机床重要结合面参数计算
- 格式:docx
- 大小:29.23 KB
- 文档页数:3
数控机床结合面动态参数的可视化数据处理技术周喜峰【摘要】Organizing and analyzing a large number of experimental datum of the dynamic surface of CNC machine tool, we come to the conclusion that the basic machine surface factors have influence on its basic parameters and give out our theoretical explanation. It lays the foundation for CAD/CAM analysis of NC machine tool.%通过对数控机床结合面动态特性实验数据的整理和分析,针时目前我国对数控机床结合面动态特性理论建模难度大、效率低等问题,基于MATLAB,VB与SQL SERVER平台接口进行程序设计,开发了数控机床结合面动态特性实验数据处理系统,得出机床结合面各基本影响因素对其动态基础参数影响规律,给出理论解释,为以后CAD/CAM分析数控机床整机特性奠定了基础.【期刊名称】《机械制造与自动化》【年(卷),期】2012(041)002【总页数】3页(P135-137)【关键词】数控机床;结合面;MATLAB;VB;SQL SERVER【作者】周喜峰【作者单位】南京理工大学机械工程学院,江苏南京210094【正文语种】中文【中图分类】TG659;TP2740 引言由于在数控机床结构中的大量存在着结合面(固定,滚动,滑动结合面),从而使数控机床结构或系统不再具有连续性,从而使问题变得更加复杂。
因为接触刚度和阻尼存在于结合面中,所以从力学角度分析结合面问题,可以说它和机械结构的静态特性、振动、与振动控制及其动态特性的关系十分密切。
研究表明,影响结合面动态特性参数(刚度,阻尼)的因素很多,主要有结合面材料、结合面加工方法、结合面加工品质、结合面间的介质、结合面的面压等等,再加上大多因素的影响规律都是非线性的,而且各因素之间又存在着相互影响,从而给出其理论解析是十分困难的,所以只有通过实验的方法得到其影响规律。

加工参数计算公式
加工参数计算公式是指在机械加工中,根据工件的特性和加工要求,计算出加工参数的公式。
主要包括以下内容:
1. 切削速度计算公式:切削速度=π×直径×转速÷60,其中π取3.14。
2. 进给速度计算公式:进给速度=每齿进给×齿数×转速,其中每齿进给指每个齿槽切削时的进给量,齿数指刀具上的齿数。
3. 切削深度计算公式:切削深度=每齿进给×齿数,其中每齿进给和齿数同上。
4. 切削力计算公式:切削力=切削力系数×主轴转矩÷刀具半径,其中切削力系数是由材料、切削参数等因素确定的常数。
5. 主轴转矩计算公式:主轴转矩=刀具力×刀具半径,其中刀具力由切削力计算公式得出。
6. 切削功率计算公式:切削功率=切削力×切削速度,其中切削力由切削力计算公式得出,切削速度同上。
通过以上公式计算出加工参数,可以保证机械加工过程中的效率和质量,提高生产效益。
- 1 -。
机床进给系统等效结合面快速建模方法研究与实现-回复问题,并给出相应的论据和实证例子。
文章应包括以下几个部分:1. 引言:简要介绍机床进给系统等效结合面快速建模的重要性和研究的目的。
2. 研究背景:阐述目前机床进给系统等效结合面建模存在的挑战和问题。
3. 方法描述:详细描述机床进给系统等效结合面快速建模的方法和步骤。
