很小,但是大量的磨粒同时对被磨金届层进行挤压、刻划和滑擦,加之磨粒的工作角度乂很不合理,因此总的磨削力很大。
为便丁测量和计算,将总磨削力分解为三个相互垂直的分力 F x (轴向磨削力)、 F y (径向磨削力)、F z (切向磨削力),如图4-4所示,和切削力相比,磨削力有如下特征:1. 径向磨削力F y最大。
这是因为磨粒的刃棱大都以负前角工作,而且刃棱钝化后,形成小的棱面增大了与工件的实际接触面积,从而使 F y增大。
通常 F y = (1.6 〜3.2 ) F z。
2. 轴向磨削力F x很小,一般可以不必考虑。
3. 磨削力随不同的磨削阶段而变化。
在初磨阶段,磨削力由小至大变化较大;进入稳定阶段,工艺系统的弹性变形达到一定程度,此时磨削力较为稳定;光磨阶段实际磨削深度近趋丁零,此时磨削力渐小。
磨削力的计算公式如下:死占F+匕J(4-5)(4-6)式中Fz , Fy --------------- 分别为切向和径向磨削力(N );v w , v ——分别为工件和砂轮的速度(m/s );f r --------- 径向进给量(mm);B ——磨削宽度(mm );a ——假设磨粒为圆锥时的锥顶半角;C F 切除单位体积的切屑所需的能(KJ/mm 2 );——工件和砂轮间的摩擦系数。
磨削过程很复杂,影响磨削力的因素也很多,上述理论公式的精确度不高。
目前一般采用实验方法来测定磨削力的大小。
(二)磨削功率的计算磨削时,由丁砂轮速度很高,功率消耗很大。
主运动所消耗的功率定义为磨F- vP =—削功率。
其计算公式如下:而1000 (kW)( 4-7 )式中F z ——砂轮的切向力(N );v——砂轮的线速度(mm/s )。
二、磨削温度由丁磨削的线速度很高,功率消耗较大,所以磨削温度很高。

机械加工工时的算法(1)、中批以上td=(tj+tf)×(1+K%)+tzz/N(2)、单件小批td=tj×(1+K%)+tbx+tzz式中,td——单件加工时间定额(min)tbx——布置场地与休息和生理需要时间(min)tzz——准备与终结时间(min)K——tbx和tzz占tj的百分比N——生产纲领——相同一批零件数辅助时间的确定1、确定原则(1)、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
(2)、单件小批生产类型的其他时问,包括tf、tbx、tzz时间占tj的百分比(K%)及装卸时间。
tzz时间按N=10考虑, 直接计入单件时间定额中。
(1)、卧车:①工步辅助时间:5~15(min)②一般装卸时问:0.5~15(min)③tbx时间tj的16%(min)④tzz时间为50~90(min)(2)、立车:①工步辅助时间为15~50(min)②装卸时间为10~50(min)③tbx时间为tj的14~16%④tzz时间为70~120(min)(3)、镗床:①工步辅助时间为5~15(min)②装卸时间为20~240(min)③tbx时间为tj的15~17%(min)④tzz时间为90~120min)(4)、钻床:①工步辅助时间为3~5(min)②装卸时间为15~30(min)③tbx时间为tj的11~13%(min)④tzz时间为30~60(min)(5)、铣床:①工步辅助时间为5~15(min)②装卸时间为1~12(min)③tbx时间为tj的13~15%(min)④tzz时间为30~120(min)(6)、刨、插:①工步辅助时间为6~10(min)②装卸时间为1~120(min)③tbx时间为tj的13~14%(min)④tzz时间为30~120(min)(7)、磨床:①工步辅助时问为2~8(min)②装卸时间为0.3~8(min)③tbx时间为tj的12~13%(min)④tzz时间为15~120(min)(8)、齿轮机床:①工步辅助时间为2~5(min)②装卸时间为2~8(min)③tbx时间为tj的11~12%(min)④tzz时间为50~120(min)(9)、拉床:①工步辅助时间为1~2(min)②装卸时间为0.5~1(min)③tbx时间为tj的12%(min)④tzz时间为25(min)切削用量的计算与选择原则1、计算:(1)、切削速度Vc①车、铣、钻、镗、磨、铰:Vc=d×π×n/1000(m/min)Vc=(d×π×n)/(1000×60)(m/s)式中,d——工件或刀具(砂轮)直径(mm) n——工件或刀具(砂轮)每分钟转数(r/min) ②刨、插Vc=L×(1+V刨程/V空程)×n/1000=(5/3)×L×n/1000=0.0017×L×n(n/min)或用下公式:VC=n×L×(1+m)/1000(n/min)式中,L——刨程行程^长度(mm)n——每分钟往复次数(次/min)m——一般取0.7(因为返程必须速度快)(2)、每分钟转数或每分钟往返次数n①n=Vc×1000/(π×d)=(Vc×3)×1000/d(r/min)②n=Vc×1000×3/(5×L)=Vc/(0.0017×L)(双程数/min)式中:d——工件或刀具直径(mm)L——行程长度(mm)(3)、进给速度VfVf=af×Z×n(mm/min)式中:af——每齿进给量(mm/z)Z——刀具齿数n——每分钟转数(r/min)(4)、进给量f①f=vf/n(mm/r)②af=f/Z(mm/z)(5)、切削深度ap①ap=(dw-dm)/2②钻削ap=dw/2式中:dw——待加工直径(mm)dm——已加工面直径(mm)2、切削用量选择原则(1)、在粗切时,在选用较大的切削深度和进给量时,应选用较低的切削速度。
磨削力、磨削功率及磨削温度一、磨削力和磨削功率(一)磨削力的主要特征及计算砂轮上单个磨粒的切削厚度固然很小,但是大量的磨粒同时对被磨金属层进行挤压、刻划和滑擦,加之磨粒的工作角度又很不合理,因此总的磨削力很大。
为便于测量和计算,将总磨削力分解为三个相互垂直的分力F x (轴向磨削力)、F y (径向磨削力)、F z (切向磨削力),如图4-4所示,和切削力相比,磨削力有如下特征:1.径向磨削力F y 最大。
这是因为磨粒的刃棱大都以负前角工作,而且刃棱钝化后,形成小的棱面增大了与工件的实际接触面积,从而使F y 增大。
通常F y =(1.6~3.2)F z 。
2.轴向磨削力F x 很小,一般可以不必考虑。
3.磨削力随不同的磨削阶段而变化。
在初磨阶段,磨削力由小至大变化较大;进入稳定阶段,工艺系统的弹性变形达到一定程度,此时磨削力较为稳定;光磨阶段实际磨削深度近趋于零,此时磨削力渐小。
磨削力的计算公式如下:(4-5)(4-6)式中F z ,F y ——分别为切向和径向磨削力( N );v w ,v ——分别为工件和砂轮的速度( m/s );f r ——径向进给量( mm );B ——磨削宽度( mm );α——假设磨粒为圆锥时的锥顶半角;C F ——切除单位体积的切屑所需的能( KJ/mm 2 );μ——工件和砂轮间的摩擦系数。
磨削过程很复杂,影响磨削力的因素也很多,上述理论公式的精确度不高。
目前一般采用实验方法来测定磨削力的大小。
(二)磨削功率的计算磨削时,由于砂轮速度很高,功率消耗很大。
主运动所消耗的功率定义为磨削功率。
其计算公式如下:(kW) ( 4-7 )式中F z ——砂轮的切向力( N );v——砂轮的线速度( mm/s )。
二、磨削温度由于磨削的线速度很高,功率消耗较大,所以磨削温度很高。
这样高的温度会直接影响工件的精度及表面质量。
