锌冶炼工艺流程图(2010)
- 格式:doc
- 大小:63.50 KB
- 文档页数:2
制锌工艺流程
《制锌工艺流程》
制锌工艺流程是指将锌矿石经过一系列的化学过程,从中提取出金属锌的技术流程。
通常情况下,制锌工艺流程包括矿石的破碎、浸出、浮选、冶炼、精炼和铸造等多个环节。
首先,矿石经过破碎和磨矿的过程,将其破碎成较小的颗粒,以便于后续的浸出和浮选操作。
然后,通过浸出的方法,将含锌的矿石与特定的溶液接触,使锌在溶液中溶解出来。
接着,通过浮选的方式,将含锌的浸出液中的有用矿物与杂质分离,进一步提高锌的浓度。
随后,经过冶炼的过程,将锌浓缩物中的锌矿石进行熔炼,从而得到初纯的锌金属。
接着,通过精炼的环节,对初纯的锌金属进行进一步提纯,以满足工业生产的要求。
最后,将精炼后的锌金属进行铸造,生产成各种形态的锌制品,供市场使用。
整个制锌工艺流程需要经过严格的工艺控制和质量检验,以确保最终生产出的锌金属符合要求的化学成分和物理性能。
总的来说,制锌工艺流程是一个复杂的技朓过程,需要经过多环节的操作和处理。
随着科技的发展和工艺技术的不断改进,制锌工艺流程也在不断地完善和提高,以满足市场对高质量锌产品的需求。

锌矿石冶炼工艺流程锌矿石冶炼工艺流程是指将锌矿石辅以不同的冶炼技术和工艺条件,通过一系列的物理和化学处理过程,将锌矿石中的锌金属分离出来的过程。
下面将具体介绍一下锌矿石的冶炼工艺流程。
首先,锌矿石的冶炼工艺流程可以分为矿石破碎、选矿、精矿制备和电解精炼四个主要环节。
矿石破碎是指将原始的锌矿石通过破碎机械等设备进行碎石,将矿石破碎成适合后续处理的小颗粒,通常要求颗粒度在几毫米到几厘米之间。
选矿是指根据矿石的物理和化学性质,对破碎后的矿石进行筛选和分级,以分离出含有更高纯度的锌矿石。
精矿制备是将经过筛选的锌矿石进行磨矿和选择性浮选等处理,使其适合进行后续的电解精炼工艺。
最后,通过电解精炼工艺将精矿中的锌金属分离出来,得到高纯度的锌。
具体的锌矿石冶炼工艺流程一般包括以下几个主要步骤。
首先,将原始的锌矿石经过破碎机械破碎成合适的颗粒大小,然后通过物理方法,如重选、浮选等,对锌矿石进行选别,以排除掉不含锌金属的杂质和尽量提高锌品位。
接下来,将筛选出的锌矿石送入磨机,进行细磨,使其颗粒尺寸更加细小,方便后续的选择性浮选。
然后,将磨矿后的矿石经过浮选机进行浮选处理。
浮选是利用锌矿石和浮选药剂在水中形成气泡和矿物颗粒之间的亲水性和疏水性差异,使锌矿石浮在水面上,将其他杂质沉入底部。
通过浮选,可以得到含有较高品位锌的精矿。
接下来,将精矿送入焙烧炉进行焙烧处理。
焙烧是将精矿进行高温处理,使其中的硫、铁等杂质氧化分解,得到氧化锌矿。
然后,将氧化锌矿送入转炉或电炉进行炼制。
炼制的主要目的是将氧化锌矿还原成金属锌。
在转炉或电炉中,通过加热和还原剂的作用,将氧化锌矿还原成锌蒸汽。
最后,将锌蒸汽通过冷凝设备进行冷凝,得到高纯度的锌金属。
