上胶量的确定及测量解读
- 格式:doc
- 大小:32.50 KB
- 文档页数:2
X=m1/m*100%式中:X—不挥发物含量,%;m1—加热后试样旳质量,g;m—加热前试样旳质量,g;试样成果取两次平行试验旳平均值,试验成果保留三位有效数字5.3粘度旳检测5.3.1 检测工具5.3.1.1 旋转粘度计。
5.3.1.2恒温浴:能保持23±0.5℃(也可按胶粘剂规定选用其他温度)。
5.3.1.3 温度计:分度为0.1℃。
5.3.1.4容器:直径不不不小于6cm,高度不低于11cm旳容器或旋转粘度计上附带旳容器。
5.3.1.5秒表:精度为0.2s。
5.3.1.6量筒:50mL。
5.3.2 检测条件检查应在(23±0.5)℃条件下进行5.3.3 检测环节5.3.3.1 同种试样应当选择合适旳相似转子和转速,使读数在刻度盘旳20%~80%范围内。
5.3.3.2 将盛有试样旳容器放入恒温浴中,使试样温度与试验温度平衡,并保持试样温度均匀。
5.3.3.3 将转子垂直浸入试样中心部位,并使液面到达转子液位标线(有保护架应装上)。
5.3.3.4开动旋转粘度计,读取旋转时指针在圆盘上不变时旳读数。
5.3.3.5每个试样测定三次。
5.3.4 检测成果旋转粘度计法:将读数按粘度计规定进行计算,以Pa·s或mPa·s表达。
5.4剥离强度旳检测5.4.1 检测工具济南兰光电子拉力机5.4.2 检测条件检查应在(23±2)℃,相对湿度45%~55%环境下放置4h以上,在此条件下进行5.4.3 检测环节5.4.3.1将试样剥开旳两端分别夹在试验机上、下夹具上,使试样剥开部分旳纵轴与上下夹具中心连线重叠,并松紧合适。
试验时,未剥开部分与拉伸方向呈T型,见图1。
记录试样剥离过程中旳剥离力曲线。
图1 试样夹持示意图1-上夹具;2-下夹具;3-试样剥开部分;4-未剥离试样;5.4.4 检测成果根据试验所得曲线形状(参照图2中三种经典曲线),采用其中相近旳一种取值措施。
纸张表面施胶挂胶量的测定
范静文
【期刊名称】《纸和造纸》
【年(卷),期】1989()4
【摘要】纸张通过表面施胶后覆上的胶料,我们通常叫做纸张表面施胶挂胶量。
它的大小首先取决于胶液浓度,其次是纸机车速,也就是纸张浸胶时间,纸张紧度等因素。
挂胶量测定方法通常有两种,表示方法也有两种。
可用克/米~2为单位,也可以用百
分数表示。
【总页数】1页(P44-44)
【关键词】表面施胶;纸机车速;胶液;浸胶;量测;具体操作步骤;样方法;计算公式;恒重【作者】范静文
【作者单位】国营保定六○四厂
【正文语种】中文
【中图分类】TS7
【相关文献】
1.基于近红外光谱建立纸张表面施胶量测定模型 [J], 欧阳春;武书彬
2.采用新型表面施胶剂降低内部施胶量优化纸页性能 [J], 秋增昌
3.不同表面施胶淀粉施涂量对不含磨木浆纸张物理性能的影响 [J], 张莹;陈蕴智
4.聚氨酯/羧基丁苯胶胶乳的表面施胶及其交联对纸张表面强度及耐折度的影响 [J],
李轩;沈一丁;李小瑞;费贵强;史阳阳
5.纸张表面施胶剂,使用方法及表面施胶的纸张 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
