轴承座加工工序卡片
- 格式:doc
- 大小:473.00 KB
- 文档页数:7
轴承箱体的加工工艺过程通常包括以下几个主要工序,每个工序都有相应的工序卡记录关键参数和步骤。
以下是一个简单的轴承箱体加工工艺过程及对应的工序卡示例:
工序1:铸造
-工艺过程:铸造是将金属熔化后浇注到模具中,形成轴承箱体的初始形状。
-关键步骤:
1. 准备合适的铸造模具。
2. 加热金属至熔化温度。
3. 浇注熔化金属至模具中。
-工序卡示例:
-铸造温度:XXXX摄氏度
-浇注时间:XX分钟
-模具型号:XXXX
工序2:粗加工
-工艺过程:粗加工是利用机床对铸造好的箱体进行初步成型。
-关键步骤:
1. 使用车床、铣床等设备进行外形粗加工。
2. 钻孔、修整表面等工序。
-工序卡示例:
-外径粗加工尺寸:XXXX毫米
-钻孔直径:XX毫米
-表面粗糙度要求:XXX
工序3:精加工
-工艺过程:精加工是对粗加工后的箱体进行精细加工,保证尺寸精度和表面质量。
-关键步骤:
1. 使用数控机床进行精密加工。
2. 进行孔位配合加工、螺纹加工等工序。
-工序卡示例:
-公差要求:XXXX
-孔位配合公差:XXXX
-表面粗糙度要求:XXX
工序4:表面处理
-工艺过程:对精加工后的箱体进行表面处理,提高外观质量和防腐性能。
-关键步骤:
1. 清洗表面。
2. 喷涂防锈漆或进行其他表面处理。
-工序卡示例:
-表面处理方法:喷涂/镀层等
-防腐等级要求:XXXX
通过以上工序及工序卡记录关键参数和步骤,有助于制定完善的轴承箱体加工工艺流程,确保产品质量和生产效率。
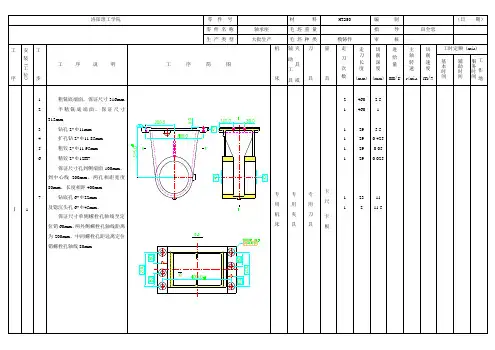
生产类型大批生产毛坯种类模铸件审核工序安装(工位)工步工序说明工序简图机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量mm/r主轴转速r/min切削速度m/s工时定额(min)基本时间辅助时间工作地服务时间Ⅰ 1 1234567粗铣底端面,保证尺寸316mm半精铣底端面,保证尺寸315mm钻孔2*Φ11mm扩孔钻2*Φ11.85mm粗铰2*Φ11.95mm精铰2*Φ12H7保证尺寸孔到侧端面100mm,到中心线200mm,两孔相距宽度80mm,长度相距400mm钻底孔6*Φ22mm及锪沉头孔6*Φ45mm,保证尺寸单侧螺栓孔轴线至定位销60mm,两外侧螺栓孔轴线距离为200mm,中间螺栓孔距远离定位销螺栓孔轴线80mm专用机床专用夹具专用刀具卡尺卡板21111111460460292929292322.515.50.4250.050.0251111.5生产类型大批生产毛坯种类模锻件审核工序安装(工位)工步工序说明工序简图机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量mm/r主轴转速r/min切削速度m/s工时定额(min)基本时间辅助时间工作地服务时间Ⅱ 2 123粗镗轴承孔至Φ207mm半精镗轴承孔至Φ209.3mm精镗轴承孔至Φ210mm保证尺寸315mm及尺寸210mm专用机床专用夹具专用刀具专用量具1112202202201.51.150.35Ⅲ 3 123456粗铣两端面,保证尺寸222mm半精铣两端面,保证尺寸220mm钻螺纹孔6*Φ6.7mm攻螺纹6*M8mm,保证尺寸Φ235mm钻螺纹孔6*Φ8.4mm攻螺纹6*M10mm,保证尺寸Φ235mm专用机床专用夹具专用刀具卡板卡尺螺纹量规211111260260151525252.513.350.654.20.8生产类型大批生产毛坯种类模锻件审核工序安装(工位)工步工序说明工序简图机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量mm/r主轴转速r/min切削速度m/s工时定额(min)基本时间辅助时间工作地服务时间Ⅳ 4 12铣上顶凸台面,保证尺寸448mm钻螺纹孔Φ8.4mm攻螺纹M10mm,保证尺寸448mm专用机床专用夹具专用刀具卡尺螺纹量规11125151534.20.8Ⅴ 5 123铣侧凸台面,保证尺寸140mm钻螺纹孔Φ10mm攻螺纹M12mm锪沉头孔Φ25mm专用机床专用夹具专用刀具卡尺螺纹量规111140303023516.5生产类型大批生产毛坯种类模铸件审核工序安装(工位)工步工序说明工序简图机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量mm/r主轴转速r/min切削速度m/s工时定额(min)基本时间辅助时间工作地服务时间Ⅵ 6 1234铣放油孔端面,保证尺寸32mm钻螺纹孔Φ10mm,保证尺寸轴线至底端面36mm,至侧端面180mm攻螺纹M12mm锪沉头孔Φ25mm,专用机床专用夹具专用刀具卡尺螺纹量规111138121223516.5Ⅶ7 1234倒角去毛刺清洗检查。