总结起来,锌矿石的冶炼工艺流程主要分为矿石破碎、选矿、精矿制备和电解精炼等环节。
通过这些步骤,可以将原始的锌矿石处理成高纯度的锌金属。
这些工艺流程既包括物理方法,如破碎、筛选、浮选等,又包括化学方法,如焙烧、还原等。

锌厂硫酸三系统工艺操作规程(试行)一、锌精矿备料工艺操作规程1、范围本规程包括了锌精矿备料的工艺流程、基本原理(任务)、原材料质量要求、工艺操作条件、岗位操作法、产出物料质量要求、主要技术经济指标和主要设备。
2、工艺流程(见图1)图1锌精矿备料工艺流程图3、基本任务将进厂的各种原料按堆配要求堆放,然后按配料比进行混合破碎、筛分,以满足锌冶炼对锌精矿的主要成份、杂质含量、水份及粒度要求。
4、原材料及其质量要求4.1 混合锌精矿4.1.1 化学成分(%)Zn≥48 Fe≤13 Pb ≤1.8 Cu≤0.45 As≤0.5 Sb≤0.3 S 26~30SiO2≤4 Cd≤0.3 F≤0.00214.1.2 物理规格混合锌精矿中应无砖头、铁件、石头、木头、麻袋等杂物。
5、工艺操作条件5.1 混合锌精矿按规定的配料比配料,质量要求按上述4.1.1的规定执行,每班配料允许波动范围Zn≤2% 、S≤1%,配料合格率不小于85%5.2 入炉锌精矿水分6%~9%6、岗位操作法6.1 行车岗位6.1.1 开车前的准备工作:6.1.1.1 检查抓斗滑轮及钢丝绳的磨损情况,钢丝绳的固定端是否牢靠。
6.1.1.2 检查各润滑部分是否有油或油脂,减速机内油位是否正常。
6.1.1.3 检查各限位开关、磁力起动器是否正常,并将各控制器手柄移回零位,看是否有漏电现象。
6.1.1.4 检查各处螺丝有无松动,各联接处有无脱落。
6.1.2 开车:6.1.2.1 发出开车信号,看行车路线是否有人。
6.1.2.2 空车运转及行驶试验,试车合格方可工作。
6.1.3 正常操作要点:6.1.3.1 行车及抓斗行程,均不得碰撞端点限止装置。
6.1.3.2 平稳操作,禁止突快突慢,必须逐档变速。
6.1.3.3 改变运行方向时,须等车身平稳后,方能反向行驶。
6.1.3.4 行车行驶时,抓斗必须离开料堆(或其它障碍物)50cm以上,抓斗卸料时不得撞击料斗或栏杆。
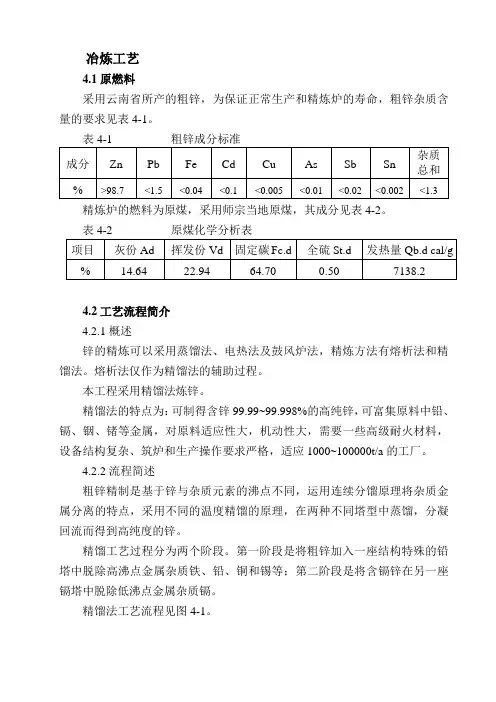
冶炼工艺4.1原燃料采用云南省所产的粗锌,为保证正常生产和精炼炉的寿命,粗锌杂质含量的要求见表4-1。
表4-1 粗锌成分标准精炼炉的燃料为原煤,采用师宗当地原煤,其成分见表4-2。
表4-2 原煤化学分析表4.2工艺流程简介4.2.1概述锌的精炼可以采用蒸馏法、电热法及鼓风炉法,精炼方法有熔析法和精馏法。
熔析法仅作为精馏法的辅助过程。
本工程采用精馏法炼锌。
精馏法的特点为:可制得含锌99.99~99.998%的高纯锌,可富集原料中铅、镉、铟、锗等金属,对原料适应性大,机动性大,需要一些高级耐火材料,设备结构复杂、筑炉和生产操作要求严格,适应1000~100000t/a的工厂。
