标准件检验项目清单-标准件
- 格式:pdf
- 大小:39.10 KB
- 文档页数:2

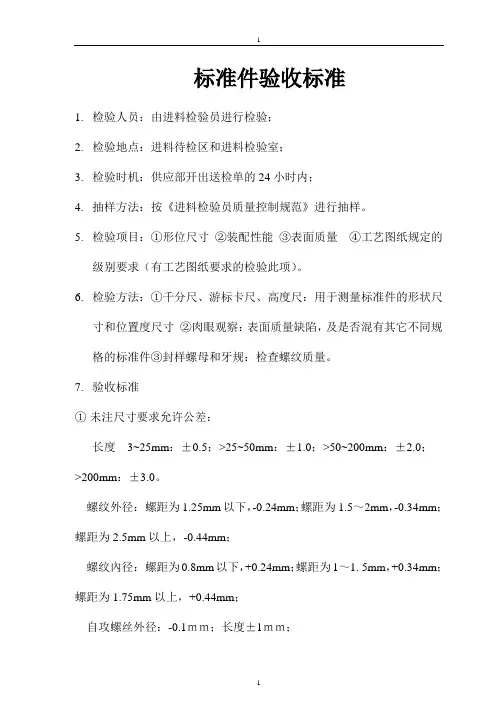
标准件验收标准1.检验人员:由进料检验员进行检验;2.检验地点:进料待检区和进料检验室;3.检验时机:供应部开出送检单的24小时内;4.抽样方法:按《进料检验员质量控制规范》进行抽样。
5.检验项目:①形位尺寸②装配性能③表面质量④工艺图纸规定的级别要求(有工艺图纸要求的检验此项)。
6.检验方法:①千分尺、游标卡尺、高度尺:用于测量标准件的形状尺寸和位置度尺寸②肉眼观察:表面质量缺陷,及是否混有其它不同规格的标准件③封样螺母和牙规:检查螺纹质量。
7.验收标准①未注尺寸要求允许公差:长度3~25mm:±0.5;>25~50mm:±1.0;>50~200mm:±2.0;>200mm:±3.0。
螺纹外径:螺距为1.25mm以下,-0.24mm;螺距为1.5~2mm,-0.34mm;螺距为2.5mm以上,-0.44mm;螺纹內径:螺距为0.8mm以下,+0.24mm;螺距为1~1. 5mm,+0.34mm;螺距为1.75mm以上,+0.44mm;自攻螺丝外径:-0.1mm;长度±1mm;国体认证产品的螺纹用螺纹止通规进行检验,通规可以用手轻松拧入,止规不允许拧入。
②普通垫片只要检验和记录内径尺寸,工艺和BOM表上有特殊要求的垫片按要求进行检验和记录。
③镀锌(铬)层应光亮,批量色泽均匀一致,无露底、剥皮、泛黄、泛锈、明显水斑等。
发黑层应均匀,无露底、泛锈等,表面允许带有极少量的防锈油。
④用示值误差在±0.02mm以内的牙规在螺纹上转一圈,目视检查无明显间隙变化。
⑤用封样的螺母、螺钉用手拧在螺钉或螺母上,装配自如。
⑥螺纹不得有明显磕碰伤(以不影响两配合螺纹相互作用为合格);有以下缺陷之一必须进行挑拣:十字槽未礅出;光杆无纹牙;球头螺母无球帽;阻尼螺母无尼龙阻尼片;基材明显麻坑;垫片明显缺边;混有双头螺纹或其它不同规格品种的标准件等。
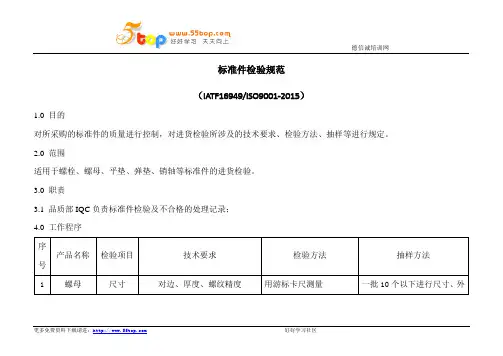
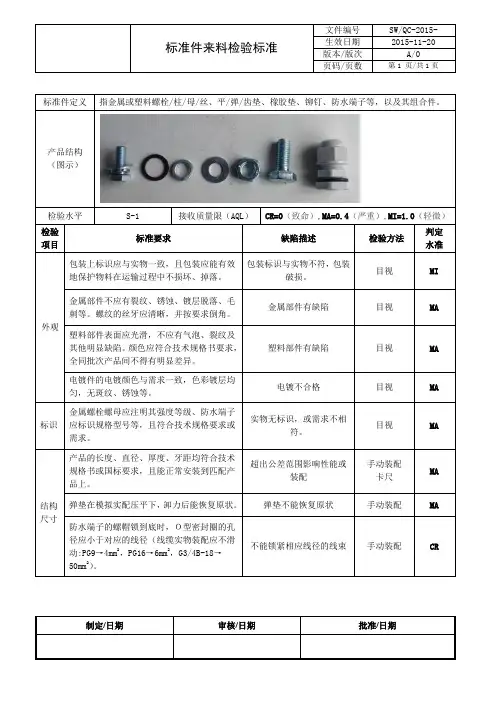
德信诚培训网标准件检验规范(IATF16949/ISO9001-2015)1.0 目的对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
2.0 范围适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
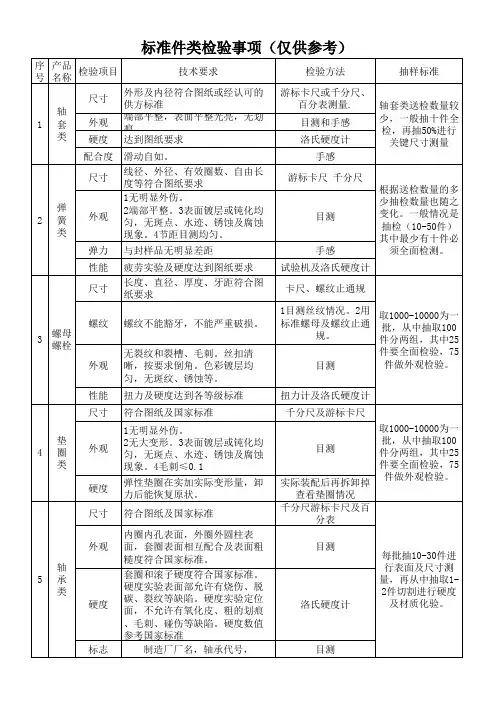