机械制造工艺学课程设计设计题目:设计轴承座零件的机械加工工艺规程目录机械制造工艺学课程设计任务书 .............................................................. 轴承座零件图 (I)设计要求.................................................................................................... I I 课程设计说明书1 零件的分析........................................................................................... I II1.1零件的作用 .................................................................................. I II1.2零件的工艺分析 .......................................................................... I II2 零件的生产类型 .................................................................................. I II2.1生产纲领 ...................................................................................... I II2.2生产类型及工艺特征 .................................................................. I II3 毛坯的确定 (IV)3.1确定毛坯类型及其制造方法 (IV)3.2估算毛坯的机械加工余量 (IV)3.2绘制毛坯简图,如图1 (IV)4 定位基准选择 (V)4.1选择精基准 (V)4.2选择粗基准 (V)5 拟定机械加工工艺路线 (V)5.1选择加工方法 (V)5.2拟定机械加工工艺路线,如表3 (VI)6 加工余量及工序尺寸的确定 (VII)6.1确定轴承座底平面的加工余量及工序尺寸 (VII)6.2确定轴承座上平面的加工余量及工序尺寸 ........................... V III6.3 确定轴承座左右两侧面的加工余量及工序尺寸 (IX)6.4确定轴承座前后两端面的加工余量及工序尺寸 (X)6.5确定轴承座轴承孔两侧面的加工余量及工序尺寸 (XI)6.6 确定轴承座槽的加工余量及工序尺寸 (XII)6.7 确定轴承座沉孔的加工余量及工序尺寸 .............................. X III6.8 确定轴承座气孔φ6和φ4的加工余量及工序尺寸 (XIV)6.10确定轴承孔Φ30和Φ35的加工余量及工序尺寸 (XVI)7、设计总结 (XVII)机械加工工艺卡片 (18)参考文献 (27)云南农业大学机械制造工艺学课程设计任务书题目:设计轴承座零件的机械加工工艺规程内容:1、零件图一张2、毛坯图一张3、机械加工工艺卡片一套4、课程设计说明书一份轴承座零件图3.23.23.23.26.312.51.6其余25技术要求1 铸后时效处理2 未注倒角C13 材料:HT200设计要求1. 产品生产纲领(1)产品的生产纲领为200台/年,每台产品轴承座数量2件(2)轴承座的备品百分率为2%,废品百分率为0.4%2. 生产条件和资源(1)毛坯为外协件,生产条件可根据需要确定(2)现可供选用的加工设备有:X5030A铣床1台B6050刨床1台CA6140车床1台Z3025钻床1台(含钻模或组合夹具)各设备均达到机床规定的工作精度要求,不再增加设备1 零件的分析1.1零件的作用轴承座是用于支撑轴类零件的,镗孔的目的是为了满足滚动轴承的外圈和轴承孔的配合要求,或者是滑动轴承外圆与轴承孔的配合,两个孔是用于固定轴承座的,单边固定是出于满足结构和安装位置的要求。