4. 实验设计和结果:介绍设计的实验方案以及实验结果,验证所提出的方法的有效性和可行性。
5. 讨论与分析:对实验结果进行讨论和分析,探讨该方法的优点和不足之处。
6. 结论:总结文章的主要内容和研究成果,指出未来进一步研究的方向和意义。
引言:机床进给系统是机床的重要组成部分,其精度和性能对加工质量起着至关重要的作用。
机床进给系统的等效结合面对进给误差与加工质量有着密切的关联,因此其准确建模对于提高机床加工精度、降低加工成本具有重要意义。
然而,传统的机床进给系统等效结合面建模方法存在模型复杂、计算成本高等问题。
因此,本研究旨在探索一种简单快速的机床进给系统等效结合面建模方法,以提高机床加工精度和加工效率。
研究背景:目前,机床进给系统等效结合面建模常采用传统的有限元模拟方法。
该方法通过建立包括刀具、工件、夹具和机床进给系统等复杂模型,并进行大量仿真和计算来获得等效结合面。
然而,该方法存在计算复杂、耗时长的问题,限制了其在实际生产中的应用。
方法描述:为了解决传统建模方法的缺陷,本研究提出了一种基于机器学习的机床进给系统等效结合面快速建模方法。
该方法基于大量的真实加工数据,通过机器学习算法学习机床进给系统等效结合面的特征和规律,并建立相应的数学模型。
具体步骤如下:步骤1:数据采集和预处理。
采集大量的机床加工数据,并进行预处理,包括数据清洗、降噪和特征提取等。
步骤2:特征选择和模型训练。
根据机床加工数据的特征,选择合适的特征进行建模,并利用机器学习算法进行模型训练。
步骤3:模型验证和调优。
使用验证数据对建立的模型进行验证,并根据验证结果进行模型调优。
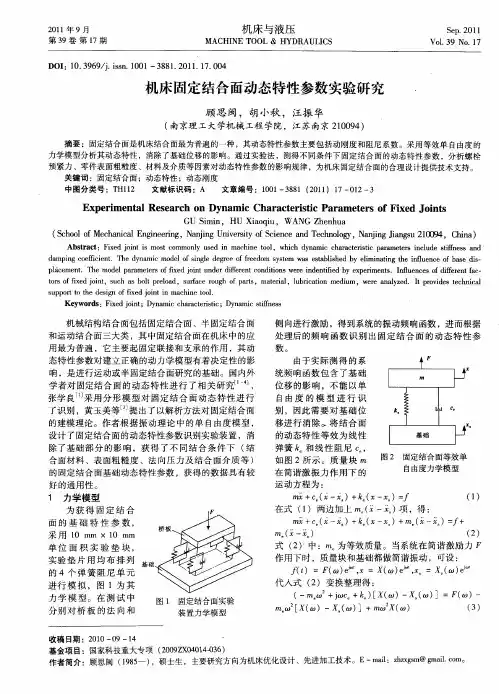
CAD 园地C K1416数控车床整机结合面动力学特性建模与仿真Ξ东南大学 (210096) 纪海慧 卢 熹 张建润 孙庆鸿 陈 南南京数控机床有限公司 (210007) 孙序泉 汤本金 周永良 罗 狄 张志英 陈佩民摘要 影响机床动态设计和仿真精度的一个关键技术是在机床动力学建模过程中对结构结合面的处理。
本文提出了一种基于试验与参数优化组合的方法,解决了CK1416高速精密数控车床中界面的动力学建模问题。
该方法对于机床结构的动态设计和仿真建模具有普遍适用性。
关键词 结合面 动力学建模 优化 对于机床类大型复杂的机械结构有限元建模,由于离散化误差、材料物理参数的不确定性、边界条件的近似处理以及动力学结合面参数估计不准等因素,使得有限元模型产生一定的误差。
而在动态设计中对模型影响最大的因素之一是零件之间的结合面的建模。
如何准确的识别机床结合面的接触刚度和接触阻尼,并能通过系统建模实现机床结构动态优化设计,一直是国内外动力学建模领域研究的难点和热点之一[1]。
本文提出以模态试验测试结果优化为目标,界面中接触单元的法向刚度和切向刚度及摩擦系数为变量的优化方法。
对有限元模型进行修正,逐步逼近,从而提高建模精度。
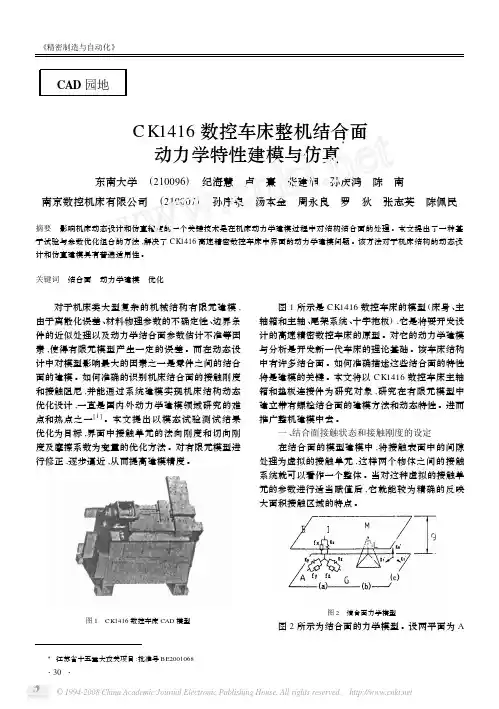
图1 CK1416数控车床CAD 模型图1所示是C K1416数控车床的模型(床身、主轴箱和主轴、尾架系统、十字拖板),它是将要开发设计的高速精密数控车床的原型。
对它的动力学建模与分析是开发新一代车床的理论基础。
该车床结构中有许多结合面。
如何准确描述这些结合面的特性将是建模的关键。
本文将以C K1416数控车床主轴箱和垫板连接件为研究对象,研究在有限元模型中建立带有螺栓结合面的建模方法和动态特性。
进而推广整机建模中去。
