《 数控车床加工工艺与编程操作(华中系统)》项目三任务一内阶梯孔加工
- 格式:ppt
- 大小:1.86 MB
- 文档页数:25

华中数控车床操作实训指导书华中数控车床操作实训指导书是一本非常重要的文档,对于学习数控车床操作的学生和从事数控车床工作的工人们都有非常大的指导作用。
本文将从指导书的内容、实用性以及应用情况等方面进行详细的介绍。
指导书的内容一般包括了数控车床的组成、操作程序、常见故障及其排除方法等内容。
其中,组成部分介绍了整个数控车床的各个部件以及它们之间的作用关系。
这对于初学者来说非常有帮助,因为只有了解了各个部件的作用,才能更好地操作数控车床。
操作程序则介绍了数控车床的整个操作流程,包括开机、设置参数、设定工具,选择工件,加工工件以及关机等步骤。
对于学习数控车床操作的人来说,这是必不可少的。
常见故障及其排除方法则包括了各种可能遇到的故障及其解决方法,这在实际应用中也非常有帮助。
指导书的实用性非常强,因为它是由一些经验丰富的专家和工程师编写的,对于初学者和从事数控车床工作的工人们来说都非常实用。
指导书中的操作流程非常详细,而且还配有大量的图示,可以更好地理解各个操作步骤,而且还可以加深对数控车床各个部件的理解。
此外,指导书中介绍的故障排除方法也非常实用,对于工人在工作中遇到问题时可以帮助他们快速有效地解决问题。
应用情况方面,指导书被广泛应用于各个领域,在学校教育、企业培训中都有非常重要的作用。
学校教育方面,指导书通常作为教学资料使用,为学生提供实际操作的指导,加强学生的实践能力,以提高工作水平。
企业培训方面,指导书可以作为重要的培训资料,有效地缩短了工人们的培训时间,提高了工人们的工作效率。
总之,华中数控车床操作实训指导书是一本非常重要的文献,对于学生和工人们学习和掌握数控车床操作非常有帮助。
它不仅包含了丰富的实用信息,还具备强大的指导作用,为学生和工人们的学习、工作提供了重要的帮助。
华中数控机床编程简单例子数控机床编程是现代制造业中一项重要的技能。
华中数控机床是一家专业从事数控机床研发与生产的公司,他们的产品质量稳定可靠,使用方便。
下面我将为大家介绍一些华中数控机床编程的简单例子,帮助大家更好地理解和应用这一技能。
例子一:圆形轮廓加工首先,设定工件坐标系的原点,即零点。
然后,选择加工刀具和切削速度。
接下来,编写程序,使机床按照设定好的参数进行切削操作。
对于圆形轮廓加工,我们可以使用G代码来描述所需的切削路径,例如G01表示直线加工,G02表示顺时针圆弧加工,G03表示逆时针圆弧加工。
通过设定起点和终点坐标、半径或角度,机床就能够按照指定轨迹进行切削操作。
例子二:螺纹加工螺纹加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点,并指定切削起点和方向。
接下来,编写程序,使用G代码描述螺纹加工的路径。
在华中数控机床中,常用的螺纹加工指令是G33/G34。
通过设定螺纹的直径、螺距和切削方向,机床就能够按照指定的参数进行螺纹加工。
例子三:孔加工孔加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点。
接着,编写程序,使用G代码描述孔加工的路径。
在华中数控机床中,常用的孔加工指令是G81/G83。
通过设定孔的起点坐标、深度和进给方式,机床就能够按照指定的参数进行孔加工。
总结起来,华中数控机床编程提供了丰富的功能和指令,使得数控机床能够完成复杂的加工任务。
通过学习和应用这些编程技巧,我们可以更高效地完成各种加工任务。
希望以上简单例子能够帮助大家更好地理解和应用华中数控机床编程技能。
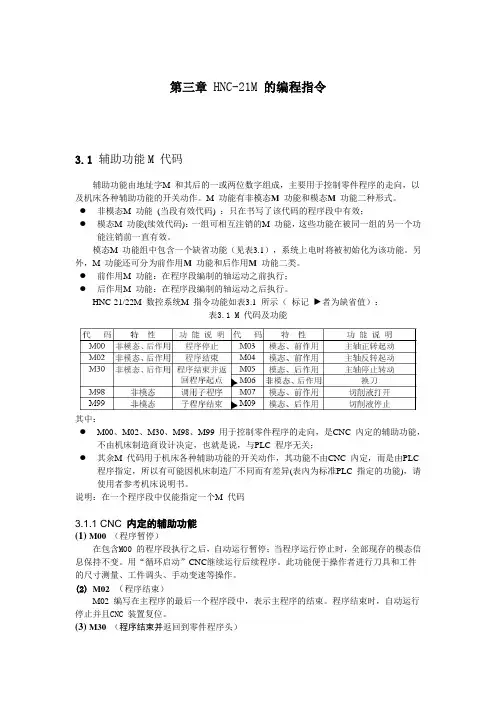
第三章HNC-21M 的编程指令3.1辅助功能M 代码辅助功能由地址字M 和其后的一或两位数字组成,主要用于控制零件程序的走向,以及机床各种辅助功能的开关动作。