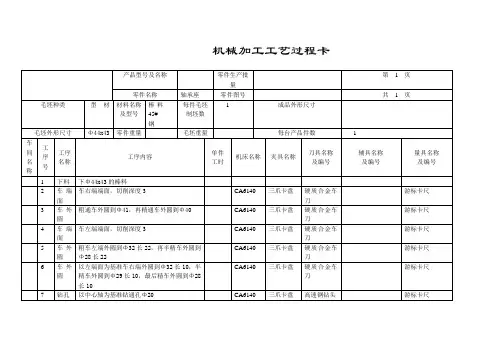
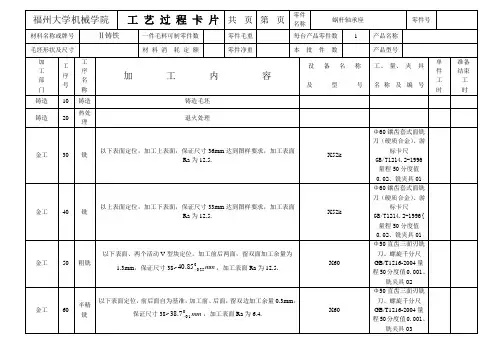
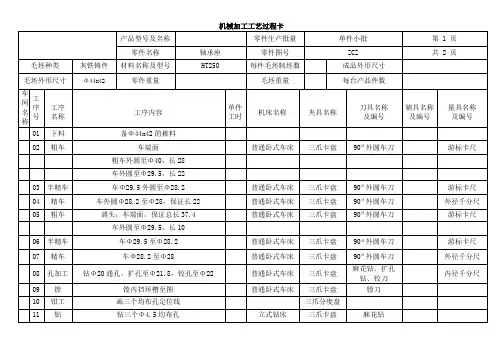
机械加工工艺过程卡产品型号及名称零件生产批量第 1 页零件名称轴承座零件图号共 1 页毛坯种类型材材料名称及型号棒料45#钢每件毛坯制坯数1 成品外形尺寸毛坯外形尺寸Φ44x43零件重量毛坯重量每台产品件数 1车间名称工序号工序名称工序内容单件工时机床名称夹具名称刀具名称及编号辅具名称及编号量具名称及编号1 下料下Φ44x43的棒料2 车端面车右端端面,切削深度3 CA6140 三爪卡盘硬质合金车刀游标卡尺3 车外圆粗通车外圆到Φ41,再精通车外圆到Φ40CA6140 三爪卡盘硬质合金车刀游标卡尺4 车端面车左端端面,切削深度3 CA6140 三爪卡盘硬质合金车刀游标卡尺5 车外圆粗车左端外圆到Φ32长22,再半精车外圆到Φ28长22CA6140 三爪卡盘硬质合金车刀游标卡尺6 车外圆以左端面为基准车右端外圆到Φ32长10,半精车外圆到Φ29长10,最后精车外圆到Φ28长10CA6140 三爪卡盘硬质合金车刀游标卡尺7 钻孔以中心轴为基准钻通孔Φ20CA6140 三爪卡盘高速钢钻头游标卡尺8 镗孔粗镗孔到Φ21.8,再精镗孔到Φ22CA6140 三爪卡盘高速钢镗刀游标卡尺9 车槽车通孔内两卡圈槽CA6140 三爪卡盘硬质合金车刀10 攻丝钻螺纹孔,攻丝高速钢螺母丝锥床丝锥刀游标卡尺11 铣铣端面,利用分度头120°铣三斜面万能立式铣床分度头高速钢立铣刀12 送检倒角,去毛刺,送检。
设计轴承座零件的机械加工工艺规程邱凯云126040359工学122轴承座零件图其余25技术要求1 铸后时效处理2 未注倒角C13 材料:HT200零件的分析零件的作用轴承座是用于支撑轴类零件的,镗孔的目的是为了满足滚动轴承的外圈和轴承孔的配合要求,或者是滑动轴承外圆与轴承孔的配合,两个孔是用于固定轴承座的,单边固定是出于满足结构和安装位置的要求。
零件的工艺分析⑴φ30及φ8两孔都具有较高的精度要求,表面粗糙度Ra的值为1.6um,是加工的关键表面。
⑵轴承座上、下表面及前、后两端面的表面粗糙度Ra为3.2 um,是加工的重要表面。
轴承座的上表面有位置精度要求0.008,而且与轴承孔中心线有平行度要求0.003。
轴承座的前、后端面与轴承孔中心线垂直度要求为0.003,是重要的加工表面。
⑶φ13沉孔加工表面粗糙度要求较低。
⑷其余表面要求不高。
零件的生产类型生产类型及工艺特征轴承座为支承件,查附表2确定,轴承座属于轻型小批量生产零件毛坯的确定确定毛坯类型及其制造方法有附表5《常见毛坯类型》可知,材料为HT200,可确定毛坯类型为铸件。
估算毛坯的机械加工余量根据毛坯的最大轮廓尺寸(82)和加工表面的基本尺寸(42),查附表6《》可得出,轴承座上下表面机械加工余量为3.5,其余为3。
绘制毛坯简图,如图1定位基准选择 选择精基准经分析零件图可知,轴承座底面为高度方向基准,轴承座前端面为宽度方向基准。
考虑选择以加工的轴承座底面为精基准,保证底面与φ30孔中心线的距离为30。
该基准面积较大,工件的装夹稳定可靠,容易操作,夹具结构也比较简单。
选择粗基准图1 毛坯简图绘制步骤选择不加工的φ30孔外轮廓面为基准,能方便的加工出φ30孔(精基准),保证孔中心线与轴承座上端面平行度。
φ30孔外轮廓面的面积较大,无浇口、冒口飞边等缺陷,符合粗基准的要求。
拟定机械加工工艺路线选择加工方法根据加工表面的精度和表面粗糙要求,查附表可得内孔、平面的加工方案,见表2如下:表2 轴承座各面的加工方案拟定机械加工工艺路线,如表3表3 轴承座的机加工工艺方案加工余量及工序尺寸的确定确定轴承座底平面的加工余量及工序尺寸(1)轴承座底平面的加工过程如图2所示;粗铣底面精铣底面图2 轴承座底面加工过程图(2)根据工序尺寸和公差等级,查附表14《平面加工方案》得出粗铣、精铣底面的工序偏差,按入体原则标注,考虑到高度方向上以下底面为尺寸基准,并要保证中心线到地面的高度为30mm。
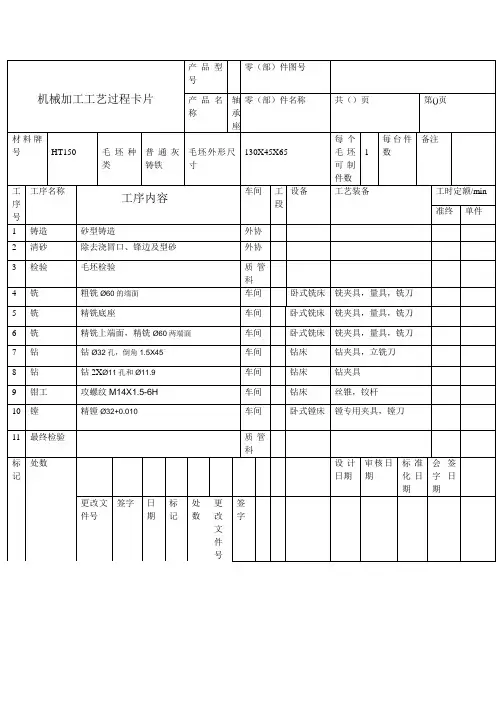
