第七章 机床主要参数的确定.
- 格式:ppt
- 大小:58.50 KB
- 文档页数:9
《机械装备设计》课程教学大纲课程编号:013084课程名称(中/英文):机械装备设计Machinery andEquipmentDesign课程类型: 模块课总学时:32 讲课学时:28 实验学时:4学分:2适用对象:机械类专业先修课程:机械设计,机械原理后续课程:开课单位:机械工程学院一、课程性质和教学目标装备分为加工装备、工艺装备、仓储传送装备、辅助装备。
其中,本课程重点介绍金属切削机床和特种加工机床。
通过本课程的学习,要求学生达到以下目标:知识目标:目标1:掌握常用机床分类及编号方法、各种机床代号的定义及编号规律。
目标2:理解机床常用运动的方式,包括表面成形运动、辅助运动、主运动和进给运动,机床内外联系传动链的特点,复合成形运动的特点能及运动分解与分析,并能够用传动原理图进行分析。
目标3:理解车床的功能、类型、布局及工艺范围。
CA6140机床的加工对象特点,传动系统图的识别与分析,主轴箱正反转转速的传动路径,主轴箱的正反转实现方式,主轴箱上齿轮与轴的3种结合方式,车削螺纹的内联系传动链与加工外圆时外联系传动链的区别,进给箱中实现不同制式螺纹加工的实现方式。
车床上重要的零部件,双向摩擦离合器、卸荷带轮、互锁机构、变速机构、开合螺母、超越离合器及安合离合器的结构特点。
目标4:理解齿轮加工机床的分类及特点。
展成法加工齿轮时,加工直齿和斜齿时所需的运动,差动运动的特点以及合成机构的实现方式。
YC3180滚齿机的整体布局及运动分析,主运动、展成运动、进给运动以及差动运动的传动路线及两端件。
齿轮加工时滚刀架角度的调整与计算。
加工直齿锥齿轮、锥齿弧齿轮、内齿圈时需要的机床及特点。
齿轮粗加工与精加工时所用机床的特点。
目标5:理解常用机床功用、布局、类型及结构特点。
铣床、钻床、镗床、磨床的分类及特点,加工工艺及对象,经济的加工效率及表面质量。
目标6:理解机床主要参数的确定,公比的确定及应用。
采用结构式、结构网以及转速图进行分级传动系统设计。
3.有级变速时主轴转速序列无级变速时,Nmax与Nmin之间的转速是连续变化的有级变速时,应该在Nmax和Nmin确定后,再进行转速分级,确定各中间级转速。
主运动的有级变速的转速数列一般采用等比数列。
满足n j+1=n jø;n z=n*øz-14.标准公比ø为了便于机床设计和使用,规定了标准公比值:1.06,1.12,1.26,1.41,1.58,1.78,2.00其中,ø=1.06时公比数列的基本公比,其他可以由基本公比派生而来。
⑵进给运动参数进给量:a.大部分机床(如车,钻床等):进给量用工件或刀具每转的位移(mm/r)表示;b.直线往复运动机床(如刨,插床):进给量以每以往复的位移量表示;c.铣床和磨床:进给量以每分钟的位移量(mm/min)表示。
⑶动力参数机床的动力参数是指驱动主运动、进给运动和空行程运动的电动机功率。
①主传动功率:P主=P切+P空+P附1、切削功率P切:与加工情况.工件和刀具材料及切削用量的大小有关。
P切=Fz*Vc/600002、空载功率P空:是指机床不进行切削,及空转时所消耗的功率。
3、附加功率P附:指机床进行切削时,因负载而增加的机械摩擦所耗的功率。
②进给传动功率:通常也采用类比和计算相结合的方法来确定。
③空行程功率:指为节省零件加工的辅助时间和减轻工人劳动强度,在机床移动部件空行程时快速移动所需的传动功率。