因此,控制磨削温度是提高工件表面质量和保证加工精度的重要途径。
砂轮磨削力计算磨削力、磨削功率及磨削温度一、磨削力和磨削功率(一)磨削力的主要特征及计算砂轮上单个磨粒的切削厚度固然很小,但是大量的磨粒同时对被磨金属层进行挤压、刻划和滑擦,加之磨粒的工作角度又很不合理,因此总的磨削力很大。
为便于测量和计算,将总磨削力分解为三个相互垂直的分力 F x (轴向磨削力)、 F y (径向磨削力)、 F z (切向磨削力),如图4-4所示,和切削力相比,磨削力有如下特征:1.径向磨削力 F y 最大。
这是因为磨粒的刃棱大都以负前角工作,而且刃棱钝化后,形成小的棱面增大了与工件的实际接触面积,从而使 F y 增大。
通常 F y =(1.6~3.2)F z 。
2.轴向磨削力 F x 很小,一般可以不必考虑。
3.磨削力随不同的磨削阶段而变化。
在初磨阶段,磨削力由小至大变化较大;进入稳定阶段,工艺系统的弹性变形达到一定程度,此时磨削力较为稳定;光磨阶段实际磨削深度近趋于零,此时磨削力渐小。
磨削力的计算公式如下:(4-5)(4-6)式中 F z ,F y ―― 分别为切向和径向磨削力( N );v w ,v ―― 分别为工件和砂轮的速度( m/s ); f r ―― 径向进给量( mm ); B ―― 磨削宽度( mm );α ―― 假设磨粒为圆锥时的锥顶半角;C F ―― 切除单位体积的切屑所需的能( KJ/mm 2 );μ ―― 工件和砂轮间的摩擦系数。
磨削过程很复杂,影响磨削力的因素也很多,上述理论公式的精确度不高。
目前一般采用实验方法来测定磨削力的大小。
(二)磨削功率的计算磨削时,由于砂轮速度很高,功率消耗很大。
主运动所消耗的功率定义为磨削功率。
其计算公式如下:(kW) ( 4-7 )式中F z ―― 砂轮的切向力( N );v―― 砂轮的线速度( mm/s )。
二、磨削温度由于磨削的线速度很高,功率消耗较大,所以磨削温度很高。
这样高的温度会直接影响工件的精度及表面质量。
平面磨加工费计算方式在机械加工领域中,平面磨加工是一项常见的操作,用于修整和磨削工件的表面,以达到所需的精度和光洁度。
平面磨加工费的计算方式是机械加工厂或工作室根据一系列因素来确定的。
下面将介绍一些常见的影响平面磨加工费的因素以及计算方式。
平面磨加工费的计算通常基于工件的尺寸和材料。
工件的尺寸包括长度、宽度和厚度等方面的尺寸。
通常情况下,工件越大,加工费用越高。
材料的硬度也会对加工费用产生影响,通常来说,硬度较高的材料加工费用也会相对较高。
平面磨加工费还与工件的精度要求有关。
通常情况下,要求更高的精度将导致加工费用的增加。
因为高精度的加工需要更多的工序和更精密的设备,所以加工费用也会相应增加。
加工厂的设备和技术水平也会影响平面磨加工费。
设备的先进性和技术水平的高低决定了加工效率和质量,进而影响加工费用。
一些先进的平面磨加工设备能够实现自动化和高效率的加工,但其成本也更高,因此加工费用也会相应提高。
工件的形状和设计也会对平面磨加工费产生影响。
复杂的形状和设计通常需要更多的加工步骤和更高的技术要求,从而导致加工费用的增加。
而相对简单的形状和设计则会降低加工费用。
加工厂的地理位置和市场竞争状况也会对平面磨加工费产生影响。
不同地区的工资水平和市场需求不同,导致加工费用的差异。
在竞争激烈的市场中,加工厂可能会降低加工费用以吸引客户。
平面磨加工费的计算方式是综合考虑了工件尺寸、材料、精度要求、设备和技术水平、形状和设计以及地理位置等多个因素。
根据这些因素的不同组合,加工厂或工作室会制定出相应的加工费用标准。
在选择加工厂或工作室时,客户应根据自己的需求和预算综合考虑这些因素,并选择最合适的合作伙伴。