轴承座加工工艺过程及工序卡收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除西安工业大学机械加工工序卡片生产类型中批生产工序号01零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/n)主轴转速(r/min)切削速度(mm/min)基本工时收集于网络,如有侵权请联系管理员删除011 铸造毛坯游标卡尺西安工业大学机械加工工序卡片生产类型中批生产工序号02零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具辅助工具名称型号工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)基本工时min收集于网络,如有侵权请联系管理员删除02121.铸件内外非加工表面彻底清洗干净2.涂耐油漆西安工业大学机械加工工序卡片生产类型中批生产工序号03零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号专用夹具立式钻床Z535收集于网络,如有侵权请联系管理员删除工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)基本工时min031 1.夹轴承孔两侧毛坯,2.铣轴承座底面,照顾尺寸30mm和表面粗糙度。
铣刀游标卡尺42 粗铣1精铣2粗铣2精铣10.14 235 92.3 0.15西安工业大学机械加工工序卡片生产类型中批生产工序号04零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号专用收集于网络,如有侵权请联系管理员删除钻床Z535夹具工序工步工步说明刀具量具走刀长度(mm)走刀次数齿升量(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)基本工时min04121.钻Ø9的孔2.锪Ø13的沉头孔。
机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共15页第1页车间工序号工序名称材料牌号金工4铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣底面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣底面至图纸要求,保证尺寸10硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第2页车间工序号工序名称材料牌号金工5铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣2-φ12凸台面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣2-φ12凸台面至图纸要求,保证尺寸12硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第3页车间工序号工序名称材料牌号金工6铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣φ10凸台面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣φ10凸台面至图纸要求,保证尺寸58硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第4页车间工序号工序名称材料牌号金工7铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣左端面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣左端面至图纸要求,保证尺寸32硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第5页车间工序号工序名称材料牌号金工8铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣右端面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣右端面至图纸要求,保证尺寸30硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第6页车间工序号工序名称材料牌号金工9钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以底面为基准,钻孔2-φ5贯穿YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.32 