胶合板单板涂胶量检验方法第一篇:胶合板单板涂胶量检验方法胶合板单板涂胶量检验方法用三块准备好的单板(50mm×500mm),涂胶前称其重量并记录,然后分别通过涂胶辊的左、中、右段涂胶(单板应标识左、中、右),涂胶后再称其重量并记录,计算每块单板的单位面积涂胶量。
判定原则:每块单位面积涂胶量在规定值内(±5g/m),且相互间差值不超χg,则判为涂胶量符合要求。
若单板的单位面积涂胶量超差,应再调整涂胶量,若相互间差值超过χg,则应对胶辊进行维修。
第二篇:什么是装饰单板贴面胶合板什么是装饰单板贴面胶合板?装饰单板贴面胶合板也称薄木贴面胶合板,是以天然优良木质装饰单板为饰面材料,以普通胶合板为基材,胶压制成的未经涂饰加工的胶合板,一般为单面贴面板,如市场上的黑胡挑板、柚木板等。
装饰单板贴面胶合板不是普通胶合板,主要区别在于它多了一层天然优良的木质单板,该层单板虽然很薄(0.20mm左右),但由于它的材质优良,色泽清晰、纹理美观大方并具有装饰效果面深受人们喜爱,但价格较贵,且随着树种越名贵,纹理越特别,价格就越高,因此该板一般刷涂清漆。
而普通胶合板的面层单板较普通,一般都需在其上面粘贴一层装饰纸后刷涂清漆,或直接在面层单板上刷涂色漆以掩盖它的不足,因此普通胶合板较便宜。
编辑: 高老庄吧第三篇:建筑工程算量方法【土建】土建工程量计算一般顺序以框架结构为例:1.土方:场地平整、挖土(人工、挖掘机)、土方运输(原地、运输)、土方回填(挖土、运输、回填)。
桩基础,以振动灌注桩为例:打桩(注意空打部分)、桩尖埋设、钢筋笼、凿桩头。
2.垫层:垫层、防水。
基础、结构:梁、板、柱(是否有弧形、起坡等)。
这部分主体结构应该没有问题。
3.砌筑工程:什么砖,砂浆类型,一砖还是半砖还是一砖以上。
有的地方在地下室符合某种条件还加照明费,注意有的基础下面有砖胎膜。
4.混凝土工程:一般按照体积计算,楼梯、阳台按投影面积(直形、弧形)。
胶水固含量计算公式,快速检测方法,测定的重要性展开全文胶水固含量计算公式,快速检测方法,测定的重要性胶水是连接两种材料的中间体,多以水剂出现,属精细化工类,种类繁多,主要以粘料、物理形态、硬化方法和被粘物材质来进行分类。
常见的有瞬间胶(常见的-1203瞬干胶-氰基丙烯酸乙酯强力瞬间接着剂是一种)、环氧树脂粘结类、厌氧胶水、UV胶水(紫外线光固化类)、热熔胶、压敏胶、乳胶类等。
一、胶水固含量(不挥发物含量)检测方法胶水固含量是指在规定条件下干燥后,是指胶水总量的质量百分率其余部分.实际上,所谓的“非挥发物含量”是更精确的.根据GBT2793胶粘剂不挥发物含量的测定。
1.胶水固含量(不挥发物含量)烘箱检测方法及计算公式(1)按照要求称取胶黏剂试样,精确到0.001g,放入鼓风恒温烘箱内加热,取出试样,放入干燥器中冷却,称其重量(2)胶水固含量(不挥发物含量)计算公式:X=m1/m*100式中:X-不挥发物含量%m1-加热后试样的质量gm-加热前试样的质量g试验结果取两次平行试验的平均值,试验结果保留三维有效数字2.