4.2.2流程简述粗锌精制是基于锌与杂质元素的沸点不同,运用连续分馏原理将杂质金属分离的特点,采用不同的温度精馏的原理,在两种不同塔型中蒸馏,分凝回流而得到高纯度的锌。
精馏工艺过程分为两个阶段。
第一阶段是将粗锌加入一座结构特殊的铅塔中脱除高沸点金属杂质铁、铅、铜和锡等;第二阶段是将含镉锌在另一座镉塔中脱除低沸点金属杂质镉。
精馏法工艺流程见图4-1。
粗锌熔化炉冷凝器镉塔加料器大冷凝器加料器铅塔镉塔纯锌贮槽小冷凝器B号锌硬锌粗铅精锌高镉锌图4-1 精馏法工艺流程图粗锌从熔化炉经加料器流入铅塔。
在一定温度下,大部分锌及其所含全部镉呈蒸气状态挥发。
而铅及其它高沸点杂质,则几乎全部以液体合金形态排出,进入精练炉,经熔析得到B号锌、硬锌和粗铅。
被蒸发的锌、镉蒸气与少量铅蒸气上升至铅塔回流段,由于温度较低,铅和部分锌蒸气被冷凝回流,并与上升锌蒸气发生交替分馏作用,进一步除去残留的铅等高沸点杂质,较纯的锌、镉蒸气逸出塔体,进入铅塔冷凝器,成为液状含镉锌。
铅塔产出的含镉锌用溜槽引入镉塔,进行镉分离,纯锌液由下部进入纯锌槽,得到精馏锌。
富镉锌蒸气也经回流分馏,由上部经大冷凝器进入小冷凝器而副产高镉锌,作为提镉的原料。
铅塔产出的B号锌即时返回铅塔处理可直接得到精馏锌。
锌的冶炼方法:火法炼锌和湿法炼锌一、火法炼锌:1、本质:将氧化锌在高温下用碳做还原剂,将锌还原出来。
然后利用锌沸点低的特点,使锌以蒸汽的形式挥发,然后通过特殊的冷凝设备将锌在蒸汽冷凝为液体锌。
2、工艺流程图:3、分类:火法炼锌有平罐蒸馏法、竖罐蒸馏法、电热蒸馏法和锌鼓风炉法等四种二、湿法炼锌1、本质:用稀硫酸(即废电解液)浸出焙烧矿中的锌,从而与不溶的脉石成分分离,硫酸锌经净化点击过程,把锌提取出来。
2、主要工艺流程:焙烧、浸出、浸出液净化、点解、(铸锭)其中浸出是这个湿法流程中的最重要环节,湿法炼锌厂的主要经济指标在很大程度上取决于所选择的浸出工艺操作条件。
3、锌焙砂浸出的分类:中性浸出、酸性浸出和高温高酸浸出4、湿法炼锌得到迅速发展的原因:ZnO+CO=Zn+CO2 处于高温条件下,因此比较耗能2ZnS+3O2=ZnO+SO2 所需条件为P O2<10-23atm, P SO2<10-16atm,在现有的设备而条件下很难达到基于以上原因,生产设备或者生产条件难以满足,因此要把硫化矿焙烧生成硫酸锌5、锌精矿焙烧的目的(1)、将精矿中的硫化锌尽量氧化生成氧化锌,出去部分或全部的硫(2)、使精矿中的硫氧化成二氧化硫,产出有足够浓度的二氧化硫烟气,以便制取硫酸(3)、使焙砂具有一定的强度、湿润性、透气性、粒度等物理性能(4)、使精矿中的铅、隔、砷和锑等杂质氧化变成易挥发的化合物或直接挥发而从精矿中分离三、焙烧过程的热力学1、硫化物焙烧的一般规律(1)、反应及产物形态A、硫酸化焙烧MeS+2O2=MeSO4B、氧化焙烧MeS+1.5O2=MeO+SO2C、焙烧生成金属(汞)MeS+O2=Me+SO2D、部分硫酸化MeSO4= MeO+2SO3 SO3=SO2+1/2O22、影响因素A、焙烧产物在很大程度上取决于温度低温生成硫酸盐,是硫酸化焙烧中温生成硫酸盐和氧化物,是部分硫酸化焙烧高温生成氧化物,是氧化焙烧实际焙烧温度为1070~1100℃。