扩孔2-φ6YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第7页车间工序号工序名称材料牌号金工10钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以左端面为基准,钻孔φ4,单边贯穿YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.32 扩孔φ7深7YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.33 攻丝M8×0.75,深6丝攻、游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第8页车间工序号工序名称材料牌号金工11镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以底面及2-φ6一面两孔定位,粗镗孔φ16至φ14 YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.32 半精镗孔φ16至φ15.5YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.33 精镗孔φ16至图纸要求,保证尺寸40±0.02YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
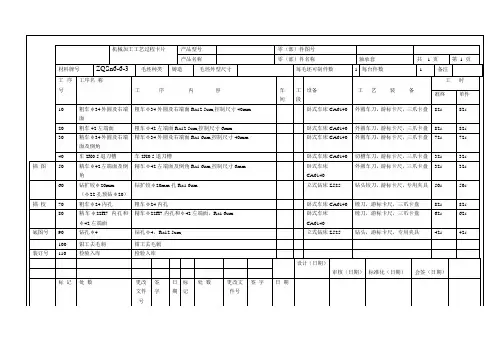
公司机械加工工序卡片产品型号零(部)件图号共 12页产品名称零(部)件名称轴承座第 1 页车间工序号工序名称材料牌号金工 3 铣底平面HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X 52K 1夹具编号夹具名称切削液端面专用夹具工位器具编号工位器具名称工序工时准终单件0.15工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 粗铣底平面专用夹具装夹,三面刃圆盘铣刀248 92.3 0.142 12 精铣底平面装用同上300 117.75 0.08 1 1排图排校底图号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工 4 钻φ9,φ13孔HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.14工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钻φ9 专用夹具装夹,直柄麻花钻630 19 1 0.2 1 0.092 锪φ13 专用夹具装夹,硬质合金带导柱直柄平底锪钻630 19 1 0.2 1 0.05排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工 5 铣主视图上平面及轴承孔左右侧面42mmHT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数卧式机床X61 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.3工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 粗铣专用夹具装夹硬质合金铣刀255 100 0.098 2 12 精铣装夹同上300 117.75 0.08 1.0 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工 6 刨退刀槽HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数牛头刨床B635 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.03工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 刨退刀槽专用夹具装夹自制宽度为1mm的硬质合金刀600 0.94 1.5 2.0 12排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工7 