胶水固含量快速检测仪使用:(1)开机:安装相关的配件,连接好电源线,打开仪器后部的电源开关,屏幕几秒钟后自动跳转到设置“温度”页面;(2)设定温度:按仪器屏幕【+】【-】键设定加热温度和恒重时间,加热时间为自动,结果表示方式为0-100%;单点为微调,长按为快速调节;(3)校准:点击【下一步】进入到校准界面,样品盘空置的情况下,放入20g砝码,看是否是20.00g;若不是,按“校准”键,仪器自动校准到20.00g,则校准完成;(4)取样:取样到样品盘,仪器自动显示样品重量,取出样品盘将样品均匀铺于盘上,再放回样品室;(5)测试中:取好样品后按“开始测试”键,仪器自动测试,显示屏右下角显示“测试中”,待完成干燥后,显示屏上有提示“测试结束”字眼提示;(6)测试结束:读取显示屏上水分含量%数字,如选配有打印机功能的状况下,可自动打印出水分含量。
干式复合过程中上胶量与成本控制技巧一、胶黏剂的标定1.为什么要进行标定?在控制上胶量的过程中,往往容易忽视一个很重要的问题,不同厂家生不同型号的胶黏剂,其性能有较大的区别,即使用相同的复合工艺得出的结果也不同。
主要包括两方面:(1)上胶量与复合强度的关系。
同样的上胶量,复合强度就一样吗?上胶量越大,复合强度就越好吗?(2)上胶量对溶剂残留的影响。
考虑到以上两个因素,就有必要对每种胶黏剂进行标定,否则,一方面无谓地增加成本,另一方面容易出现质量问题。
2.怎样标定?第一步:根据产品结构确定合适的上胶量,这点很重要。
针对某种产品结构,对所选用的几种胶黏剂分别进行标定,确定各自需要多少的上胶量才能保证复合产品的质量,同时可以比较哪一种胶黏剂的操作性更好,更能节省成本。
第二步:确定工作液浓度或标定工作液黏度。
在选择好上胶量后,就要根据实际情况综合考虑各种影响因素,包括复合机的性能、现有涂布辊的线数和网穴深度、车间的环境等来确定工作液的浓度或黏度。
影响上胶量的诸多因素可分为易控因素和易变因素两大类。
易控因素包括涂布辊的线数、网穴的深度、形状;压辊的硬度、压力;刮刀的角度、位置、压力;复合速度。
易变因素包括胶黏剂的生产厂家、型号、固含量、原始黏度、流动性;环境的温湿度。
对于易控因素,我们可以凭经验很好地进行控制,但对于易变因素怎么办?(1)若是以工作液浓度为参数来控制,要看30%或40%浓度时,胶液可操作性的好坏,流动性的差异、转移率的大小。
(2)若是以工作液黏度为参数来控制,先要对每种胶黏剂在不同黏度下对应的工作浓度进行标定,因为最终的上胶量(干基)是由工作液浓度来决定的,而不是由黏度决定的。
然后再确定涂布辊、胶辊等易控因素。
3.标定的作用对胶黏剂标定的过程,实际上也是一个比较的过程。
通过标定,我们会发现,并非胶黏剂的价格越高,使用成本就越高,有时可能恰恰相反。
二、上胶量对比试验前面讲到是胶黏剂使用前的静态标定,生产过程中上胶量和成本的控制才是主要的。
上胶量的确定及测量上胶量的确定是复合软包装生产中的重要考虑因素之一,上胶量与产品的许多性能有直接关系,如复合膜的剥离强度、抗介质性、外观、软硬等。
上胶量超过6g/㎡就失去了意义,性能已饱和,还造成许多副作用如滑移、成本升高等。
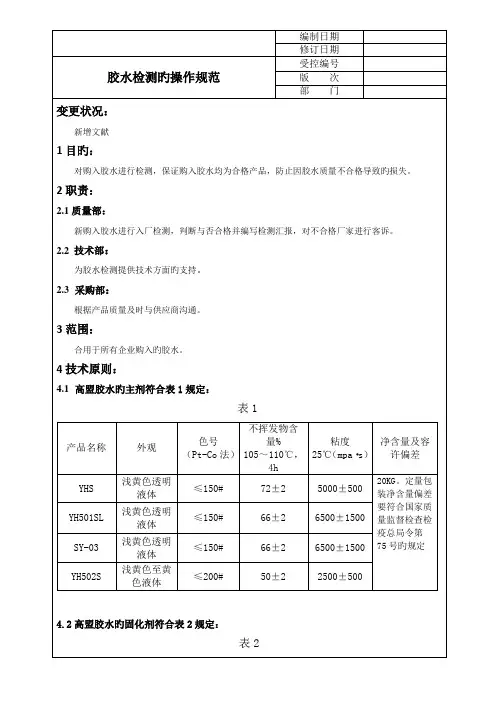
