23万t运砂船用挂舵臂铸造
- 格式:pdf
- 大小:284.56 KB
- 文档页数:4
32500DWT散货船挂舵臂铸钢件焊接裂纹修复作者:许咏斌来源:《中国科技博览》2018年第02期[摘要]本文通过介绍船厂处理32500DWT散货船挂舵臂铸钢件与船体外板焊缝在坞修时发现的延迟裂纹,从力学及化学性能方面分析裂纹产生的原因,给出有效的焊接工艺方案,为今后处理类似问题提供解决方法。
[关键词]挂舵臂;延迟裂纹;焊接热影响区;后热缓冷;中图分类号:S455 文献标识码:A 文章编号:1009-914X(2018)02-0256-011.前言2011年,我司为某船东建造32500DWT散货船,在坞内检查时,发现挂舵臂与船体钢板焊接处有两条细小的裂纹,本船为悬挂式舵,交船已经有1年多时间,已过了质保期。
船东向船厂求助,我们根据船东提供的检查报告,分析裂纹产生的原因,并给船东和现场验船师提供详细的焊接裂纹修复工艺,同时现场指导,顺利地解决了问题。
下面介绍我司对该船挂舵臂铸钢件裂纹修复所采取的工艺措施。
2.挂舵臂铸钢件焊缝裂纹概述挂舵臂焊缝的裂纹位置见下图,在与厚度为65mm的船体外板焊接处有2条裂纹,单条裂纹长度约900mm,呈L型,深度为55mm,左右舷对称。
焊缝处船体结构为高强钢的E级板,抗拉强度为490~620N/mm2,屈服应力最小值为355N/mm2。
铸钢件的抗拉强度大于400N/mm2,屈服应力最小值为200N/mm2(图1)。
3.挂舵臂铸钢件裂纹产生的原因分析经研究,我们认为此处出现的裂纹为氢致延迟裂纹,出现的原因如下:(1)焊缝处存在较大的焊接内应力是导致裂纹的主要原因之一。
由于此处铸钢件厚度较大,且铸钢件与钢板接合处截面积存在突变,加大了焊缝处的内应力。
(2)在使用过程中挂舵臂承载舵叶传来的较大的交变载荷,从而给焊缝施加了巨大的附加应力,长期处于如此恶劣的工况下工作,也是裂纹出现的原因之一。
(3)焊缝熔敷金属中存在一定量的扩散氢,是引起此处铸钢件与高强钢焊接冷裂纹的主要原因。
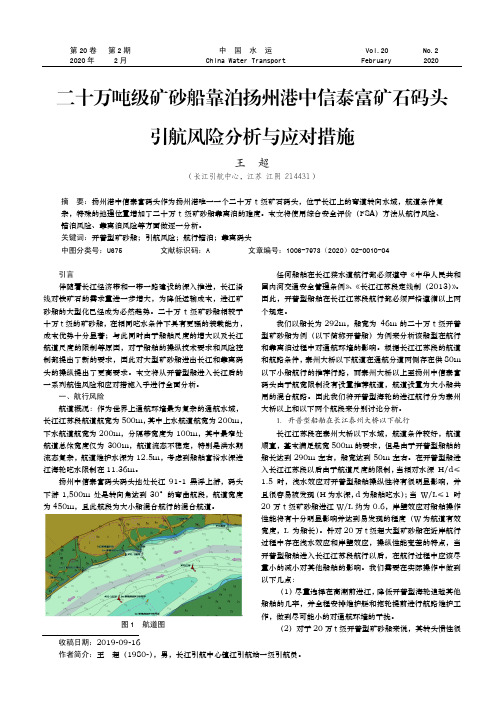

我国最大矿砂专用船首航成功
佚名
【期刊名称】《船舶工程》
【年(卷),期】2005(27)4
【摘要】我国目前最大的矿砂专用船——“河北创新”号,首航从南非装载16.5万吨铁矿石,航行8400海里,日前抵达我国宁波北仑港。
“河北创新”号的首航成功,标志着河北远洋运输公司将超大型油船改造成铁矿石专用船获得圆满成功。
“河北创新”号总长319米,型宽54.5米,最大载重量25万吨,具有载重量大、成本低、安全性能好等优点。
【总页数】1页(P65-65)
【关键词】矿砂专用船;中国;“河北创新”号;技术性能;载重量
【正文语种】中文
【中图分类】U674.134.1
【相关文献】
S对25万吨矿砂船首制船进行首航回访 [J],
2.世界最大集装箱船在浙江成功首航 [J],
3.世界最大集装箱船“美瑞马士基”号在青岛港成功完成中国首航 [J],
4.中国最大渔政船入列暨首航仪式成功举行 [J], 潘攀
5.世界最大ATB船正式交付并首航成功 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
海上自卸运砂船检验暂行规定1目的为规范海上自卸运砂船的检验行为,明确检验技术要求,特制定《海上自卸运砂船检验暂行规定》(以下简称“本规定”)。
2定义2.1自卸运砂船:系指装载砂或碎石并在船上安装重力式输送带装置的船舶。
2.2船长L:除另有规定,系指规范定义的船长。
2.3新建船舶系指本规定发布之日及以后安放龙骨或处于相似建造阶段的海上自卸运砂船。
2.4重大改建船舶系指本规定发布之日及以后,实施符合《国内航行海船法定检验技术规则》(2011)第1篇第l章5.4.1规定的修理、改建和改装的海上自卸运砂船。
3适用范围3.1适用于国内航行船长20米及以上且小于150m的海上自卸运砂船。
3.2适用新建或重大改建船舶。