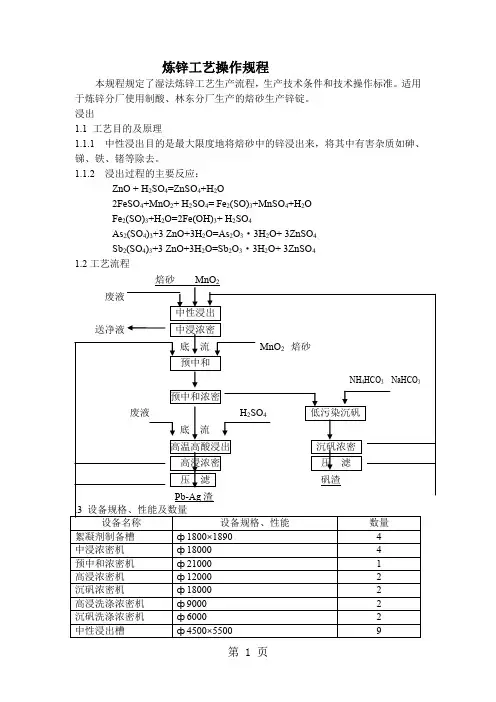
炼锌工艺操作规程本规程规定了湿法炼锌工艺生产流程,生产技术条件和技术操作标准。
适用于炼锌分厂使用制酸、林东分厂生产的焙砂生产锌锭。
浸出1.1工艺目的及原理1.1.1中性浸出目的是最大限度地将焙砂中的锌浸出来,将其中有害杂质如砷、锑、铁、锗等除去。
1.1.2浸出过程的主要反应:ZnO + H2SO4=ZnSO4+H2O2FeSO4+MnO2+ H2SO4= Fe2(SO)3+MnSO4+H2OFe2(SO)3+H2O=2Fe(OH)3+ H2SO4As2(SO4)3+3 ZnO+3H2O=As2O3·3H2O+ 3ZnSO4Sb2(SO4)3+3 ZnO+3H2O=Sb2O3·3H2O+ 3ZnSO41.2工艺流程1.4.1 中性浸出1.4.1.1 始酸40-60g/l1.4.1.2终点PH 5.0-5.4 1.4.1.3反应温度60-75℃1.4.1.4反应时间1.0-1.5h 1.4.2 预中和1.4.2.1始酸25-35g/l1.4.2.2终酸8-15g/l1.4.2.3反应温度60-75℃1.4.2.4反应时间1.0-1.5h 1.4.3高酸浸出1.4.3.1 始酸130-150g/l 1.4.3.2终酸40-70 g/l1.4.3.3反应温度90℃以上1.4.3.4反应时间3-5h1.4.4 低污染沉矾1.4.4.1始酸10-18g/l1.4.4.2终点Fe≤3.5g/l 1.4.4.3反应温度90-95℃1.4.4.4反应时间4h1.5岗位操作规程1.5.1中性浸出岗位1.5.1.1连续生产前,首先检查流量计、中浸槽、给料机、压缩空气是否处于正常状态,确认正常后方可进行连续生产,同时通知上料岗位做好给料准备,3#剂岗做好给3#剂准备。
1.5.1.2往氧化槽内按一定比例连续打入沉矾溢流和废电解液,并视亚铁量加入一定量的二氧化锰或阳极泥,每小时分析一次氧化液的酸度,根据生产情况控制在40-60 g/l之间,含铁控制在1-3 g/l。
行政部门员工生产工艺学习指南紫金有色金属有限公司二0一一年四月目录公司简介 (1)10万吨/年锌冶炼整体生产网 (2)焙烧制酸生产工艺简介 (3)浸出生产工艺简介 (7)净化生产工艺简介 (12)电解生产工艺简介 (14)锌粉生产工艺简介 (16)熔铸生产工艺简介 (16)综合回收生产工艺简介 (17)水汽车间生产工艺简介 (21)紫金有色金属有限公司是紫金矿业集团控股子公司,公司成立于2004年10月,注册资本3.75亿元,现有总资产27.6亿元,员工2500余人。
