学习情景五干式复合上胶讲义量的控制
- 格式:ppt
- 大小:9.59 MB
- 文档页数:5
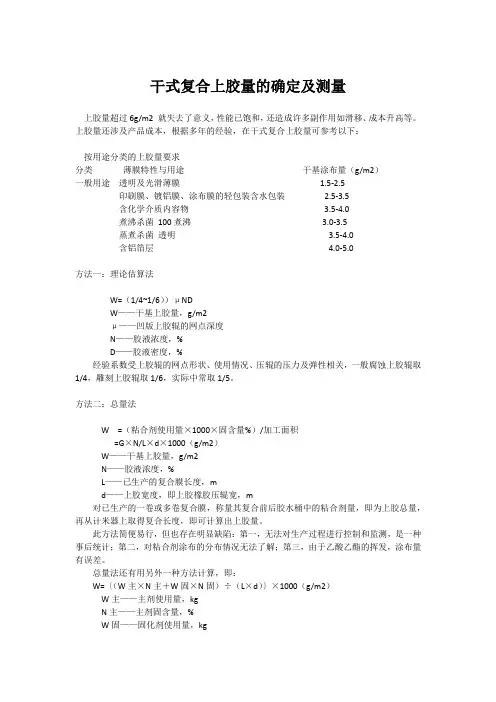
干式复合上胶量的确定及测量上胶量超过6g/m2 就失去了意义,性能已饱和,还造成许多副作用如滑移、成本升高等。
上胶量还涉及产品成本,根据多年的经验,在干式复合上胶量可参考以下:按用途分类的上胶量要求分类薄膜特性与用途干基涂布量(g/m2)一般用途透明及光滑薄膜 1.5-2.5印刷膜、镀铝膜、涂布膜的轻包装含水包装 2.5-3.5含化学介质内容物 3.5-4.0煮沸杀菌100煮沸 3.0-3.5蒸煮杀菌透明 3.5-4.0含铝箔层 4.0-5.0方法一:理论估算法W=(1/4~1/6))μNDW——干基上胶量,g/m2μ——凹版上胶辊的网点深度N——胶液浓度,%D——胶液密度,%经验系数受上胶辊的网点形状、使用情况、压辊的压力及弹性相关,一般腐蚀上胶辊取1/4,雕刻上胶辊取1/6,实际中常取1/5。
方法二:总量法W=(粘合剂使用量×1000×固含量%)/加工面积=G×N/L×d×1000(g/m2)W——干基上胶量,g/m2N——胶液浓度,%L——已生产的复合膜长度,md——上胶宽度,即上胶橡胶压辊宽,m对已生产的一卷或多卷复合膜,称量其复合前后胶水桶中的粘合剂量,即为上胶总量,再从计米器上取得复合长度,即可计算出上胶量。
此方法简便易行,但也存在明显缺陷:第一,无法对生产过程进行控制和监测,是一种事后统计;第二,对粘合剂涂布的分布情况无法了解;第三,由于乙酸乙酯的挥发,涂布量有误差。
总量法还有用另外一种方法计算,即:W=〔(W主×N主+W固×N固)÷(L×d)〕×1000(g/m2)W主——主剂使用量,kgN主——主剂固含量,%W固——固化剂使用量,kgN固——固化剂固含量,%方法三:重量差法先将要复合的两层薄膜分别裁成10cm×10cm大小,称量两片的重量并相加,其重量为W1,再将其复合后的膜也裁成10cm×10cm大小,测量的其重量为W2,则上胶量为(W2-W1)×100,这种方法简便,但由于薄膜基材的厚度均匀性问题、油墨量不均匀问题,误差较大。
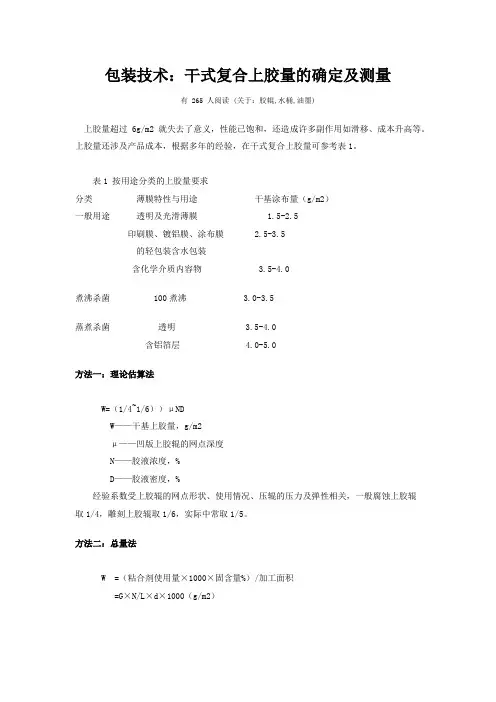
包装技术:干式复合上胶量的确定及测量有 265 人阅读 (关于:胶辊,水桶,油墨)上胶量超过6g/m2 就失去了意义,性能已饱和,还造成许多副作用如滑移、成本升高等。
上胶量还涉及产品成本,根据多年的经验,在干式复合上胶量可参考表1。
表1 按用途分类的上胶量要求分类薄膜特性与用途干基涂布量(g/m2)一般用途透明及光滑薄膜 1.5-2.5印刷膜、镀铝膜、涂布膜 2.5-3.5的轻包装含水包装含化学介质内容物 3.5-4.0煮沸杀菌 100煮沸 3.0-3.5蒸煮杀菌透明 3.5-4.0含铝箔层 4.0-5.0方法一:理论估算法W=(1/4~1/6))μNDW——干基上胶量,g/m2μ——凹版上胶辊的网点深度N——胶液浓度,%D——胶液密度,%经验系数受上胶辊的网点形状、使用情况、压辊的压力及弹性相关,一般腐蚀上胶辊取1/4,雕刻上胶辊取1/6,实际中常取1/5。
方法二:总量法W =(粘合剂使用量×1000×固含量%)/加工面积=G×N/L×d×1000(g/m2)W——干基上胶量,g/m2N——胶液浓度,%L——已生产的复合膜长度,md——上胶宽度,即上胶橡胶压辊宽,m对已生产的一卷或多卷复合膜,称量其复合前后胶水桶中的粘合剂量,即为上胶总量,再从计米器上取得复合长度,即可计算出上胶量。
此方法简便易行,但也存在明显缺陷:第一,无法对生产过程进行控制和监测,是一种事后统计;第二,对粘合剂涂布的分布情况无法了解;第三,由于乙酸乙酯的挥发,涂布量有误差。
总量法还有用另外一种方法计算,即:W=〔(W主×N主+W固×N固)÷(L×d)〕×1000(g/m2)W主——主剂使用量,kgN主——主剂固含量,%W固——固化剂使用量,kgN固——固化剂固含量,%方法三:重量差法先将要复合的两层薄膜分别裁成10cm×10cm大小,称量两片的重量并相加,其重量为W1,再将其复合后的膜也裁成10cm×10cm大小,测量的其重量为W2,则上胶量为(W2-W1)×100,这种方法简便,但由于薄膜基材的厚度均匀性问题、油墨量不均匀问题,误差较大。