4一般规定4.1本规定未涉及者,还应符合《国内航行海船法定检验技术规则》(以下简称“法规”》和《国内航行海船建造规范》(以下简称“规范”)的有关适用要求。
4.2海上自卸运砂船上不允许设置吸砂泵系统或其他类似装置。
5技术要求5.1船体结构5.1.l典型横剖面图见图5.1.l.5.1.2船型的宽深比poverty. In the area of poverty alleviation, to rely on e-commerce business park, active docking Alibaba group "rural treasure", "the stars plan" and "featured the Museum" project to accelerate the implementation of electronic commerce "hundred thousand rural village" project, free train operation staff, offering online support help for poor families, the provision of micro-credit support, helping them to use e-commerce platform to escape poverty. In poverty reduction, give a man a fish and feed him for a day, to targeted skills training and entrepreneurship training free of charge for the poor, increase employment, entrepreneurial skills, ensure the transfer of training people, poverty. In terms of student poverty, high school, vocational college students ' stipends and other costs, can be through the "one card", such as direct subsidies to households. In terms of financial poverty, in order to further increase the size of loans, expands the scope of delivery, developing industry, Enterprise provides protection for the poor. In respect of transport poverty alleviation, to solve the bottleneck in poor villages, development of transport, vigorously promoting the construction of rural roads and ordinary roads. PV poverty reduction, to support conditions of poor villages and photovoltaic system of centralized, poor construction projects, poor(1)本规定适用于B,D?3.0(当L?65m时),B,D?3.5(当L,65m时)的船舶。

船用铸钢件的铸造工艺分析及技术改造摘要:为了实现国家的长期经济增长和可持续发展,铸造技术是必须掌握的主要技术之一,在机械制造业等多个领域有着不可或缺的地位,尤其是在船舶业,铸造技术更是一大难点和重点。
铸钢技术有着诸多优点,近几年得到了广泛的应用于创新,并且正在推动着我国相关领域的发展与进步,使我国造船业和国际间的竞争力得到提升。