地处工业园区,是国内大型有色金属冶炼企业,自治区重点工业企业,自治区循环经济发展示范企业,也是首批通过国家工业和信息化部全国《铅锌行业准入条件》审核的8户铅锌企业之一。
公司的20万吨/年锌冶炼工艺采用热酸浸出—低污染沉矾除铁湿法炼锌工艺,目前公司已具备年产锌锭22万吨、硫酸40万吨的产能,年产值可达40亿元以上。
控股公司紫金矿业集团股份有限公司(A+H)是一家以黄金及基本金属矿产资源勘查和开发为主的高新技术效益型特大国际矿业集团,是中国最大的黄金生产企业和中国控制金属矿产资源最多的企业之一。
(H股票代码:2899,A 股票代码:601899)。
公司积极开展矿产资源整合和风险勘探工作,目前紫金在当地控股矿山一座,参股矿山一座,控制锌资源金属量300多万吨,原料自给率可达50%以上;现有矿权17个,矿权面积1000余平方公里。
公司始终将科学管理、安全环保、节能减排和发展循环经济作为企业可持续发展及构建和谐企业的核心来抓,成立了技术研发中心,已对伴生的铜、镉、钴、铅银等有价金属全部实现了综合回收利用,对饱和蒸汽实施了余热发电项目,建成了水污染和尾气在线监控系统,在国内首次成功应用离子液尾气吸收技术,使公司尾气排放在达到国家一级排放标准的基础上再减少了2/3的尾气排放量,成为内蒙古自治区循环经济示范企业,公司技术研发中心被认定为自治区级技术中心,巴彦淖尔市“环境友好型企业”,公司先后荣获“科技进步一等奖”、自治区“科技进步三等奖”。

十万吨常规湿法炼锌工艺流程简介及小金属回收一、工艺流程 锌精矿焙烧余热锅炉烟气焙砂烟尘球磨两段浸出收尘送制酸浓密机压滤液浸出液干燥回转窑挥发三段净化新液Cu 、Cd 渣Co 渣电解熔铸锌锭(出售)镉回收海绵镉铜渣酸洗沉钴钴精矿氧化锌烟尘多膛焙烧中性浸出浸出液浸出渣酸性浸出浸出液铅渣送铅厂氧化锌送氧化锌系统铟绵浸出萃取铟锭(出售)压团粗镉熔铸蒸馏精镉铸锭镉锭(出售)窑渣酸底流浮选银精矿磁选焦粉铁粉尾渣浮选Au 、Ag 、Cu 等电解熔铸蒸汽余热发电水解二、原料:一般锌矿石含锌量太低,不能直接还原处理,需要首先富集。
锌矿的富集或选矿通常在矿石像粗粒浸染状锌矿物或赋存在低密度脉石中锌-铅矿物容易处理。
它们首先需要破碎,通常在地下用颚式、旋回或圆锥破碎,然后用球磨或棒磨机麻到75~150μm (100目~200目),再将破碎和筛分的矿石在重介质圆锥、跳汰机和摇床上处理。
在单锌矿石的情况下,通常用硫酸铜进行浮选,使疏水锌矿石颗粒粘附近到上升气泡。
浮选的锌精矿含锌50%~60%。
三、焙烧:焙烧系统由备料工段和焙烧工段两部分组成。
备料工段包括:锌精矿贮存、筛分、破碎(松散)等作业,为沸腾炉提供合格精矿。
焙烧工段包括:焙烧、烟气余热回收、焙砂冷却、焙砂磨细等工序。
锌精矿仓长120m,宽30m,采用半地下仓,内设3台5t抓斗桥式起重机、3台定量给料机。
精矿贮期30天。
锌精矿由汽车或火车运至仓内后,采用桥式抓斗起重机上矿,由定量给料机配料后,经胶带输送机送往转运站。
焙烧车间配置一台109m2鲁奇式沸腾焙烧炉。