一、结合面接触状态和接触刚度的设定在结合面的模型建模中,将接触表面中的间隙处理为虚拟的接触单元,这样两个物体之间的接触系统就可以看作一个整体。
当对这种虚拟的接触单元的参数进行适当赋值后,它就能较为精确的反映大面积接触区域的特点。
机床主要技术参数1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。
3.有级变速时主轴转速序列
无级变速时,Nmax与Nmin之间的转速是连续变化的
有级变速时,应该在Nmax和Nmin确定后,再进行转速分级,确定各中间级转速。
主运动的有级变速的转速数列一般采用等比数列。
满足n j+1=n jø;n z=n*øz-1
4.标准公比ø
为了便于机床设计和使用,规定了标准公比值:
1.06,1.12,1.26,1.41,1.58,1.78,
2.00
其中,ø=1.06时公比数列的基本公比,其他可以由基本公比派生而来。
⑵进给运动参数
进给量:
a.大部分机床(如车,钻床等):进给量用工件或刀具每转的位移(mm/r)表示;
b.直线往复运动机床(如刨,插床):进给量以每以往复的位移量表示;
c.铣床和磨床:进给量以每分钟的位移量(mm/min)表示。
⑶动力参数
机床的动力参数是指驱动主运动、进给运动和空行程运动的电动机功率。
①主传动功率:
P主=P切+P空+P附
1、切削功率P切:与加工情况.工件和刀具材料及切削用量的大小有关。
P切=Fz*Vc/60000
2、空载功率P空:是指机床不进行切削,及空转时所消耗的功率。
3、附加功率P附:指机床进行切削时,因负载而增加的机械摩擦所耗的功率。
②进给传动功率:通常也采用类比和计算相结合的方法来确定。
③空行程功率:指为节省零件加工的辅助时间和减轻工人劳动强度,在机床移动部件空行程时快速移动所需的传动功率。
其大小由移动部件重量和部件启动时的惯性力决定。
1. 主轴两端轴承刚度水平值的计算。
主轴两端轴承由轴承手册查得选用的是70系列、接触角为15°的滚珠轴承, 其中,轴承DB 、DF 组合的轴向刚度值由表2列出。
表2 主轴轴承参数
内径号码 轴承内径(mm) 轴向刚性(108N/m) 预负荷L(水平1) 预负荷M(水平2)
预负荷H(水平3)
22(后端) 110 1.37 2.03 2.86 24(前端) 120
1.53
2.25
3.17
主轴轴承的轴向刚性根据预负荷的水平不同分为了3个水平,其中预负荷为 M 是THM100原有的情况。
主轴轴承的径向刚度根据轴承手册上给出计算方法得出,有:
式中:
— 主轴轴承径向刚度;
— 主轴轴承轴向刚度;
— 径向刚度系数,值由表3给出。
表3 主轴轴承径向刚度系数 接触角 预负荷L 预负荷M
预负荷H 15°
6.0
5.0
4.5
轴承以多列DBD 、DBB 组合的形式出现时,计算其轴向、径向刚度是用
DB 、DF 组合的刚度值乘以表4中的系数。
THM100主轴前端轴承是以DBD 组合的形式出现,因此前端轴承的轴向、径向刚度时按此方法计算。
表4 主轴DBD 组合轴承刚度系数
DBD 轴向刚性 1.48 径向刚性
1.54
根据上述公式及相关参数值,求得的THM100主轴前、后端轴承轴向、径向刚度的3种水平由表5给出。
表5 主轴轴承轴、径向刚度的3种水平
弹簧-阻尼单元
水平 (108N/m) 水平1
水平2
水平3