船用铸钢件的铸造工艺与造型工艺一直以来是船舶业的一大难点,在铸造与造型过程中,钢件极易出现龟裂等情况,并且对原材料回收的工艺也有所欠缺,容易造成资源的浪费,并且对船舶安全性产生不好的影响。
只有在按合适的正火热处理和制作工艺的改进后,才能保证铸钢件的标准力学性能。
为此,优化铸造工艺,把握生产制造中各个阶段的重点难点是提升船用铸钢件性能的重要步骤。
之前二氧化碳水玻璃造型工艺为船用铸钢件的必要生产步骤,现在已有厂家进行工艺改造,初步进行采取树脂自硬沙工艺的实验,从而使之成为性能最好的船用铸钢件。
分析使用频率最大的“挂舵臂,艉舳架”的制造工艺中的关键点,来介绍船用钢铸件的铸造工艺及技术改造。
关键词:船用铸钢件;工艺分析;技术改造艉舳架作为船用铸钢件中使用频率最高的,也是船用铸钢件中较为典型的,其形态结构较为复杂,在生产的过程中难以准确控制其行位尺寸,并且在生产铸造过程中极易产生暗伤等内部缺陷。
在后期的清理打磨过程中,对规格的要求比较严格,这些问题也成为了铸造船用铸钢件的难点。
1.船用铸钢件行位尺寸的控制1.1制造26t挂舵臂时,采用的铸造工艺为平浇,让铸件的实体平躺,由铸件的高度方向把其分为一个对称面,进行上、下型的浇注方式。
使用较大宽度的坭芯,避免分芯过多造成的铸钢件外部尺寸的误差。
1.2制造81t挂舵臂时,立浇技术是我们常常采用的,就是把已经处于平躺状态下的铸件旋转九十度,让其成为测力状态,让铸件在此状态下进行浇注制造。
同样也是采用较大的坭芯消除外部误差【1】。
1.3制造艉舳架时,绝大部分的艉舳架表面轮廓呈扭曲的鱼体型圆滑过度曲面,关键断面的多少是有严格控制的,这也增加了制作时的难度。
20XX 专业合同封面COUNTRACT COVER甲方:XXX乙方:XXX2024年度30万吨级矿砂船国际长途运输服务协议版本合同目录一览第一条合同主体及定义1.1 合同双方主体1.2 合同相关术语定义第二条运输服务内容2.1 矿砂船运输总量2.2 运输路线及目的地2.3 运输时间及期限第三条运输质量标准3.1 矿砂装载与卸载3.2 运输过程中矿砂保护3.3 矿砂质量检验第四条运输费用及支付4.1 运输费用的计算方式4.2 费用支付的期限和方式4.3 额外费用的承担第五条运输风险及责任5.1 运输过程中的风险责任5.2 不可抗力因素的影响5.3 合同双方的赔偿责任第六条合同的履行与监督6.1 合同履行的监督方式6.2 合同变更与解除的条件6.3 违约责任及争议解决第七条保密条款7.1 保密信息的范围7.2 保密信息的保护期限7.3 违约泄露信息的赔偿第八条合同的生效、终止与解除8.1 合同的生效条件8.2 合同的自然终止8.3 合同的解除条件第九条法律适用及争议解决9.1 合同适用的法律9.2 争议解决的途径9.3 诉讼或仲裁的地点及机构第十条其他条款10.1 合同的修改与补充10.2 合同的完整性与冲突解决10.3 合同的份数及保存第十一条合同双方的权利与义务11.1 合同甲方的权利与义务11.2 合同乙方的权利与义务第十二条合同的验收与交接12.1 矿砂船运输的验收标准12.2 运输交接程序及责任划分第十三条合同的保险事宜13.1 保险的种类及范围13.2 保险的办理及费用承担13.3 保险理赔程序及责任划分第十四条合同的监督与评估14.1 合同履行过程中的监督与评估14.2 合同履行完毕后的评估报告14.3 合同效果的改进与优化第一部分:合同如下:第一条合同主体及定义1.1 合同双方主体1.2 合同相关术语定义矿砂:指开采自矿区的,用于工业生产的原生或再生的矿石,包括铁砂、磁铁矿砂等。
运输服务:指乙方根据本合同约定,将甲方所提供的矿砂从装货地点运输至目的地港口的全部工作。
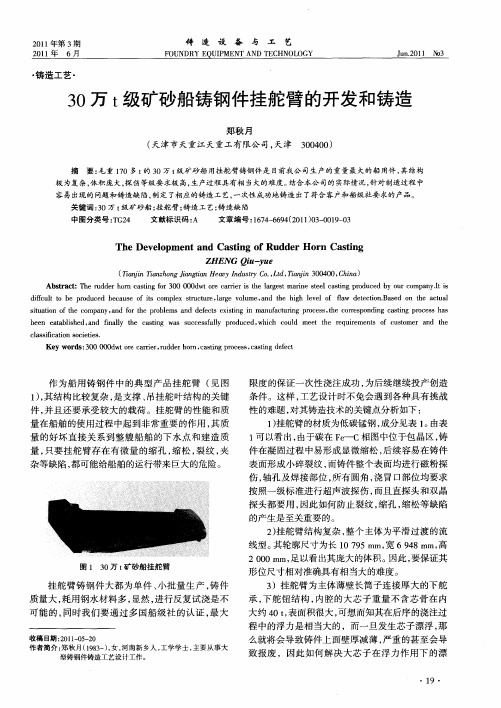
23万t运砂船用挂舵臂铸造孟慧洲 边亚伟 郑 蕾(机械制造有限公司)摘 要:挂舵臂铸钢件毛坯重102,t本工艺采用地坑组芯造型,计算机放样制作模型,多种砂复合制作砂芯,合理设置浇注系统、冷铁、冒口等方案生产出的铸件组织致密,性能优良,符合CCS标准的要求。