3.0 职责3.1 品质部IQC负责标准件检验及不合格的处理记录;4.0 工作程序序产品名称检验项目技术要求检验方法抽样方法号1 螺母尺寸对边、厚度、螺纹精度用游标卡尺测量一批10个以下进行尺寸、外外观表面无明显缺陷,丝扣清晰,按标准倒角目测观全检;10以上抽10个进行尺寸、外观检验 A C=1材质材质及表面处理达到图纸技术要求供方提供检测报告2垫片(平垫、弹垫)尺寸内孔、外径、厚度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1外观表面光亮、无划痕目测表面处理达到图纸技术要求供方提供检测报告3 销轴尺寸直径、长度、倒角尺寸用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1材质1.材质符合图纸要求2.表面处理达到图纸要求供方提供检测报告4 螺钉尺寸螺纹长度、螺纹精度、钉头尺寸及厚度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1外观螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验目测5 螺栓尺寸对边、六角厚度、螺杆长度、螺纹长度、螺纹精度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 AC=1螺纹螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验1.目测丝纹情况2.用标准螺纹规检验外观1.无裂纹和裂槽、毛刺2.丝扣清晰,按要求倒角3.色彩涂层均匀,无斑纹、水迹、锈迹目测5.0参考文件GB/T 90.1-2002 紧固件验收检查GB/T 16938-2008 紧固件螺栓、螺钉、螺柱和螺母通用技术条件GB/T 3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱GB/T 3103.1-2002 紧固件公差螺栓、螺钉、螺柱和螺母GB/T 3103.3-2000 紧固件公差平垫圈德信诚培训网GB/T 3104-1982 紧固件六角产品的对边宽度GB/T 5267.4-2009 紧固件表面处理耐腐蚀不锈钢钝化处理GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求6.0记录表格《标准件检验记录表》标准件检验记录表.doc《不合格品分析表》不合格品分析报告表.xls。
标准件检验标准标准件是指在生产过程中大量使用的、规格统一、质量稳定的零部件。
对于标准件的质量检验至关重要,只有确保标准件的质量符合标准,才能保证整个产品的质量和安全。
因此,建立科学合理的标准件检验标准是非常必要的。
首先,标准件的检验标准应包括外观质量、尺寸精度、材料成分、力学性能等方面。
外观质量是最直观的检验项目,包括表面光洁度、无损伤、无变形等。
尺寸精度是指标准件的尺寸与设计要求的偏差,通常采用量具进行测量。
材料成分和力学性能则需要进行化学成分分析和拉伸、弯曲等物理性能测试。