M 功能有非模态M 功能和模态M 功能二种形式。
●非模态M 功能(当段有效代码) :只在书写了该代码的程序段中有效;●模态M 功能(续效代码):一组可相互注销的M 功能,这些功能在被同一组的另一个功能注销前一直有效。
模态M 功能组中包含一个缺省功能(见表3.1),系统上电时将被初始化为该功能。
另外,M 功能还可分为前作用M 功能和后作用M 功能二类。
●前作用M 功能:在程序段编制的轴运动之前执行;●后作用M 功能:在程序段编制的轴运动之后执行。
HNC-21/22M 数控系统M 指令功能如表3.1 所示(标记►者为缺省值):表3.1 M 代码及功能其中:●M00、M02、M30、M98、M99 用于控制零件程序的走向,是CNC 內定的辅助功能,不由机床制造商设计决定,也就是说,与PLC 程序无关;●其余M 代码用于机床各种辅助功能的开关动作,其功能不由CNC 內定,而是由PLC程序指定,所以有可能因机床制造厂不同而有差异(表內为标准PLC 指定的功能),请使用者参考机床说明书。
说明:在一个程序段中仅能指定一个M 代码3.1.1 CNC 内定的辅助功能(1) M00 (程序暂停)在包含M00 的程序段执行之后,自动运行暂停;当程序运行停止时,全部现存的模态信息保持不变。
用“循环启动”CNC继续运行后续程序。
此功能便于操作者进行刀具和工件的尺寸测量、工件调头、手动变速等操作。
(2)M02(程序结束)M02 编写在主程序的最后一个程序段中,表示主程序的结束。
程序结束时,自动运行停止并且CNC 装置复位。
(3) M30 (程序结束并返回到零件程序头)M30 除具有M02 功能外,还兼有控制返回到零件程序的开头(%)作用。
用M30 的结束程序后,若要重新执行该程序,只需再次按操作面板上的“循环启动”键。
任务3 阶梯孔零件的数控车床加工(教案)-高一《数控车削编程及加工》同步精品课堂(机工社)一、教学目标1.了解阶梯孔零件的加工原理和数控车床的基本工艺流程。
2.掌握数控车床加工阶梯孔零件的基本操作及加工技术。
3.培养学生的加工操作能力,提高其对数控车床加工阶梯孔零件的程序编写和加工调试能力。
4.深入了解数控编程的原理和方法,提高学生的程序设计和数据分析能力。
二、教学内容阶梯孔零件的数控车床加工1.阶梯孔零件的加工原理及工艺流程。
2.数控车床加工阶梯孔零件的操作及技术要求。
3.数控编程的原理、方法及程序设计。
4.数控车床加工阶梯孔零件的调试和加工技术。
三、教学重点和难点重点:数控编程的原理、方法及程序设计。
难点:数控车床加工阶梯孔零件的调试和加工技术。
四、教学方法与手段1.讲授法:教师通过课堂教学,向学生讲解阶梯孔零件的加工原理和数控车床的基本工艺流程。
2.演示法:教师通过实际操作,向学生展示数控车床加工阶梯孔零件的操作技术和加工流程。
3.实践法:让学生自己进行数控编程和加工调试,提高其操作技能和程序设计能力。
五、教学步骤第一步:引入教师通过图片或实物展示阶梯孔零件的结构和特点,并向学生介绍其加工原理和数控车床的基本工艺流程。
第二步:讲解教师讲解阶梯孔零件的加工原理和数控车床的工艺流程,重点介绍数控编程的原理和方法,帮助学生理解数控车床的工作原理和加工流程。
第三步:演示教师通过实际操作向学生展示数控车床加工阶梯孔零件的操作技术和加工流程,重点介绍加工过程中的注意事项和技巧,让学生了解加工的具体过程。
第四步:实践让学生自己进行数控编程和加工调试,提高其操作技能和程序设计能力。
通过实践,让学生深入理解数控编程的原理和方法,并掌握数控车床加工阶梯孔零件的调试和加工技术。
第五步:总结教师对本次实践进行总结,向学生讲解数控车床加工阶梯孔零件的技术要点和注意事项,并对学生的操作技能和程序设计能力进行评价和提升。
项目一:华中数控编程简介任务一:华中数控编程指令(2课时)【教学目标】1.了解华中数控G指令。
2.掌握华中数控G指令的格式和用法。