关键词:挂舵臂铸件 铸造工艺 砂芯设计 实际生产0 前言挂舵臂是23万t运砂船上的重要部件之一,是支撑、吊挂舵结构的关键件,受海水的冲击,承受较大的变载荷作用,不但尺寸精度要求高,而且还要有较佳的综合力学性能。
挂舵臂铸坯最大外形轮廓尺寸为4590mm 8 110mm 1690mm,单重102,t冒口重量约57,t所需钢液约160;t材质:ZG20M n,化学成分控制要求:w(%)为:C:0.19%~0.23%S i0.60%M n: 1.1%~1.5%S0.035%P0.035%,其它残余元素:Cu0.30%G r0.30%M o0.15%N i 0.40%,残余元素总和0.85%。
性能要求: s!240N/mm2 b!480N/mm2 !20%!27%。
1 铸件结构及其铸造特性分析挂舵臂每个断面尺寸均不相同,而且所有面均为曲面,线条为流线型,尺寸公差要求严格;铸件高度大,补缩较困难;需用多炉、多包钢液合浇,组织冶炼钢水难度大,而且要实现连续浇注;铸件生产过程中容易出现铸件壁厚不均、裂纹、变形、铸件粘砂、抬箱跑火等缺陷。
这些都是生产过程中工艺控制的难点,分析认为确保铸件尺寸精度、提高表面质量、防止缩孔缩松缺陷、实现连续浇注、防止抬箱是该铸件生产应解决的主要问题。
作者简介:孟慧洲(1980-),男,2004年7月毕业于黑龙江科技学院材料成型与控制工程专业。
现为机械制造公司铸造车间助理工程师,主要从事铸造技术施工和工艺设计工作。
2 挂舵臂的工艺设计2.1 模型制作工艺设计整个铸件共有27块砂芯。
木模、芯盒均采用计算机放样来确定铸件各截面尺寸。
挂舵臂铸件中8 ~10m长的管腔,采用一个约10m长、2m高、4m 宽的木模芯盒来形成大芯子。
2.2 浇注系统的设计对于大型铸钢件,一般应优先选用阶梯式浇注系统。
阶梯式浇注系统金属液充型平稳,型腔内气体排出顺利。
充型后,上部金属液温度高于下部,有利于顺序凝固和冒口的补缩,铸件组织致密。
易避免缩孔、缩松、冷隔及浇不到等铸造缺陷。
为保证钢液在型腔中平稳流动和顺利充型,挂舵臂采用阶梯式浇注系统,设双层的多内浇道,可大大减轻内浇道附近的局部过热现象。
由于挂舵臂所需钢液160t左右,设计了三包同时合浇,两个座包,一个吊包,2个座包为 100mm 的包孔,设置在舵轴孔侧;一个吊包为 60的包孔,包位设置在脊背侧。
第四包点冒口。
浇注时间:t=G/nq=102∀[(2 15)+6]=2.83m i n。
式中:t#浇注时间/m i n;G#铸件毛重/;tn#包孔数量/个;q#钢水流量/(t∃m i n-1)。
钢液上升速度:v=H/t=1690∀(2.83 60)=9.95mm/s。
式中:H#铸件在浇注位置的高度/mm;V#上升速度/(mm∃s-1)。
结合机制公司实际情况,确定浇注系统各组元16尺寸:采用2- 140mm 直浇道和1- 140mm 辅助直浇道,分别布置在筒体的两侧;采用两层 120mm 横浇道。
内浇道两层,对称设置,其尺寸均为 120mm,舵轴孔侧设置两层,脊背侧设置一层。
内浇道共有12道。
具体位置如图1所示。
图1 挂舵臂浇注系统、内冷铁布置2.3 冷铁的设置在铸型下部冒口补缩不到的厚大部位分别放置三种随型内冷铁。
内冷铁采用层间距为0的网状删格式方法焊接,要除去焊渣、油污,进行抛丸处理。
内冷铁各段用 12圆钢焊接在一起,防止浇注过程中松动。
冷铁如图1中阴影部分所示。
2.4 冒口的设计该挂舵臂热节主要出现在大、小舵轴孔、筋板、筒体与侧向伸出部分交接处及脊背部位。
由于各部分热节不均,应在其不同的位置分别设置相应的冒口,以满足补缩需要。
根据铸件的尺寸和冒口的延续度,采用模数法计算得出各部位的模数。
共设置了5个明冒口,16个暗冒口,位置见图2。
图2 冒口布置在大、小头舵轴孔上面设置 1200mm 的明冒口,浇高为1800mm ;沿筒体长度方向,设置3个 600mm 的明冒口,浇高与大头舵轴孔处冒口相同。
暗冒口具体尺寸见表1。