铣四侧面HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数卧式机床X61 X61 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件1工步号工步内容工艺设备主轴转速(r/min)切削速度(mm/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 粗铣轴承孔两侧边专用夹具装夹硬质合金刀255 100 0.098 2.0 1 0.352 精铣轴承孔两侧边装用同上300 117.75 0.08 1.0 1 0.35排图 3 粗铣轴承孔前后边装用同上255 100 0.098 2.0 1 0.154 精铣轴承孔前后边装用同上300 117.75 008 1.0 1 0.15排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零(部)件名称轴承座第 6页车间工序号工序名称材料牌号金工8 钻,铰Φ8孔HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1 设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.3工步号工步内容工艺设备主轴转速(r/min)切削速度(m/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钻φ8孔专用夹具装夹直柄麻花钻500 14 0.36 0.2 1铰φ8孔专用夹具装夹硬质合金铰刀400 11 0.25 0.08 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零(部)件名称轴承座第 7页车间工序号工序名称材料牌号金工9 钻Φ6油孔HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1 设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.1工步号工步内容工艺设备主轴转速(r/min)切削速度(m/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钻φ6油孔专用夹具装夹,高速钢麻花钻500 14 0.36 0.2 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零(部)件名称轴承座第 8页车间工序号工序名称材料牌号金工10 钻Φ4油孔HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1 设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.16工步号工步内容工艺设备主轴转速(r/min)切削速度(m/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钻φ4油孔专用夹具装夹,硬质合金铰刀 500 11.9 0.25 0.04 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零(部)件名称轴承座第9页车间工序号工序名称材料牌号金工11 扩φ30孔HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1 设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.9工步号工步内容工艺设备主轴转速(r/min)切削速度(m/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 扩φ30孔专用夹具装夹,硬质合金锥柄扩孔钻50 4.4 1.6 0.2 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期公司机械加工工序卡片产品型号零(部)件图号共 12 页产品名称零(部)件名称轴承座第 10页车间工序号工序名称材料牌号金工12扩钻至φ29. 