焙烧温度控制在890℃左右。
焙烧炉沸腾层内设有冷却盘管,回收多余反应热,产生的蒸汽并入热力管网。
为了控制焙烧炉温度,炉内还设有自动喷水装置以便降低沸腾层温度。
主要技术经济指标年处理精矿量 198170t/a(干基)年工作日 330d沸腾焙烧炉床面积 109m2沸腾焙烧炉床能率 5.5t/m2·d沸腾层高度 1m沸腾层线速度 0.56m/s锌可溶率 94.29%脱硫率 93.15%焙砂产量 84300t/a焙砂含锌 59.64%焙砂含硫 1.31%其中硫化物硫 0.38%烟尘产量: 88230t/a烟尘含锌 56.99%烟尘含硫 3.45%其中硫化物硫 1.23%焙烧温度 890±20℃左右烧减率 87.06%鼓风量 48630m3/h焙烧炉出口烟气量 49300m3/h其中SO2浓度 9.551%锌焙烧回收率 99.5%四、浸出浸出工艺概述1备料焙砂用压缩空气输送到浸出厂房内的料仓,由料仓锥底排出经星型给料器、称量给料机、正反转螺旋给料机,将焙砂送入氧化槽和中性浸出槽内。
国家标准《锌冶炼安全生产规范》(火法)编制说明(送审稿)1 任务来源根据国家标准委《关于下达2009年第二批国家标准制修订计划的通知》(国标委综合[2009]93号)文件,计划编号:20091869-T-610,国家标准《锌冶炼安全生产规范(火法)》由中冶葫芦岛有色金属集团有限公司负责起草,并于2011年完成。
现将编制情况说明如下。
2 前期开展的主要工作公司自接到标准制定任务后,首先成立了标准起草小组,收集、整理、研究国内外相关冶炼企业的安全生产操作规程、管理制度,以及国家相应的安全法律法规。
同时制定了调研计划和调研提纲,向相关企业发函,征集意见和建议,以确保按时保质完成标准起草任务。
由于目前我国没有统一的锌冶炼生产方面的相关安全标准,且火法锌冶炼生产工艺相对复杂,其主要包括竖罐炼锌、密闭鼓风炉炼锌和电热还原法炼锌,生产过程中危险性相对较高。
而电热还原法炼锌电耗高,目前在国内外已少有应用。
因此,我们根据国内竖罐炼锌、密闭鼓风炉炼锌生产工艺及主要生产厂安全操作规程等,于2010年4月完成了国家标准《锌冶炼安全生产规范(火法)》(草案第一稿)。
2010年7月在黄山召开了第一次讨论会,根据与会代表的意见和建议形成了此《草案(第二稿)》。
2011年5月在承德对《草案(第二稿)》进行了预审,在此基础上完成《送审稿》。
3 锌冶炼生产概述3.1 锌产量水平状况随着锌的需求不断增长,近几年中国锌冶炼工业得到快速发展。
据统计,2010年全国锌产量已接近500万吨,预计到2015年全国锌产量将达到800-900万吨。
目前,主要炼锌生产工艺为湿法和火法(竖罐、密闭鼓风炉和电热还原),其中湿法约占70%,火法约占30%。
因此,制定国家标准《锌冶炼安全生产规范(火法)》,可防止或避免生产安全事故。
3.2 锌产业特点锌产业的快速发展形成了锌生产的特点:工厂大型化、工艺装备连续化自动化。