表1 暗冒口具体尺寸冒口类型编号数量直径/mm 浇注高度/mm 半球盖尺寸暗冒口1#3 400440R2002#3 400540R2003#3 400640R2004#4 450650R2255#1 550680R2756#1 500680R2507#1500650R250铸件所需的补缩金属液量=!v (G 件+∀G 冒) =5% (102000+57000)=7950kg ;其中:!v #铸件凝固收缩率,取5%;G 件#铸件毛重/kg ;∀G #冒口总重量/kg ;2.5 其余工艺参数铸件整体收缩率为1.8%,两轴孔端面间的收缩率按1%控制。
3 挂舵臂的生产3.1 造型方案确定挂舵臂造型方式确定为组芯与多材质实体相结合,地坑与砂箱相结合的复合式造型方式。
综合考虑到压重设置和座包浇口的引出,盖箱选用砂箱造型。
3.1.1 地坑准备地坑排除干净坑内积水,以防漏钢后爆炸。
造型前将地坑底部背砂用风冲或大钢锭模均匀冲压紧实,以保证铸型底部的强度,防钢水压力大砂型外胀,整个铸型下陷。
同时,做好背砂层和其上部面砂层的排气,保证透气畅通。
3.1.2 型砂选择为增强砂芯质量,选用水玻璃含量比平时高出2%左右的水玻璃石英砂制芯。
为了便于清砂,形成挂舵臂筒体的13#芯子使用石灰石砂、石英砂、铬矿砂三种复合制作。
形成两孔的钢管件芯子填充石灰石砂。
铸件拐角及厚大热节部位均使用铬铁矿砂防止粘砂,型腔表面刷锆英17粉醇基涂料后烘干。
3.1.3 制芯挂舵臂共有芯盒13件,砂芯27块。
成型钢管件两件。
共分底层、中层和顶层三层砂芯。
小头段18#砂芯和大头段4#砂芯为成型钢管件填石灰石砂制作,下芯前将填干石灰石砂密封好(用草绳子引出排气道)。
13#砂芯形成铸件最大筒体空腔,整个砂芯重85t左右。
砂芯芯骨用 45mm圆钢将三根 325 mm 9700mm壁厚为20mm的钢管连接在一起焊接而成,每间隔1m焊接一圈 45mm圆钢,并在连接大圆管上设置4个吊耳,便于砂芯起吊时调整平衡。
为了保证13#砂芯排气畅通,在钢管上割出出气孔若干,并且制芯之前在钢管上缠草绳。
13#砂芯吹气硬化后,用ZTK#80KW型热风机对13#芯进行烘烤24h以上,保证砂芯干燥。
3.1.4 组芯依据图纸划线定出铸型底面轮廓和下层各芯尺寸轮廓,按组芯图组芯。
下好底层芯子,测量控制好整体尺寸后,依据%0&位中心线定位两管件中心,保证两圆孔同心和圆孔端面有加工余量。
为了防止浇注过程中中部13#砂芯浮动,上部芯撑采用 100mm钢柱制作专用芯撑,13#芯底部和上部的芯撑高度验芯后确定。
3.1.5 合箱盖箱直接压在盖板芯上,盖箱对接处用面砂填实,在面砂中埋放几组耐火砖做支撑点,将造型用平台平面朝下压在两盖箱中部的砂台上,背箱时背住,防止从此处抬箱跑火。
3.2 压重的放置采用暗压法对铸型进行紧固。
因车间没有专用压铁,使用钢锭做压铁。
钢锭在浇注前一天压放,压铁总重约700t(含盖箱重量),压重在型腔上部均衡放置。
3.3 座包设置两座包(注口为 100mm)使用三组钢锭小底盘做座包架。
依据座包底面包腿和滑动水口机构布置情况确定小底盘和座包引出水口的相对位置。
小底盘和座包引出水口的相对位置即为座包位。
座包引出水口与直浇道采用流钢槽连接,流钢槽与直浇道的连接畅通、紧凑。
座包引出水口端高于直浇道连接端,倾斜放置,其倾斜高度差不小于200mm。
流钢槽的距离尽量短,缩短钢液流程。
3.4 型腔干燥浇注前,用ZTK#80KW型热风机对型腔进行烘烤16h以上,烘型温度170∋左右。
3.5 钢水的冶炼挂舵臂需要冶炼的钢液多,根据现有生产条件和设备,确定的炼钢工艺为:碱性电弧炉初炼(LF 钢包精炼(包底吹氩、型腔吹氩(浇注。
通过上述工艺措施可以提高钢液质量,降低S、P等有害元素含量,减少钢中夹杂物与偏析,再加上包底吹氩和型腔吹氩等工艺措施,避免钢液二次氧化,保证钢液的流动性,减少显微缩松和裂纹缺陷。
根据浇注时间,合理测算每个冶炼炉应炼钢水量,提前冶炼的时间,实现同时浇注,有序补浇的目的。
3.6 合浇工艺开浇温度要求1545∋)10∋。
前两包出钢后直接到座包点座好包,对正好水口后及时进行吹氩搅拌,使包内钢水温度均匀,利于滑动水口自开。
盛满钢液的座包注口必须与其下面流钢槽引出的浇口杯对正。