其大小由移动部件重量和部件启动时的惯性力决定。
文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
最主要是了解客户加工产品:尺寸,精度,加工材料。
车床主要参数:
1,最大回转直径
2,最大加工长度
3,卡盘大小及卡盘制造商
4,主轴功率及扭矩、转速
5,刀塔容量、
6,尾座形式
7,机床主要配置供应商及精度
加工中心主要参数:
1、主轴转速及扭矩
2、工作台大小及行程
3、工作台最大载重
4、快速进给速度
5、主轴形式BT50/BT40
6、刀库形式及容量
7、换刀时间
8、导轨及丝杠、轴承(日本精工NSK)
9、加工精度
10、主轴中心出水(选配)
11、主轴夹紧形式液压(国产气压)
卧加主要参数:
1、主轴转速及扭矩
2、X/Y/Z行程
3、刀库容量(40、60、80、120)
4、主轴驱动方式(2级齿轮)
5、工作台跟换方式(驱动液压)
6、加工精度
7、操作系统
8、主轴中心出水(选配)
9、丝杠、导轨(日本精工NSK)、轴承(日本恩梯恩NTN)
10、导轨形式(硬轨)。
机床主要技术参数1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。
机械制造技术基础华楚生课后答案【篇一:机械制造基础大纲56(0)】txt>课程编号:0803301004 课程名称:机械制造基础英文名称:fundamentals of mechanical manufacturing 课程类型:专业基础必修课总学时:56 讲课学时:56 实验学时:0 学时:56 学分:3.5适用对象:四年制机械设计制造及其自动化专业(非制造技术方向)四年制工业工程专业四年制过程装备与控制工程专业四年制材料成型及控制工程专业四年制包装工程专业四年制工业设计专业先修课程:机械制图、工程力学、机械设计基础、金工实习一、课程性质、目的和任务机械制造基础课程是机械设计制造及其自动化专业非机械制造方向等的一门主要专业基础课。
本课程主要介绍机械制造过程中的金属切削原理、常用加工方法及其装备的基本知识、机械制造工艺的基础理论等内容。
其目的是使学生获得最基础的机械制造技术方面的知识、了解先进制造技术的状况发展和趋势,并初步具备分析和解决实际生产问题的能力,为后续的专业课学习及今后从事机械设计和制造等工作打下必要的基础。
二、教学基本要求通过本课程的学习,学生应达到下列要求:1、掌握制造过程的概念、制造方法的分类、机械加工质量的概念。
2.掌握机床的分类与型号编制方法,掌握常用机床结构、工作原理、工艺范围特点;了解车床、滚齿机传动系统原理。
3.掌握切削运动与切削要素的基本概念,熟悉刀具角度标注,掌握和了解刀具材料种类、刀具性能要求、刀具材料牌号的含义及其应用特点。
掌握和了解各种刀具种类、结构、特点、选用。
4.掌握机床夹具的分类、组成、特点,掌握工件在机床上的定位原理与夹紧方式,掌握定位误差的计算方法。
5.掌握和了解金属切削过程变形的概念,各种物理现象及影响因素,切削用量和刀具几何参数的选择。
了解磨削机理。
6.掌握机械加工工艺的基本知识,初步具备分析零件结构工艺性的能力。
熟悉常见表面的加工方法,初步具备根据加工要求合理选用加工方案的能力,掌握制订加工工艺规程的基本原则、方法和步骤,初步具备制订简单零件加工工艺过程的技能。
写出机床主轴的五个主要结构参数机床主轴有着至关重要的地位,它直接影响到机床的精度和性能。
机床的主轴结构主要有五个参数:称重,直径,主轴承,速度和加工方式。
