加工程序卡片轴承加工程序轴承座加工工序卡片
- 格式:doc
- 大小:400.50 KB
- 文档页数:8
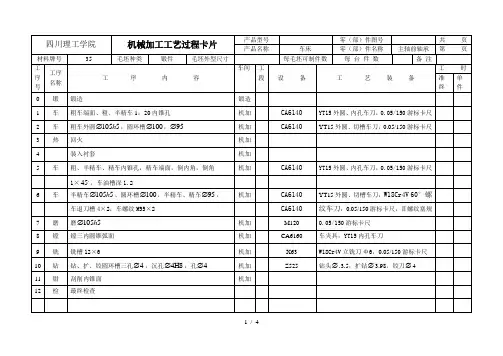
工序名称工序简图下料工序号第 1页01 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称基本时间夹具编号单件时间每台产品零件数工时定额上道工序下道工序粗车序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 下料Φ44长42工序名称工序简图粗车工序号第 2页02 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液普通卧式车床CA6140毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额上道工序下料下道工序半精车序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 车端面450 62.2 0.5 2.3 1 90°外圆车刀游标卡尺02 粗车外圆450 62.2 0.5 2 1 90°外圆车刀游标卡尺03 粗车外圆450 56.5 0.5 2.625 2 90°外圆车刀游标卡尺工序名称工序简图半精车工序号第 3页03 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液普通卧式车床CA6140毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额上道工序粗车下道工序精车序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 半精车外圆450 41.7 0.3 0.325 2 90°外圆车刀游标卡尺02工序名称工序简图精车工序号第 4页04 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液普通卧式车床CA6140毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额上道工序半精车下道工序粗车序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 精车外圆1120 99.2 0.1 0.05 2 90°外圆车刀外径千分尺工序名称工序简图粗车工序号第 5页05 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液普通卧式车床CA6140毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额上道工序精车下道工序半精车序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 车端面450 62.2 0.5 2.3 1 90°外圆车刀游标卡尺02 粗车外圆450 62.2 0.5 3.625 2 90°外圆车刀游标卡尺工序名称工序简图半精车工序号第 6页06 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液普通卧式车床CA6140毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额上道工序粗车下道工序精车序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 半精车外圆450 41.7 0.3 0.325 2 90°外圆车刀游标卡尺工序名称工序简图精车工序号第 7页07 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液普通卧式车床CA6140毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额上道工序半精车下道工序孔加工序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 精车外圆1120 99.2 0.1 0.05 2 90°外圆车刀外径千分尺工序名称工序简图孔加工工序号第 8页08 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液普通卧式车床CA6140毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额上道工序精车下道工序镗序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 钻孔450 麻花钻02 扩孔450 扩孔钻03 铰孔110 铰刀内径千分尺工序名称工序简图镗工序号第 9页09 