国外锌产业安全生产的先进性主要体现在设备先进、本质化安全高,而我国除新建项目设备水平可以赶上国际水平之外,大部分现存锌生产厂设备陈旧,因此,存在较大的安全风险,导致事故的可能性很大。
一、各厂人员编制(附表1)二、镀锌工艺流程图(附图1)三、酸洗工序酸洗组长的职责范围:①组织协调好本组人员做好酸洗工序的工作。
②按照质量控制与管理制度做好黑管进厂检验及对调入车间在酸洗前拆包检验,③交接班时了解钢管的规格、件数。
按生产科下的排产单安排酸洗。
了解设备的运转情况。
④严格按照工艺规程规定的酸洗方法、酸洗液浓度、温度、时间、翻动次数、盐酸配制、溶剂添加、过滤等操作。
⑤做好本工序焊管检测工作。
⑥做好交接班的记录和各种报表的填写。
酸洗工职责范围:⑴认真检查钢管规格,测量钢管外径、壁厚长度。
按生产科下达的排产单依次生产。
⑵严格按工艺规程规定的酸洗方法、酸洗液浓度、温度、时间、翻动次数进行操作。
⑶按酸洗液浓度的不同依次把钢管吊入进行酸洗。
⑷将钢管妥善地放入槽内,酸洗好后吊出槽外要倾斜地排出酸液。
⑸随时与前后工序联糸,保证前后钢管生产平衡,确保正常生产。
⑹交接班时双方必须交待及听清楚酸槽及其它设备的使用情况、钢管规格及数量,按照规定交下班足以酸洗好的钢管数量,以使接班工人立即生产。
⑺做好车间卫生.焊管质量入车间检验(由酸洗工负责)(一)焊管质量要求:(依据质量控制与管理制度)1、钢管表面要光滑,不允许有折叠、裂缝、重皮、分层、搭焊等缺陷存在,允许有壁厚负偏差范围的划伤,不允许有严重划伤、焊缝错位、烧伤和结疤。
2、内焊缝质量:焊筋牢固,粗细均匀,呈铁丝状,内焊筋高于0.5毫米。
3、外径和椭圆度符合下表规定椭圆度及外径允许偏差附表2 单位MM4、定尺长度:6米;公差范围:4分—2寸在0—5毫米内,2.5—4寸在0----10毫米内,5---8寸在0---15毫米范围内。
5、弯曲度:钢管应为使用性平直,最大偏差为1‰。
6、管头质量:管头无毛刺,管端头截面与中心线垂直,无斜面,偏差应小于3度。
(二)焊管检验方法:⑴开口:检查管头是否有开割现象。
⑵裂缝:锤震后目测,焊筋处有无开裂现象。
⑶接头:观看同一只管上是否有对接现象。
主线上设备以工艺顺序为:人工上料(受卷机)→上卷小车→开卷机ⅠⅡ→二辊夹送机Ⅰ→剪切机→二辊夹送机Ⅱ→焊接机→转向辊Ⅰ→张力辊Ⅰ→化学脱脂段(喷洗+辊刷机)→电解脱脂段(电解脱脂槽→水洗Ⅰ+滚刷机→水洗Ⅱ+辊刷→水洗Ⅰ→水洗Ⅱ→热风吹扫装置→烘干机)→张力辊Ⅱ→纠偏机Ⅰ→入口活套→纠偏机Ⅱ(入口活套内)→纠偏机Ⅲ→张力辊Ⅲ→三辊测张仪→加热炉→均热炉→炉喉→冷却段→张力辊Ⅳ→炉鼻→锌锅→沉没辊系统(锌锅内)→气刀→冷却装置→纠偏机Ⅳ→塔顶转向夹送辊→风冷装置→水淬槽→水淬挤干辊→热风吹干装置→纠偏机Ⅴ→转向辊Ⅱ→锌层测厚仪→张力辊Ⅴ→光整机→光整机后挤干辊→空气吹扫→烘干机→张力辊Ⅵ→拉弯矫直机→张力辊Ⅶ→张力辊Ⅷ→敦化装置/耐指收处理装置→空气吹扫→烘干机→转向辊Ⅲ→出口活套→纠偏机Ⅱ(出口活套内)→张力辊Ⅸ→夹送辊→剪切机→卷前夹送转向辊→卷取机→助卷器→卸卷小车→人工卸料(受卷机)