其次,对于不同类型的标准件,其检验标准也应有所区别。
例如,对于螺栓、螺母等连接件,除了上述常规的检验项目外,还需要进行螺纹的检验,以确保其与配套零件的配合良好。
对于轴承等摩擦副件,还需要进行摩擦磨损测试,以确保其使用寿命和可靠性。
另外,标准件的检验标准还应考虑到使用环境和安全性。
例如,在航空航天和核工业领域使用的标准件,其检验标准通常要求更加严格,以确保其在极端环境下依然能够保持稳定的性能。
而对于一些安全关键部件,如制动系统、悬挂系统等,其标准件的检验标准也需要更加严格,以确保整车的安全性能。
最后,标准件的检验标准还应考虑到生产成本和效率。
在确保质量的前提下,应尽量简化检验流程,减少不必要的检验项目和环节,以提高生产效率和降低成本。
同时,还应采用先进的检验设备和技术,如光学投影仪、三坐标测量机等,以提高检验精度和效率。
综上所述,建立科学合理的标准件检验标准对于保证产品质量和安全至关重要。
在制定检验标准时,应全面考虑标准件的特点和使用要求,确保检验标准既科学合理又能够提高生产效率和降低成本。
只有如此,才能更好地保障标准件的质量,推动企业产品质量的提升和行业的健康发展。
贺祥机电有限公司机械产品检验标准贺祥机电股份有限公司检验标准(原材料)一、外观要求:表面要求光洁、平整无锈蚀、无裂痕、无压折扭转、无结疤夹渣、无起皱重层、无明显凸起凹陷等现象。
(详见附表1)、(附表2)、(附表3)二、到料附带有红色章印的材质证明,附带验收报检单。
三、符合物资采购计划中的各项要求。
(材料在计划单明确标注,如球磨机筒体板料不许有下差)。
除以上标准要求外公司有一些材料尺寸特殊要求:¢15冷拔圆钢:外径尺寸±0.01mm;¢12冷拔圆钢: 外径尺寸―0.05mm;¢40冷拔圆钢: 外径尺寸-0.02mm -0.06mm40X40方钢:外形尺寸±0.05mm;扭曲度每米小于0.1mm;20X30扁钢:厚20尺寸±0.05mm;60X80X3矩管:厚±0.05mm;63X40不等边角钢:厚±0.1mm;垂直±0.5°;¢32不锈钢装饰管:壁厚足尺1.5mm;另附说明:PVC、ABS等塑料材质的材料表面不允许有划伤、劈裂、变色、表面凹凸不平、变型严重的现象,板材应有贴膜处理,确保塑料材质的含量。
贺祥机电股份有限公司检验标准(标准件)符合国家标准、与物资计划相符、检验时随同报检单且名称数量准确螺栓螺母类:确保通规通、止规止,螺纹角度、螺旋角度符合国家标准要求,不得有毛边、变型、破损、加工不良;表面不得有氧化、锈斑、电镀不良;螺栓长度不得小于标注尺寸的1.5mm;批次里面无混装现象。
轴承类:表面光洁无锈蚀、无裂纹、珠粒圆滑、转动时无卡阻现象、各部位尺寸及间隙符合要求;封闭轴承密封严密无漏油现象;型号清晰不模糊;包装规整。
充分考察供应商控制假冒伪劣轴承进厂。
油封O型圈:外观无脱胶、少胶、流胶、气泡、胶边、杂质划伤现象,尺寸符合标注要求,油封无明显椭圆现象,O型圈粗细均匀。