上胶量还涉及产品成本,根据多年的经验,在干式复合上胶量可参考表1。
方法一:理论估算法W=(1/4~1/6)µNDW—干基上胶量, g/㎡µ—凹版上胶辊的网点深度N—胶液浓度, %D—胶液密度, %经验系数受上胶辊的网点形状、使用情况、压辊的压力及弹性相关,一般腐蚀上胶辊取1/4,雕刻上胶辊取1/6,实际中常取1/5。
方法二:总量法W=(粘合剂使用量×1000×固含量%)/加工面积=G×N/l×d×1000(g/㎡)W=干基上胶量, g/㎡N—胶液浓度, %I—已生产的复合膜长度,md—上胶宽度,即上胶橡胶压辊宽度,m对已生产的一卷或多卷复合膜,称量其复合前后胶水桶中的粘合剂量,即为上胶总量,再从计米量上取复合长度,即可计算出上胶量。
此方法简便易行,但也存在明显缺陷:第一,无法对生产过程进行控制和监测,是一种事后统计;第二,对粘合剂涂布的分布情况无法了解;第三,由于乙酸乙酯的挥发,涂布量有误差。
总量法还有用另外一种方式计算,即W主×N主+W固×N固W=——————————————×1000(g/㎡)I×dW主—主剂使用量,kgN主—主剂固含量,%W固—固化剂使用量,kgN固—固化剂固含量,%方法三:重量差法先将要复合的两层薄膜分别裁成10cm×10cm大小,称量两片的重量并加和,其重量为W1,再将其复合后的膜也裁成10cm×10cm大小,测量的其重量为W2,则上胶量为(W2—W1)×100,这种方法简便,但由于薄膜基材的厚度均匀性问题、油墨量不均匀问题,误差较大。
【复合】无溶剂复合时,学几种测量上胶量的方法,早晚用得
着
涂布量也俗称上胶量,是指涂布基材表面单位面积内的胶液的重量,一般用克/平方米或g/㎡表示。
涂布量的测量是一个常见但经常引起争议的课题。
在实际中有如下几种不同的方法。
1、使用在线测厚仪检测
这种方式的产品国外已有专业的供应商,近年来国内已有厂家开始提供相关产品。
其优点是精度高、实时性好。
但是通常设备投入大,而且对于印刷膜也不总是很方便。
2、使用涂胶样块称重检测
这是一种精度比较高的试验方法,即在已涂胶(未复合)的薄膜上横向的左、中、右三个区域分别取三个等尺寸的样块(比如100×100毫米),用溶剂清楚其表面的胶液并擦拭干净,再分别在电子称上测量各样块的重量,计算其平均值即可获得其涂胶量值及各区域涂胶量偏差。
这种方式作为对设备精度的检验方法是非常靠谱的。
3、使用统计方法确定涂胶量
这是一种生产现场实用的方法,即在统计复合面积和使用胶黏剂的重量后,计算出相应的涂胶量。
这种方法虽然精度不如前面两种高,但对于生产管理来说一般也是够用的。
4、使用复合机参数模拟估算涂胶量
这是利用复合机涂布单元的参数(如各辊筒的转速比)来估算涂胶量的方式。
其精度比较高,其调节比较方便,因此经常被设备厂和操作者使用。
但是这是一种开环控制方式,对于某些区段精度的估算值可能与实际值有微小差异。
5、使用混胶机参数估算涂胶量
这是利用混胶机储胶桶内胶黏剂消耗量或者齿轮泵的输出量来估算涂胶量的方式。
其特点与前一种有些类似,也是间接性测量,原理上存在估算误差的可能性。