1 吊车将钢卷吊运到入口鞍座上,上卷小车从鞍座上取钢卷,送到开卷机卷筒上
2 开卷机转动,开卷刀摆起,带钢头进入夹送矫直机
3 带钢向前运行,上一卷带尾和下一卷带头经剪切在窄搭缝焊机上焊接
4带钢经碱液喷淋、碱液刷洗、电解脱脂、水刷洗、喷淋清洗和烘干后进入入口活套5带钢经纠偏辊、转向辊、张力辊进入立式还原退火炉
6 带钢经退火炉热处理后沿炉鼻子进入锌锅
7 带钢从锌锅出来表面附有一层锌液,通过气刀喷出的压缩空气将多余的锌液吹掉,确保锌层厚度均匀
8 带钢进入风冷,再进入水淬槽冷却
9 带钢经光整机、拉矫机,进入化学处理段进行钝化处理(5号线有耐指纹)
10 带钢进入出口活套,出活套经检查、涂油进入卷取机卷取,当达到要求卷重后进行分卷
11 卸卷小车将钢卷从卷取机上卸下来,由天车将钢卷吊至镀后成品库等待包装。
锌粉生产工艺操作规程编号:BKXY-04-2010编制:审核:批准:实施日期:发放号:年月日年月日年月日年月日目录标题第十二章煤气站推煤工生产操作规程页码第一章制粉班长生产操作规程。
2 第二章制粉调整工生产操作规程。
3 第三章制粉天车工生产操作规程。
5 第四章制粉液锌加料工生产操作规程。
6 第五章制粉固锌加料工生产操作规程。
7 第六章制粉出料工生产操作规程。
8 第七章制粉捅瘤工生产操作规程。
10 第八章制粉炉体维修工生产操作规程。
11 第九章煤气站班长生产操作规程。
12 第十章煤气站探火工生产操作规程。
14 第十一章煤气站提煤加水工生产操作规程。
15第一章制粉班长生产操作规程1.本班组的生产管理工作。
负责当班期间制粉车间的正常生产,故障排除和事故抢修。
2.根据下达生产指标,合理调度,完成生产任务。
3.负责收集各岗位原始数据,要求清楚、完整、真实、做到帐物一致。
填写《进出料岗位记录表》。
4.负责当班期间对各岗位定时巡查,发现问题及时解决。
5.负责本班所产锌粉质量,锌粉中不得混有土块、沙粒。
6.遇到突发情况时必须迅速做出合理处理方案,要做到临危不乱,沉着指挥。
并马上上报值班工程师。
处理特殊情况时有临时调度岗位工作权利。
7.负责监督检查本班组员工劳动纪律执行情况。
8.组织召开班前会,进行安全讲话和生产安排。
9.负责本班卫生检查工作。
10.执行好交接班制度,同下班班长详细交接。
填写《炉前交接班记录表》。
11.在工作中协助其它岗位工作时,必须遵守其岗位生产操作规程。
12.严格执行制粉车间安全生产制度。
负责本班组的安全管理工作。
经常教育,监督,检查本班组成员严格遵守制粉车间安全生产制度。
第二章制粉调整工生产操作规程1.负责值班期间制粉车间仪表室所有温度仪表的监控和记录。
根据温度指示,调节煤气阀门、废气及空气入口(拉板),以调整炉子温度在正常围。
填写《调温岗位记录表》。
2.监控煤气压力,同煤气站协调将煤气压力控制在要求围。