两座包同时开浇,吊包后开浇。
若浇口不能自开,必须同时割包开浇。
座包全流浇注,全流开浇后2m i n30s逐渐减流至浇完,下渣时关闭水口,以防钢渣流入铸型本体;在浇完本体后,吊包减流。
合理的点浇冒口是保证缩裂区不能延伸到冒口根部的关健措施。
当钢液上升至明冒口一定高度处减流加入覆盖剂。
停浇一定时间改用浇冒口系统进行浇注,浇至一定高度停浇。
过2h30m i n从专用冒口点浇系统中进行第二次点浇冒口至冒口,再过30m i n第三次点浇冒口至浇满。
3.7 冒口切割铸件打箱后,在原地趁热切割冒口,冒口根切割留余量30~40mm,不允许一次切割完毕;冒口切割完后立即进窑进行去应力处理。
铸件进行去应力处理后,清铲进行全面清砂。
3.8 热处理第一次热处理完毕后,彻底清理完内腔砂后热割残余浇冒口,然后进行二次热处理,二次热处理工艺为900∋正火+600∋回火。
正火处理的目的是细化晶粒,使奥氏体在较低的温度下发生共析转变,得到分散度更大的珠光体,从而提高钢的力学性能。
正火后回火,可进一步提高钢的性能。
热处理工艺见图3。
18孟慧洲,等:23万t运砂船用挂舵臂铸造 第2期(总第140期)图3 热处理工艺为防止铸件发生变形,要求在热处理装炉时,在铸件大空腔内每间隔1m的距离设置一组耐火砖支撑。
3.9 检测挂舵臂经二次热处理(900∋正火+600∋回火)后,切下随体试棒,进行检测,其屈服强度、抗拉强度、伸长率、断面收缩率值分别见表2。
表2 挂舵臂试棒拉伸性能实验结果屈服强度 s抗拉强度 b伸长率 断面收缩率400N/mm2670N/mm220%34%对大、小舵轴孔外100mm范围处进行超声波探伤,满足CCS质检标准。
4 结语按照上述工艺,生产了挂舵臂2件,铸件表面平整,尺寸符合图纸要求,对图纸要求部位进行超声波探伤合格。
采用地坑组芯造型,设置浇注系统、冒口、冷铁大小和位置等,保证铸件顺序凝固,防止在铸件内部出现缩孔、缩松缺陷。
为生产出符合船级社质检要求的挂舵臂提供了依据。
特邀编辑:李念龙Founding Technology for230000 t Sand Shi p Rudder hangi n g A r mM eng H u izhou B ian Y a we i Zheng Le i(The M ach i n er y M anufacturing C o.,Ltd)Abst ract:The rough casti n g for rudder hang i n g ar m s we i g hs102tons,so its sand core is m ade o fm any k i n ds of sand,adopting fl o or core m ould i n g,w ith its m odelm ade w it h co m puter te mp lating operation.The casti n g syste m,chilli n g and risi n g head are rationally se.t I n actua l production,processes are strictl y car ried ou.t The castings produced i n th is w ay are dense i n structure,fine in perfor m ance,ta ll y ing w it h the require m en ts spec ified i n CCS standard.K ey w ords:r udder hanging ar m casti n g;found i n g techno l o gy;sand co re desi g n;actual producti o n(上接第15页)4 结论采取增加外购原料的预检程序、提高混匀料质量、优化使用各种固体废弃物和加强工艺督察等一系列措施,是提高烧结原料质量的有效途径,而原料质量的稳定,为烧结矿各项经济技术指标的进一步提升创造了前提条件。