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液普通卧式车床CA6140毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额上道工序孔加工下道工序钻序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 镗内环槽450 31.1 镗刀游标卡尺工序名称工序简图钻工序号第 10页11 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液立式钻床毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称虎钳基本时间夹具编号单件时间每台产品零件数工时定额上道工序镗下道工序铣序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 钻均布孔麻花钻工序名称工序简图铣工序号第 11页12 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液立式铣床毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称机用虎钳基本时间夹具编号单件时间每台产品零件数工时定额上道工序钻下道工序攻螺纹序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 铣弦面立式铣刀游标卡尺工序名称工序简图攻螺纹工序号第 12页13 共 12 页产品名称零件名称零件图号轴承座Z C Z机床名称机床型号冷却液毛坯材料HT250工时定额min准终时间毛坯尺寸Φ44x42 辅助时间夹具名称虎钳基本时间夹具编号单件时间每台产品零件数工时定额上道工序铣下道工序序号工步内容转速(r/min)切削速度(m/min)进给量(mm/r)切削深度走刀次数刀具量具名称编号名称编号01 攻均布螺纹丝锥。
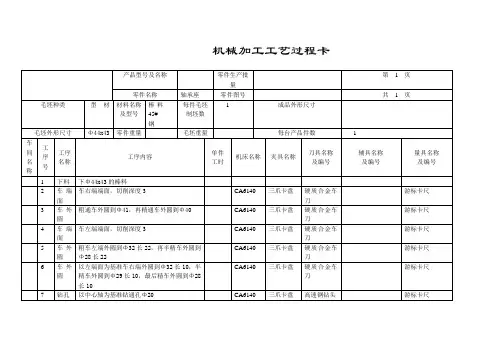
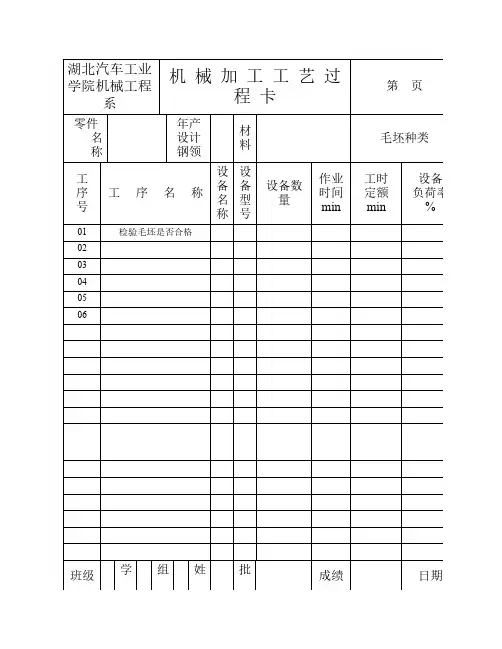
机械加工工艺过程卡产品型号及名称零件生产批量第 1 页零件名称轴承座零件图号共 1 页毛坯种类型材材料名称及型号棒料45#钢每件毛坯制坯数1 成品外形尺寸毛坯外形尺寸Φ44x43零件重量毛坯重量每台产品件数 1车间名称工序号工序名称工序内容单件工时机床名称夹具名称刀具名称及编号辅具名称及编号量具名称及编号1 下料下Φ44x43的棒料2 车端面车右端端面,切削深度3 CA6140 三爪卡盘硬质合金车刀游标卡尺3 车外圆粗通车外圆到Φ41,再精通车外圆到Φ40CA6140 三爪卡盘硬质合金车刀游标卡尺4 车端面车左端端面,切削深度3 CA6140 三爪卡盘硬质合金车刀游标卡尺5 车外圆粗车左端外圆到Φ32长22,再半精车外圆到Φ28长22CA6140 三爪卡盘硬质合金车刀游标卡尺6 车外圆以左端面为基准车右端外圆到Φ32长10,半精车外圆到Φ29长10,最后精车外圆到Φ28长10CA6140 三爪卡盘硬质合金车刀游标卡尺7 钻孔以中心轴为基准钻通孔Φ20CA6140 三爪卡盘高速钢钻头游标卡尺8 镗孔粗镗孔到Φ21.8,再精镗孔到Φ22CA6140 三爪卡盘高速钢镗刀游标卡尺9 车槽车通孔内两卡圈槽CA6140 三爪卡盘硬质合金车刀10 攻丝钻螺纹孔,攻丝高速钢螺母丝锥床丝锥刀游标卡尺11 铣铣端面,利用分度头120°铣三斜面万能立式铣床分度头高速钢立铣刀12 送检倒角,去毛刺,送检。
设计轴承座零件的机械加工工艺规程邱凯云126040359工学122轴承座零件图其余25技术要求1 铸后时效处理2 未注倒角C13 材料:HT200零件的分析零件的作用轴承座是用于支撑轴类零件的,镗孔的目的是为了满足滚动轴承的外圈和轴承孔的配合要求,或者是滑动轴承外圆与轴承孔的配合,两个孔是用于固定轴承座的,单边固定是出于满足结构和安装位置的要求。
零件的工艺分析⑴φ30及φ8两孔都具有较高的精度要求,表面粗糙度Ra的值为1.6um,是加工的关键表面。
⑵轴承座上、下表面及前、后两端面的表面粗糙度Ra为3.2 um,是加工的重要表面。
轴承座的上表面有位置精度要求0.008,而且与轴承孔中心线有平行度要求0.003。
轴承座的前、后端面与轴承孔中心线垂直度要求为0.003,是重要的加工表面。
⑶φ13沉孔加工表面粗糙度要求较低。
⑷其余表面要求不高。
零件的生产类型生产类型及工艺特征轴承座为支承件,查附表2确定,轴承座属于轻型小批量生产零件毛坯的确定确定毛坯类型及其制造方法有附表5《常见毛坯类型》可知,材料为HT200,可确定毛坯类型为铸件。
估算毛坯的机械加工余量根据毛坯的最大轮廓尺寸(82)和加工表面的基本尺寸(42),查附表6《》可得出,轴承座上下表面机械加工余量为3.5,其余为3。