所以掌握机床主轴的五个结构参数是机床的基本知识。
首先是称重,它是机床轴系的最重要参数,表征机床轴系的负荷能力。
机床的称重可以通过检测机床轴系对夹紧装置的受力判断,并用仪器来精确测量。
称重是由机床轴系的直径和质量以及主轴承的质量决定的,因此,机床轴系的称重一般以千斤为单位,在确定机床轴系称重时,要考虑到质量以及主轴承的质量。
其次是直径,它决定机床主轴的转动惯量和负荷能力,对于对精密加工特别是高精度切削的机床,一般要求主轴的直径越大越好,在一般的机床中,直径一般在50-100毫米之间。
紧接着是主轴承,一般情况下机床轴系使用两种主轴承:滚珠主轴承和滑动主轴承。
滚珠主轴承具有较小的摩擦系数,高精度,高速度,但它的结构较复杂,对维护油脂的供应有较高的要求;滑动主轴承的结构更简单,但它的精度不及滚珠主轴承,而且摩擦系数也较大,所以一般不用于高精度的机床轴系。
接下来是速度,它是决定机床轴系运行效率的重要参数,一般情况下,机床轴系的最高转速一般不超过3000转/分钟,这是由机床轴系的加工方式以及主轴承精度决定的。
最后是加工方式,它决定了机床轴系可以采用什么样的加工方式。
这主要是由机床轴系的外形和尺寸决定,一般来说,机床轴系可以采用滚切、钻孔、攻丝、磨削等加工方式。
综上所述,机床主轴的结构主要有五个参数:称重,直径,主轴承,速度和加工方式。
其中,称重决定机床轴系的负荷能力,直径决定机床轴系的转动惯量和负荷能力,主轴承决定机床轴系的精度和摩擦系数,速度决定机床轴系的运行效率,加工方式决定机床轴系的外形和尺寸。
所以,掌握机床主轴的五个参数是机械加工的基本知识,也是机床维修与维护的基本要素。
更进一步地,在选择机床时,除了要考虑机床主轴的五个结构参数外,还要考虑机床的整体结构、主要零部件的可靠性、抗电源干扰能力等技术参数,这些参数也是机床的核心技术指标,也是我们买机床的必然要求。
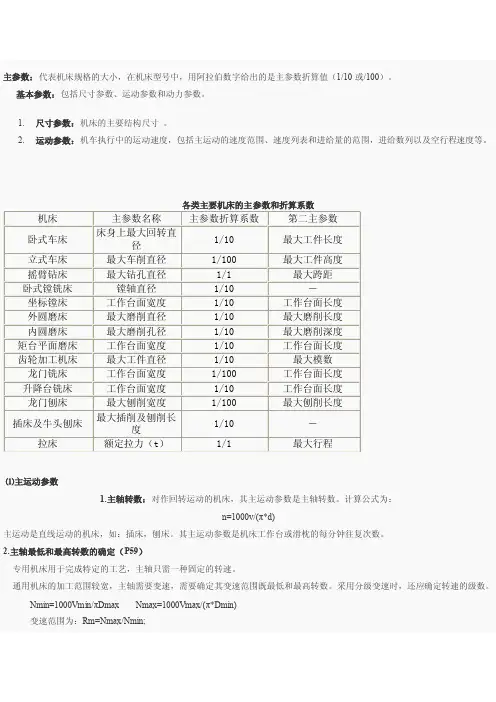
3.有级变速时主轴转速序列
无级变速时,Nmax与Nmin之间的转速是连续变化的
有级变速时,应该在Nmax和Nmin确定后,再进行转速分级,确定各中间级转速。
主运动的有级变速的转速数列一般采用等比数列。
满足n j+1=n jø;n z=n*øz-1
4.标准公比ø
为了便于机床设计和使用,规定了标准公比值:
1.06,1.12,1.26,1.41,1.58,1.78,
2.00
其中,ø=1.06时公比数列的基本公比,其他可以由基本公比派生而来。
⑵进给运动参数
进给量:
a.大部分机床(如车,钻床等):进给量用工件或刀具每转的位移(mm/r)表示;
b.直线往复运动机床(如刨,插床):进给量以每以往复的位移量表示;
c.铣床和磨床:进给量以每分钟的位移量(mm/min)表示。
⑶动力参数
机床的动力参数是指驱动主运动、进给运动和空行程运动的电动机功率。
①主传动功率:
P主=P切+P空+P附
1、切削功率P切:与加工情况.工件和刀具材料及切削用量的大小有关。
P切=Fz*Vc/60000
2、空载功率P空:是指机床不进行切削,及空转时所消耗的功率。
3、附加功率P附:指机床进行切削时,因负载而增加的机械摩擦所耗的功率。
②进给传动功率:通常也采用类比和计算相结合的方法来确定。
③空行程功率:指为节省零件加工的辅助时间和减轻工人劳动强度,在机床移动部件空行程时快速移动所需的传动功率。
其大小由移动部件重量和部件启动时的惯性力决定。