某电子厂电容器首件检查记录表(2页)
- 格式:doc
- 大小:72.00 KB
- 文档页数:2
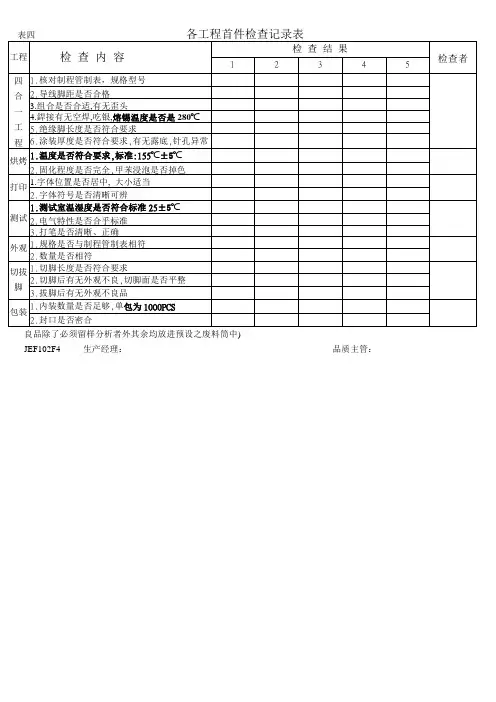
各工程首件检查记录表工程检查内容检查结果检查者1 2 3 4 5四合一工程1.核对制程管制表,规格型号2.导线脚距是否合格3.组合是否合适,有无歪头4.銲接有无空焊,吃银,熔锡温度是否是280℃5.绝缘脚长度是否符合要求6.涂装厚度是否符合要求,有无露底,针孔异常烘烤1.温度是否符合要求,标准:155℃±5℃2.固化程度是否完全,甲苯浸泡是否掉色打印1.字体位置是否居中, 大小适当2.字体符号是否清晰可辨测试1.测试室温湿度是否符合标准25±5℃2.电气特性是否合乎标准3.打笔是否清晰、正确外观1.规格是否与制程管制表相符2.数量是否相符切拔脚1.切脚长度是否符合要求2.切脚后有无外观不良,切脚面是否平整3.拔脚后有无外观不良品包装1.内装数量是否足够,单包为1000PCS2.封口是否密合良品除了必须留样分析者外其余均放进预设之废料筒中)JEF102F4 生产经理:品质主管:表四各工程首件检查记录表工程检查内容检查结果检查者1 2 3 4 5四合一工程1.核对制程管制表,规格型号2.导线脚距是否合格3.组合是否合适,有无歪头4.銲接有无空焊,吃银,熔锡温度是否是280℃5.绝缘脚长度是否符合要求6.涂装厚度是否符合要求,有无露底,针孔异常烘烤1.温度是否符合要求,标准:155℃±5℃2.固化程度是否完全,甲苯浸泡是否掉色打印1.字体位置是否居中, 大小适当2.字体符号是否清晰可辨测试1.测试室温湿度是否符合标准25±5℃2.电气特性是否合乎标准3.打笔是否清晰、正确外观1.规格是否与制程管制表相符2.数量是否相符切拔脚1.切脚长度是否符合要求2.切脚后有无外观不良,切脚面是否平整3.拔脚后有无外观不良品包装1.内装数量是否足够,单包为1000PCS2.封口是否密合良品除了必须留样分析者外其余均放进预设之废料筒中)JEF102F4 生产经理:品质主管:。

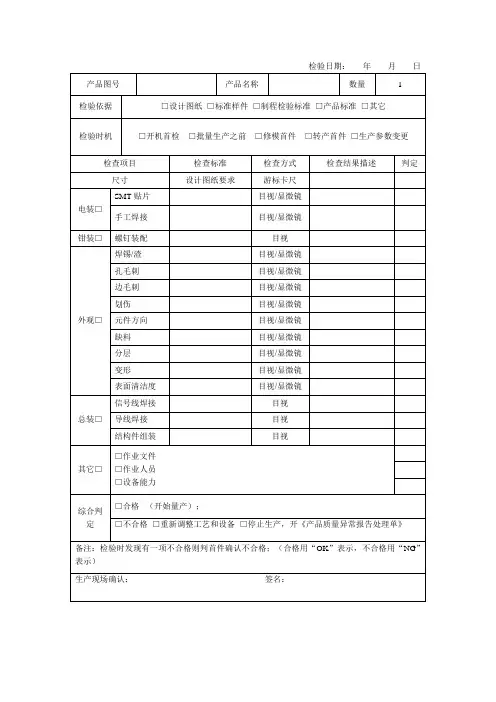
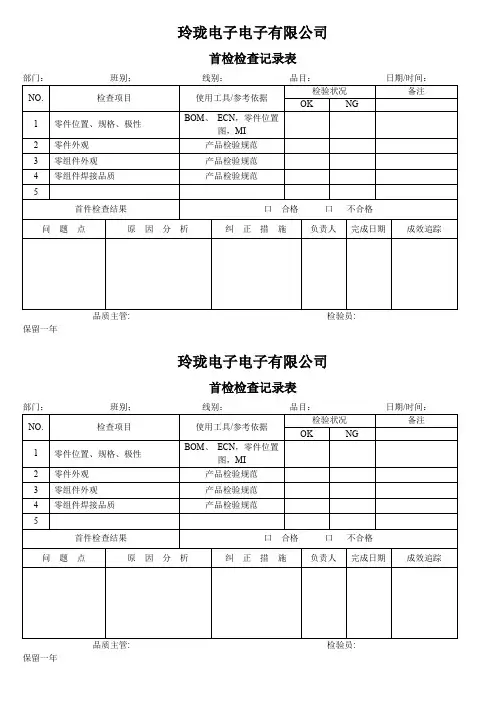
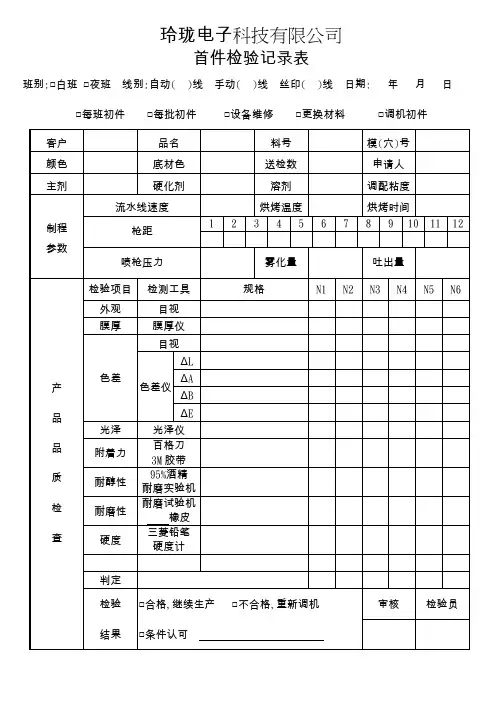
康宏电子有限公司装配首件检查表日期 :班别: 料号工令单号生产线别品名工单数量客户□每日首件□每批首件□更换材料□机台维修□ _________检验记录检验项目实际检验状况判定检验项目实际检验状况判定塑体组装引脚其它镀层铁壳项目范围本栏为主要尺寸管制部分判定尺寸检验判定 :□合格□不合格□条件认可一、首件取样 5PCS,并附 1PCS及首件标签于首件盒内 , 经 QC判定 OK后方可量产 .