绘制毛坯简图,如图1定位基准选择 选择精基准经分析零件图可知,轴承座底面为高度方向基准,轴承座前端面为宽度方向基准。
考虑选择以加工的轴承座底面为精基准,保证底面与φ30孔中心线的距离为30。
该基准面积较大,工件的装夹稳定可靠,容易操作,夹具结构也比较简单。
选择粗基准图1 毛坯简图绘制步骤选择不加工的φ30孔外轮廓面为基准,能方便的加工出φ30孔(精基准),保证孔中心线与轴承座上端面平行度。
φ30孔外轮廓面的面积较大,无浇口、冒口飞边等缺陷,符合粗基准的要求。
拟定机械加工工艺路线选择加工方法根据加工表面的精度和表面粗糙要求,查附表可得内孔、平面的加工方案,见表2如下:表2 轴承座各面的加工方案拟定机械加工工艺路线,如表3表3 轴承座的机加工工艺方案加工余量及工序尺寸的确定确定轴承座底平面的加工余量及工序尺寸(1)轴承座底平面的加工过程如图2所示;粗铣底面精铣底面图2 轴承座底面加工过程图(2)根据工序尺寸和公差等级,查附表14《平面加工方案》得出粗铣、精铣底面的工序偏差,按入体原则标注,考虑到高度方向上以下底面为尺寸基准,并要保证中心线到地面的高度为30mm。
轴承座加工工艺过程及工序卡收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除西安工业大学机械加工工序卡片生产类型中批生产工序号01零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/n)主轴转速(r/min)切削速度(mm/min)基本工时收集于网络,如有侵权请联系管理员删除011 铸造毛坯游标卡尺西安工业大学机械加工工序卡片生产类型中批生产工序号02零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具辅助工具名称型号工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)基本工时min收集于网络,如有侵权请联系管理员删除02121.铸件内外非加工表面彻底清洗干净2.涂耐油漆西安工业大学机械加工工序卡片生产类型中批生产工序号03零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号专用夹具立式钻床Z535收集于网络,如有侵权请联系管理员删除工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)基本工时min031 1.夹轴承孔两侧毛坯,2.铣轴承座底面,照顾尺寸30mm和表面粗糙度。
铣刀游标卡尺42 粗铣1精铣2粗铣2精铣10.14 235 92.3 0.15西安工业大学机械加工工序卡片生产类型中批生产工序号04零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号专用收集于网络,如有侵权请联系管理员删除钻床Z535夹具工序工步工步说明刀具量具走刀长度(mm)走刀次数齿升量(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)基本工时min04121.钻Ø9的孔2.锪Ø13的沉头孔。
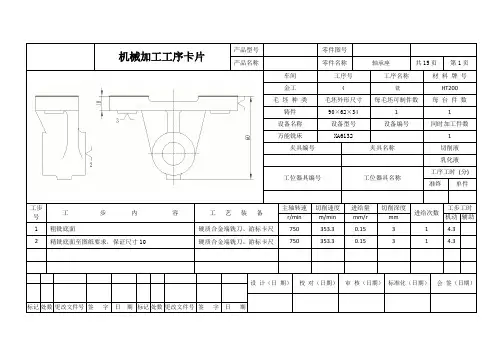
机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共15页第1页车间工序号工序名称材料牌号金工4铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣底面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣底面至图纸要求,保证尺寸10硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第2页车间工序号工序名称材料牌号金工5铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣2-φ12凸台面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣2-φ12凸台面至图纸要求,保证尺寸12硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第3页车间工序号工序名称材料牌号金工6铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣φ10凸台面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣φ10凸台面至图纸要求,保证尺寸58硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第4页车间工序号工序名称材料牌号金工7铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣左端面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣左端面至图纸要求,保证尺寸32硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第5页车间工序号工序名称材料牌号金工8铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣右端面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣右端面至图纸要求,保证尺寸30硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第6页车间工序号工序名称材料牌号金工9钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以底面为基准,钻孔2-φ5贯穿YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.32 扩孔2-φ6YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第7页车间工序号工序名称材料牌号金工10钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以左端面为基准,钻孔φ4,单边贯穿YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.32 扩孔φ7深7YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.33 攻丝M8×0.75,深6丝攻、游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第8页车间工序号工序名称材料牌号金工11镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以底面及2-φ6一面两孔定位,粗镗孔φ16至φ14 YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.32 半精镗孔φ16至φ15.5YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.33 精镗孔φ16至图纸要求,保证尺寸40±0.02YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
设计轴承座零件的机械加工工艺规程邱凯云126040359工学122轴承座零件图其余25技术要求1 铸后时效处理2 未注倒角C13 材料:HT200零件的分析零件的作用轴承座是用于支撑轴类零件的,镗孔的目的是为了满足滚动轴承的外圈和轴承孔的配合要求,或者是滑动轴承外圆与轴承孔的配合,两个孔是用于固定轴承座的,单边固定是出于满足结构和安装位置的要求。
零件的工艺分析⑴φ30及φ8两孔都具有较高的精度要求,表面粗糙度Ra的值为1.6um,是加工的关键表面。
⑵轴承座上、下表面及前、后两端面的表面粗糙度Ra为3.2 um,是加工的重要表面。
轴承座的上表面有位置精度要求0.008,而且与轴承孔中心线有平行度要求0.003。
轴承座的前、后端面与轴承孔中心线垂直度要求为0.003,是重要的加工表面。
⑶φ13沉孔加工表面粗糙度要求较低。
⑷其余表面要求不高。
零件的生产类型生产类型及工艺特征轴承座为支承件,查附表2确定,轴承座属于轻型小批量生产零件毛坯的确定确定毛坯类型及其制造方法有附表5《常见毛坯类型》可知,材料为HT200,可确定毛坯类型为铸件。
估算毛坯的机械加工余量根据毛坯的最大轮廓尺寸(82)和加工表面的基本尺寸(42),查附表6《》可得出,轴承座上下表面机械加工余量为3.5,其余为3。
绘制毛坯简图,如图1定位基准选择 选择精基准经分析零件图可知,轴承座底面为高度方向基准,轴承座前端面为宽度方向基准。
考虑选择以加工的轴承座底面为精基准,保证底面与φ30孔中心线的距离为30。
该基准面积较大,工件的装夹稳定可靠,容易操作,夹具结构也比较简单。
选择粗基准图1 毛坯简图绘制步骤选择不加工的φ30孔外轮廓面为基准,能方便的加工出φ30孔(精基准),保证孔中心线与轴承座上端面平行度。
φ30孔外轮廓面的面积较大,无浇口、冒口飞边等缺陷,符合粗基准的要求。
拟定机械加工工艺路线选择加工方法根据加工表面的精度和表面粗糙要求,查附表可得内孔、平面的加工方案,见表2如下:表2 轴承座各面的加工方案拟定机械加工工艺路线,如表3表3 轴承座的机加工工艺方案加工余量及工序尺寸的确定确定轴承座底平面的加工余量及工序尺寸(1)轴承座底平面的加工过程如图2所示;粗铣底面精铣底面图2 轴承座底面加工过程图(2)根据工序尺寸和公差等级,查附表14《平面加工方案》得出粗铣、精铣底面的工序偏差,按入体原则标注,考虑到高度方向上以下底面为尺寸基准,并要保证中心线到地面的高度为30mm。