胶水固含量测量仪的操作是怎样的呢测量仪技术指标胶水固含量测量仪接受干燥失重法原理(烘箱法),接受环形加热方式快速烘干样品;随着温度的上升持续测量并即时显示样品固含量含量%,干燥程序完成后,最后测胶水固含量测量仪接受干燥失重法原理(烘箱法),接受环形加热方式快速烘干样品;随着温度的上升持续测量并即时显示样品固含量含量%,干燥程序完成后,最后测定的固含量值被锁定显示。
与国际烘箱加热法相比,环形加热器可以在高温下将样品均匀地快速干燥,样品表面不易受损;其检测结果与国标烘箱法具有良好的一致性,具有可替代性,且检测效率远远高于烘箱法;智能化操作,测试精准性高,一般样品只需要几分钟即可完成测定。
另外仪器具有与计算机,打印机连接功能。
胶水固含量测量仪操作:安装:把仪器放在平面的试验台上,然后轻轻的掀开加热筒,放上三角架放和样品盘连接电源开机,仪器开始自检;校准:对仪器进行校准,校准的方法:按校准键,仪表显示—20—时把砝码放在称量盘上,仪器显示重量此时校准完成;取样测试:取样品均匀地放在称量盘上;合上加热筒,接着按测试键,加热灯亮,仪器进行测试;在测定水分过程中,温度窗口显示温度;结束:仪器自动停止加热,并发出报警声,水分值被锁定显示在数据窗口,记下水分值;若此时要观查其它数据,可按显示键依次查看。
注意:如连接打印机,可直接按打印键打印出水份值胶水固含量测量仪注意事项:测试之前需要将胶水样品摇匀;检测时用胶头滴管将胶水吸出放入样品盘;检测完毕后待温度降低取出样品盘;请在产品使用说明书规定的环境条件下使用;切勿用力触碰样品盘以及样品盘支架;测试时请勿敲击或震动桌面,避开仪器受到外界影响;请勿在仪器四周放置易燃物品;—专业分析仪器服务平台,试验室仪器设备交易网,仪器行业专业网络宣扬媒体。
相关热词:等离子清洗机,反应釜,旋转蒸发仪,高精度温湿度计,露点仪,高效液相色谱仪价格,霉菌试验箱,跌落试验台,离子色谱仪价格,噪声计,高压灭菌器,集菌仪,接地电阻测试仪型号,柱温箱,旋涡混合仪,电热套,场强仪万能材料试验机价格,洗瓶机,匀浆机,耐候试验箱,熔融指数仪,透射电子显微镜。
上胶量计算公式在制作胶水时,需要计算出上胶量,以确保产品的质量和稳定性。
上胶量是指每平方米涂胶面积所需要的胶水量,通常以克/平方米或毫升/平方米计算。
为了得到正确的上胶量,我们需要使用一些公式和工具来计算。
一、计算上胶量的公式1. 上胶量(克/平方米)= 涂布干胶重量 / 涂布面积2. 上胶量(毫升/平方米)= 涂布干胶体积 / 涂布面积其中,涂布干胶重量和涂布干胶体积可以通过称重和容积测量来得到,涂布面积可以通过计算涂布面积的长和宽来得到。
二、计算上胶量的步骤1. 准备工具:称重器、容积器、计算器、涂布刷等。
2. 测量涂布面积的长和宽,计算出涂布面积。
3. 将干胶涂布在涂布面积上,用刷子均匀涂抹。
4. 用称重器称量涂布后的干胶重量,或者用容积器测量涂布后的干胶体积。
5. 根据公式计算出上胶量。
三、影响上胶量的因素1. 胶水的粘度:粘度越高,上胶量越大。
2. 涂布方式:不同的涂布方式会影响涂布面积和厚度,从而影响上胶量。
3. 涂布刷的形状和材质:不同的涂布刷会对涂布面积和厚度产生不同的影响。
4. 胶水的温度:温度越高,胶水的流动性越好,涂布面积和厚度也会受到影响。