二、本表适用范围如下 :说1.每批首件 : 即每批工令单正式投产之首件 .2.每日首件 : 即每日或交接班之首件 .3.更换材料 : 即为原物料更换材质后之首件 .4.机台维修 : 即为对机台维修后之首件 .明三、尺寸量测依检验规范暨检验记录或产品图, 样品执行 .品管员:审核:注塑首件检查表日期 :班别: 模号生产单号原料名称料号产品品名机台编号□每日首件□每批首件□更换材料□模具维修检验记录检验项目实际检验状况判定检验项目实际检验状况判定缺料试组装毛边其它烧焦缩水项目范围本栏为主要尺寸管制部分判定尺寸检验判定 :□合格□不合格□条件认可一、凡首件需取样两模送验至QC,经 QC确认合格后方可量产 .二、本表适用范围如下 :说a)每批首件:每批产品正式投产之首件;b) 每日首件 : 即每日交接班之首件 ;c) 更换材料 : 针对产品更换材质后之首件;d) 模具修改 : 即对模具修改后之首件;明e)调机首件:即对机台调整之首件.三、尺寸量测依检验规范暨检验记录或产品图、样品执行.冲压首件检查表日期 :班别: 模号生产单号原料名称料号产品品名机台编号□每日首件□每批首件□更换材料□模具维修检验记录检验项目实际检验状况判定检验项目实际检验状况判定变形试组装毛边其它氧化脏污项目范围本栏为主要尺寸管制部分判定尺寸检验判定 :□合格□不合格□条件认可一、凡首件需取样两模送验至QC,经 QC确认合格后方可量产 .二、本表适用范围如下 :说a)每批首件:每批产品正式投产之首件;b) 每日首件 : 即每日交接班之首件 ;c) 更换材料 : 针对产品更换材质后之首件;d) 模具修改 : 即对模具修改后之首件;明e)调机首件:即对机台调整之首件.三、尺寸量测依检验规范暨检验记录或产品图、样品执行.卯合首件检查表日期 :班别: 模号生产单号原料名称料号产品品名机台编号□每日首件□每批首件□更换材料□模具维修检验记录检验项目实际检验状况判定检验项目实际检验状况判定压伤组装毛边其它氧化脏污项目范围本栏为主要尺寸管制部分判定尺寸检验判定 :□合格□不合格□条件认可一、凡首件需取样两模送验至QC,经 QC确认合格后方可量产 .二、本表适用范围如下 :说a)每批首件:每批产品正式投产之首件;b) 每日首件 : 即每日交接班之首件 ;c) 更换材料 : 针对产品更换材质后之首件;d) 模具修改 : 即对模具修改后之首件;明e)调机首件:即对机台调整之首件.三、尺寸量测依检验规范暨检验记录或产品图、样品执行.。
深圳***科技集团
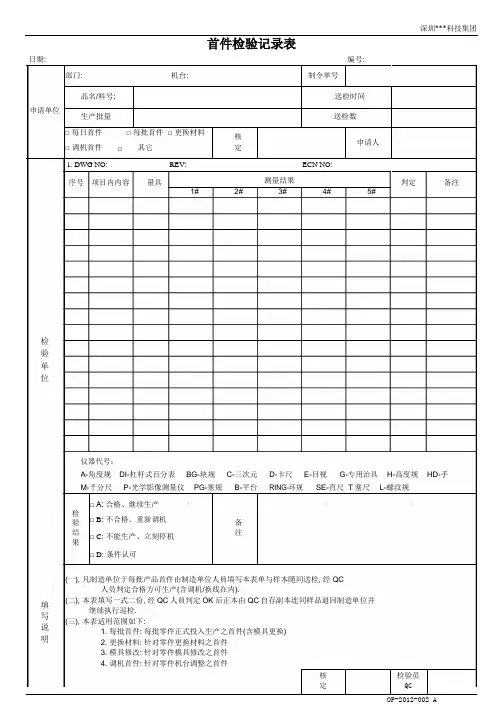
首件检验记录表
日期: 编号:
部门: 机台: 制令单号
品名/料号: 送检时间
申请单位
生产批量送检数
□ 每日首件□ 每批首件□ 更换材料
核
申请人
□ 调机首件□其它定
1. DWG NO: REV: ECN NO:
序号项目内内容量具测量结果判定备注
1# 2# 3# 4# 5#
检
验
单
位
仪器代号:
A-角度规DI-杠杆式百分表BG-块规C-三次元D-卡尺E-目视G-专用治具H-高度规HD-手
M-千分尺P-光学影像测量仪PG-塞规B-平台RING-环规SE-直尺 T塞尺L-螺纹规
□ A: 合格、继续生产
检
□ B:不合格、重新调机
验备
结
□ C:不能生产、立刻停机注
果
□ D:条件认可
(一), 凡制造单位于每批产品首件由制造单位人員填写本表单与样本隨同送检, 经QC
人员判定合格方可生产(含调机/换线在内).
填(二), 本表填写一式二份, 经QC人員判定OK后正本由QC自存副本连同样品退回制造单位并
继续执行巡检.
写
(三), 本表适用范围如下:
说
1. 每批首件: 每批零件正式投入生产之首件(含模具更换)
明 2. 更换材料: 针对零件更换材料之首件
3. 模具修改: 针对零件模具修改之首件
4. 调机首件: 针对零件机台调整之首件
核检验员
定QC
OP-2012-002 A。
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
产品首件检验记录日期:YYYY年MM月DD日产品名称:XXX产品型号:XXX首件编号:XXX生产批次:XXX一、产品信息1.产品外观检查-外包装:XXX-产品外观:XXX-印刷标识:XXX-尺寸规格:XXX2.产品功能性检查-功能一:XXX是否正常工作-功能二:XXX是否正常工作-功能三:XXX是否正常工作二、检验方法1.外观检查-按照产品外观标准进行检查,包括颜色、形状、印刷标识等方面。
2.功能性检查-根据产品的设计要求和规格,通过相应的测试设备进行检验,确保产品的各项功能符合要求。
三、检验结果1.外观检查产品外观在颜色、形状、印刷标识等方面均符合产品外观标准要求。
2.功能性检查-功能一:经过测试,功能一正常工作,符合设计要求。
-功能二:经过测试,功能二正常工作,符合设计要求。
-功能三:经过测试,功能三正常工作,符合设计要求。
四、检验结论经过首件检验,本产品外观和功能均符合设计要求和产品标准。
首件合格,可以进行正常生产。
五、检验人员检验员:XXX审核人:XXX六、备注1.首件检验是对新产品的第一次大规模生产,检验合格后方可进行后续生产。
首件检验的合格标准为产品外观和功能均符合设计要求和产品标准。
2.检验过程中需注意操作规范,确保检验结果的准确性和可靠性。
3.如发现不合格项,应对产品进行调整或修复,并重新进行首件检验,直至符合标准要求为止。
以上是产品首件检验记录,详细记录了产品的外观检查和功能性检查结果,以及检验结论和相关人员信息。
首件检验是确保产品质量的重要环节,通过严格的检验程序和标准,确保产品的外观和功能符合要求。