7粗铰至φ29.93精铰至φ30车φ35至尺寸HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm1 1设备名称设备型号设备编号同时加工件数摇臂钻床卧式车床Z3025CA61251夹具编号夹具名称切削液采用弯板式专用夹具装夹工件工位器具编号工位器具名称工序工时准终单件0.83工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 扩钻至φ29.7 采用弯板式专用夹具装夹工件,硬质合金钢扩孔钻92 10 1.1 0.2 1粗铰至φ29.93 硬质合金铰刀200 12 1.22 0.105 1 排图精铰至φ30 硬质合金铰刀200 14 0.5 0.035 1 车φ35孔至尺寸硬质合金镗刀1120 80 0.4 3.5 1标记处数更改文件号签字日期标记处数更改文件号签字日期。
精心整理1、轴承座的工艺分析及生产类型的确定1.1、轴承座的用途1零件的作用上紧定螺丝,以达到内圈周向、轴向固定的目的但因为内圈内孔是间隙配合,一般只用于轻载、无冲击的场合。
2零件的工艺分析该零件为轴承支架,安装轴承,形状一般,精度要求并不高,零件的主要技术要求分析如下:(参阅附图1)由零件图可知,零件的底座底面、端面、槽及轴承座的顶面有粗糙度要求,其余的表面精度要求并不高,也就是说其余的表面不需要加工,只需按照铸造时的精度即可。
底座底面的精度为Ra6.3,端面及内孔的精度要求为Ra12.5,槽的精度要求为Ra1.6,轴承座顶面精度要求为Ra3.2。
轴承座在工作时,静力平衡。
1.2、轴承座的技术要求:该轴承座的各项技术要求如下表所示:加工表面尺寸偏差(mm)公差及精度等级表面粗糙度(um)形位公差(mm)低端面400X160 IT10 6.3轴承座前后端面130 IT10 12.5 Φ54上端面Φ54 IT10 12.5 Φ120上端面φ250+0.03IT10 1.6Φ120上侧端面170+0.16IT10 1.6// 0.06 A轴承座上端面50X160 IT10 3.2 300x80的槽Φ140 IT10 12.5 Φ120的半孔Φ1200+0.14 IT10 12.5 Φ25的孔Φ25 IT10 12.5 Φ26的孔Φ26 IT10 12.5 Φ26孔上表Φ54 IT10 12.5面凸台40*40孔, 40*40 IT10 12.555*55孔55*55 IT10 12.51.3、审查轴承座的工艺性该轴承座结构简单,形状普通,属一般的底座类零件。
主要加工表面有Φ120上侧端面,要求其两个端面平行度满足0.06mm,其次就是;φ25和φ26孔通过专用的夹具和钻套能够保证其加工工艺要求。
该零件除主要加工表面外,其余的表面加工精度均较低,不需要高精度机床加工,通过铣削、钻床的粗加工就可以达到加工要求。
轴承端盖加工工艺过程及加工工艺卡片1.1轴承端盖零件图图2-2-1轴承端盖零件图1.1.1轴承端盖的结构特点与技术要求轴承端盖主要由平面、外圆面以及相应的孔系组成,属于一般的盘类零件,加工要求如表2-2-1。
表2-2-1零件加工技术要求加工内容精度等级表面粗糙度左端面IT9Ra6.3右端面IT9Ra6.3右端凸台面IT7Ra3.2Φ71外圆IT9Ra6.3Φ47外圆IT7Ra3.2Φ20内圆IT9Ra6.3Φ40内圆IT9Ra12.54×Φ4均布通孔IT10Ra12.5以右端面为基准,凸台端面与右端面的平行度公差是0.05mm,凸台圆面与右端面的垂直度公差是Φ0.05mm,保证形位公差符合要求。
1.1.2轴承端盖的选材与毛坯选材:HT200;毛坯尺寸公差等级CT-9。
由于端盖在工作过程中要承受冲击载荷,为增强强度和冲击韧度,获得纤维组织,多采用铸铁铸造加工。
毛坯选用铸件。
材料多采用灰铸铁HT200,它具有容易变形、吸振性好、耐磨性强及切削性好等优点。
然后再经过机械加工最终获得端盖的成品。
此外铸造后,为消除残余应力还应安排人工时效处理。
为提高生产率和铸件精度,减小加工余量,这里采用金属模机械砂型铸造方法铸造毛坯,拔模斜度为4°,通过查表,得铸件毛坯的尺寸公差等级为CT-9。
为了避免浇不到、冷隔等缺陷,铸件不应太薄,铸件的最小允许壁厚与铸造流动性密切相关,铸件的最小允许壁厚见表2-2-2。
表2-2-2砂型铸造铸铁件的最小壁厚(单位:mm)铸件毛坯的大致尺寸如下图2-2-2,符合铸件最小壁厚要求。
图2-2-2铸件毛坯尺寸图1.1.3轴承端盖加工工艺分析轴承端盖主要由端面、外圆面以及孔系组成,其结构简单、形状普通,属于一般的盘类零件,对于回转类零件,常常用车削加工,相关孔可以用钻削加工。
端盖的主要加工面有左端面、右端面、右端凸台端面、Φ71外圆、Φ47外圆、Φ20内圆、Φ40内圆、Φ4通孔。