【项目重点与难点】重点:华中数控G指令与法兰克、广数系统的不同之处难点:主要G指令的格式【教学过程】复习前面所学的指令,为学习华中系统G指令作准备我们所学过的指令有:M指令、S指令、T指令、G指令其中G指令有:G00、G01、G02、G03、G70、G71、G73、G90、G92、G94、G98、G99引入新课1.设问:我们学过的指令都是什么系统的指令那么华中数控系统编程是否用的指令是否和之前我们学过的一样我们学过的指令是针对法兰科系统和广州数控系统,华中系统的编程所用指令和他们大同小异。
2.阐述本次课的任务。
板书:华中数控编程指令新课教学1.讲解华中系统M指令、S指令、T指令、G指令。
板书:一、华中系统M指令、S指令、T指令、G指令:华中系统与法兰科系统和广州数控系统的M指令、S指令、T指令、G指令相同。
2.讲解华中系统与法兰科系统G指令的不同之处板书:二、华中系统与法兰科系统G指令的不同点:名称法兰科华中精加工循环 G70 P Q 无外圆内圆粗车循环 G71 U R G71 U R P Q X Z F G71 P Q U W F端面粗车循环 G72 W R G72 W R P Q X Z F G72 P Q U W F封闭轮廓粗车循环 G73 U W R G73 U W R P Q X Z F G73 P Q U W F外圆内圆车削循环 G90 X Z F G80 X Z F螺纹车削循环 G92 X Z F G82 X Z F端面车削循环 G94 X Z F G81 X Z F设定每分钟进给量 G98 G94设定每转进给量 G99 G95巩固练习板书:三、例题:在华中系统上编写图示零件的车削程序。
O0001;(车Φ15外圆和Φ21外圆)S500 M03 T0101 G95;G0 X100 Z100;G0 X28 Z2;G80 X23 Z-18 F0。
数控编程孔加工循环指令(华中数控)孔加工循环指令钻孔循环指令G81 X___Y____Z_____R____F_____R 安全平面距离F 进给速度,单位:㎜/min退出孔的指令G98 退回到安全平面上的那个点G99 退到安全平面上的那个点沉孔循环指令G82 X___Y____Z_____R____P____F_____ P 钻头孔底停留时间高速深孔啄钻循环指令G73 X___Y____Z_____R____Q____F____Q 每次钻孔深度深孔啄钻循环指令G83 X___Y____Z_____R____Q____K_____F____K 为正值,它是钻削缓冲距离Q 为负值以上G83格式是华中系列,其它系列没有 KG83这个动作总是退到安全平面上,因而G83效率没G73高G83比G73更常见铰孔循环指令G85 X___Y____Z_____R____F____G85 退刀时,还在旋转,即边铰边退G81、G82、G73、G83只退,不切削镗孔循环指令G86 X___Y___Z___R___F___特点:镗孔镗到孔底后,主轴停止转动,推出孔,易划伤孔表面。
精镗孔循环指令G76 X___Y___Z___R___P___I___J___F___I X轴方向偏移量,只能为正值J Y轴方向偏移量,只能为正值特点:主轴在孔底停止,向刀尖反方向移动,然后退刀,不划伤表面。
攻左螺纹G74M04S__________G74 X___Y____Z_____R____F____F单位的明确:华中系列单位:㎜/r 其它系列:㎜/min攻右螺纹G84M03S______G84 X___Y____Z_____R____F____取消孔循环指令G80说明:取消循环时,R点和Z点也被取消。
相应的与孔加工相关的循环指令也被取消。
刀具长度补偿G43 刀具长度正补偿G43 G00 Z___H___说明:后面的刀具由于比第一把刀具(或前面的刀具)长,为了使刀尖与工件表面接触,必须把这把刀提起一定长度,不然便会撞刀,这就是这个指令的作用。