spin_rear_horizontal 1.37×6.0=8.22 2.03×5.0=10.15 2.86×4.5=12.87 spin_rear_vertical 1.37×6.0=8.22 2.03×5.0=10.15 2.86×4.5=12.87 spin_front_axial 1.53×1.48=2.264 2.25×1.48=3.33 3.17×1.48=4.692 spin_front_horizontal 1.53×6.0×1.54=14.14 2.25×5.0×1.54=17.33 3.17×4.5×1.54=21.97 spin_front_vertical 1.53×6.0×1.54=14.14
2.25×5.0×1.54=17.33
3.17×
4.5×1.54=21.97
2. 滚珠丝杠副结合面刚度水平值的计算。
丝杠副轴向刚度计算公式:
t a k k λ=⨯t k a k λ
式中:—丝杠副轴向刚度 、—丝杠两端轴承轴向刚度
—丝杠螺母接触面刚度
X 向滚珠丝杠两端的轴承型号分别为45TAC100B 、50TAC100B ,Y 向、Z 向滚珠丝杠所用的轴承型号为40TAC90B ,轴向刚度的值由轴承手册直接给出。
实际地,THM 采用的是C9预紧方式,即为水平2。
水平3确定为C10预紧方式下的刚度值。
由于所查轴承手册的数据有限,本实验将水平1自拟定为水平2的1/2倍关系。
表6给出了滚珠丝杠用轴承轴向刚度的三种水平。
表6 滚珠丝杠用轴承轴向刚性
轴承型号
水平 (109N/m)
水平1
水平2(C9预紧) 水平3(C10预紧) DB
DBD DB DBD DB DBD 40TAC90B 0.85 0.85 1.015 1.465 1.320 1.960 45TAC100B 0.82 1.160 1.520 50TAC100B
0.88
1.745
2.300
同样原因,拟定了滚珠丝杠螺母结合面刚度的水平1和水平3,由表7给出。
表7 滚珠丝杠螺母结合面轴向刚性
水平 (109N/m)
水平1 水平2 水平3 X 丝杠轴向 0.975 1.95 3.90 Y/Z 丝杠轴向 0.915
1.83
3.66
计算得出的滚珠丝杠副轴向刚度的3种水平由表8给出:
表8 滚珠丝杠螺母结合面轴向刚性
弹簧-阻尼单元 水平 (109N/m)
水平1 水平2 水平3 20_30_nut_axial 0.5886 1.053 1.730 10_20_nut_axial 0.6196 1.167 1.930 10_40_nut_axial
0.5886
1.053
1.730
3. 导轨结合面刚度水平值的确定。
将实际的导轨结合面的法向、切向刚度值定为水平2。
查阅相关文献资料,拟定水平1、水平3与水平2之间为别为1/2倍和2倍的关系。
表9给出了3种水平。
表9 导轨结合面法向、径向刚性
弹簧-阻尼单元
水平 (109N/m)
水平1
水平2
水平3
123111k k k k =++k 1k 2k 3k 3
k
20_30_guide_normal 0.8975 1.795 3.59
20_30_guide_tan 0.8975 1.795 3.59
10_20_guide_low_hori 0.8975 1.795 3.59
10_20_guide_low_vert 0.8975 1.795 3.59
10_20_guide_high_hori 0.8975 1.795 3.59
10_20_guide_high_vert 0.8975 1.795 3.59
10_40_guide_hori 0.8975 1.795 3.59
10_40_guide_vert 0.8975 1.795 3.59
另外,由于螺栓结合面刚性的水平1、水平3是经查阅文献资料给出的拟定值,详见表1中的相关数据。