台州学院机械工程学院机械加工工序卡片产品型号零件图号
产品名称零件名称轴承座共页第页车间工序号工序名称材料牌号
铣床车间15 铣削底面和两侧面HT200
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件
设备名称设备型号设备编号同时加工件数
立式铣床X52K
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗铣底平面且余量为1mm 平口虎钳、Φ80镶齿套式面铣刀235 60
2 1
2 精铣底平面,表面粗糙度为同上375 90 1 1
3 粗铣82mm两侧面,余量为1mm 平口虎钳、硬质合金立铣刀235 60 2 1
4 精铣82mm两侧面,达到尺寸要求,表面粗糙度同上37
5 90 1 1
1
台州学院机械工程学院机械加工工序卡片产品型号零件图号
产品名称零件名称轴承座共页第页车间工序号工序名称材料牌号铣床车间
20
铣上平面和42mm
两侧面
HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1
设备名称设备型号设备编号同时加工件数
立式铣床X52K
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗铣两侧面达到尺寸要求,粗糙度为25 专用夹具、Φ14细齿直柄立铣刀235 60
2 1
2 粗铣上平面且留余量1mm 专用夹具、Φ63直齿三面刃铣刀235 60 2 1
3 精铣上平面达到尺寸要求,粗糙度为同上375 90 1 1
2
台州学院机械工程学院机械加工工序卡片产品型号零件图号
产品名称零件名称共页第页车间工序号工序名称材料牌号
铣床车间25 铣前后两端面HT200
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件
设备名称设备型号设备编号同时加工件数
立式铣床X52K
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗铣一端面平口虎钳、Φ80镶齿套式面铣刀235 60
2 1
2 精铣一端面同上375 90 1 1
3 粗铣另一端面同上235 60 2 1
4 粗铣另一端面同上37
5 90 1 1
3
台州学院机械工程学院机械加工工序卡片产品型号零件图号
产品名称零件名称轴承座共页第页车间工序号工序名称材料牌号铣床车间30 铣槽2×1mm
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1
设备名称设备型号设备编号同时加工件数
卧式铣床X62W
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 铣一侧槽专用夹具、Φ80锯片铣刀235 60 1 1
2 铣另一侧槽同上235 60 1 1
4
台州学院机械工程学院机械加工工序卡片产品型号零件图号
产品名称零件名称轴承座共页第页车间工序号工序名称材料牌号车床车间
35
车φ30和φ35
孔,保证尺寸要
求,倒角1×45
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数
卧式车床CA6140 1
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗车φ30留单边留量专用夹具、YG15、45°内孔车刀900 1
2 半精车φ30留单边留量同上900 1 1
3 精车φ30 同上1120 1
4 粗车φ35同上600 1
5 倒角同上900 1 1
台州学院机械工程学院机械加工工序卡片产品型号零件图号
产品名称零件名称轴承座共页第页车间工序号工序名称材料牌号钻床车间
40
钻φ9孔、锪φ
13台阶面、钻φ
6孔
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数
摇臂钻Z3025 1
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钻孔4×Φ9 专用夹具、Φ9锥柄麻花钻630 15 1
6
2 锪Φ13台阶面夹具同上、Φ13直柄平底锪钻630 8 1
3 钻Φ6 夹具同上、Φ6锥柄麻花钻630 15 1
台州学院机械工程学院机械加工工序卡片产品型号零件图号
产品名称零件名称轴承座共页第页车间工序号工序名称材料牌号
钻出车间45 钻φ4孔
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数
摇臂钻Z3025 1
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时
8。