5. 涂布面的材质和形状:不同的材质和形状会影响涂布面积和厚度,从而影响上胶量。
四、如何控制上胶量1. 选择合适的涂布方式和涂布工具。
2. 控制胶水的粘度和温度,确保涂布均匀。
3. 确定涂布面积和厚度,以达到所需的上胶量。
4. 对于不同的涂布面材料和形状,进行不同的调整和控制。
五、结论上胶量是制作胶水时必须要考虑的因素之一,它直接影响着产品的质量和稳定性。
通过正确的计算公式和步骤,我们可以得到准确的上胶量,并通过控制涂布方式、涂布工具、胶水的粘度和温度等因素来控制上胶量。
这些控制措施能够确保产品的质量和稳定性,从而满足客户的需求。
上胶量的确定及测量
上胶量的确定是复合软包装生产中的重要考虑因素之一,上胶量与产品的许多性能有直接关系,如复合膜的剥离强度、抗介质性、外观、软硬等。
上胶量超过6g/㎡就失去了意义,性能已饱和,还造成许多副作用如滑移、成本升高等。
上胶量还涉及产品成本,根据多年的经验,在干式复合上胶量可参考表1。
方法一:理论估算法
W=(1/4~1/6)µND
W—干基上胶量, g/㎡
µ—凹版上胶辊的网点深度
N—胶液浓度, %
D—胶液密度, %
经验系数受上胶辊的网点形状、使用情况、压辊的压力及弹性相关,一般腐蚀上胶辊取1/4,雕刻上胶辊取1/6,实际中常取1/5。
方法二:总量法
W=(粘合剂使用量×1000×固含量%)/加工面积=G×N/l×d×1000(g/㎡)
W=干基上胶量, g/㎡
N—胶液浓度, %
I—已生产的复合膜长度,m
d—上胶宽度,即上胶橡胶压辊宽度,m
对已生产的一卷或多卷复合膜,称量其复合前后胶水桶中的粘合剂量,即为上胶总量,再从计米量上取复合长度,即可计算出上胶量。
此方法简便易行,但也存在明显缺陷:第一,无法对生产过程进行控制和监测,是一种事后统计;第二,对粘合剂涂布的分布情况无法了解;第三,由于乙酸乙酯的挥发,涂布量有误差。
总量法还有用另外一种方式计算,即
W主×N主+W固×N固
W=——————————————×1000(g/㎡)
I×d
W主—主剂使用量,kg
N主—主剂固含量,%
W固—固化剂使用量,kg
N固—固化剂固含量,%
方法三:重量差法
先将要复合的两层薄膜分别裁成10cm×10cm大小,称量两片的重量并加和,其重量为W1,再将其复合后的膜也裁成10cm×10cm大小,测量的其重量为W2,则上胶量为(W2—W1)×100,这种方法简便,但由于薄膜基材的厚度均匀性问题、油墨量不均匀问题,误差较大。
方法四:直接涂布法
先裁取三块宽为10cm,长为上胶辊周长小一点的薄膜,称其重量之和为W1,然后在先导膜上在左、中、右三点贴住,实际涂布后,再称量其重量之和为W2,就可计算出上胶量了,此方法准确度较高,并可同时多次测量平均。
方法五:溶剂清除法:
将薄膜的未处理面与未处理复合在一块。
裁取此复合膜10cm×10cm,称重量为W1。
将复合膜剥开后,再用乙酸乙酯将膜上的粘合剂擦拭干净,并称两块膜的重量之和为W2则
涂布量=(W2—W1)×100
此方法须把粘合剂擦干净并等溶剂完全挥发后再测量重量。
此方法准确度较高,并可测量上胶分布的均匀度。