角带:无漏线、脱胶、气泡、明显扭曲变形、外形尺寸一致不偏角、型号标注清晰、型号尺寸符合国标要求、同组角带长度一致;主要参数详见附表4.阀门:非加工面平整光滑、无粘砂夹砂、无气孔、无裂纹、各部连接牢固无松动现象、加工部位无缺陷、法兰或丝扣部位符合国家标准、铸字清晰、同批次相关外形尺寸一致、塑料制品表面无划伤。
标准件检验标准
标准件是指在机械制造中大量使用,具有规格统一、质量稳定的零部件,是机
械产品的重要组成部分。
为了确保标准件的质量,保障机械产品的安全性和可靠性,制定了一系列的标准件检验标准,以下将对标准件检验标准进行详细介绍。
首先,标准件的外观检验是非常重要的一项内容。
外观检验包括对标准件的表
面光洁度、无损伤、无变形等进行检查,确保标准件表面没有裂纹、氧化、变形等缺陷,保证表面光洁度符合要求。
同时,还需对标准件的尺寸进行测量,确保尺寸精度符合标准要求。
其次,材料成分和力学性能也是标准件检验的重点内容。
通过化学分析和力学
性能测试,确定标准件材料的成分和性能是否符合标准要求,保证标准件的材料质量达到标准要求,具有足够的强度和硬度。
另外,装配性能和耐久性能也是标准件检验的关键环节。
装配性能检验主要是
检测标准件的配合间隙、装配力矩等参数,确保标准件与其他零部件的配合精度和装配性能符合要求。
耐久性能检验则是通过模拟使用和疲劳试验,检测标准件在长期使用过程中的耐久性能,保证标准件在使用过程中不会出现过早磨损和损坏。
最后,标准件的包装和标识也是不可忽视的一环。
合格的标准件需要进行适当
的包装,保护标准件表面不受损坏,防止在运输过程中发生损坏。
同时,对标准件进行清晰的标识,包括产品型号、规格、生产日期等信息,方便用户使用和管理。
总之,标准件检验标准是确保标准件质量的重要手段,通过严格的检验,可以
有效地保障标准件的质量,为机械产品的安全性和可靠性提供保障。
希望本文介绍的内容能够对标准件的检验工作有所帮助,提高标准件的质量水平,推动机械制造行业的发展。
标准件检验要点
一、目的
针对标准件入库,确保标准件的产品质量符合我公司品质要求。
二、使用范围
跳床类标准件(马车螺丝、三角扣、半圆头内六角螺丝、锁紧螺母、垫片、内六角扳手和开口扳手等)
三、检验工具
游标卡尺、卷尺等
四、检验项目
1.外观
标准件表面要求光洁、平整无锈蚀、无裂痕、无压折扭转、缺料等缺陷。
2.尺寸
产品的长度、直径、厚度、牙距均符合技术规格书或者国际要求且能正常安装到匹配产品上。
3.性能要求
螺丝性能等级4.8级,螺母性能等级8级,有特殊要求需加硬处理。
五、检验方法
1.外观
测试法,外观符合要求。
2.尺寸
用游标卡尺或者卷尺测量。
3.性能要求
螺丝、螺帽扭矩检验(破坏性)M6规格达到15Nm、M8规格达到37Nm;三角扣拉力测试达到120公斤力;自攻丝表面渗碳处理。
标准件检验表任务单编号。
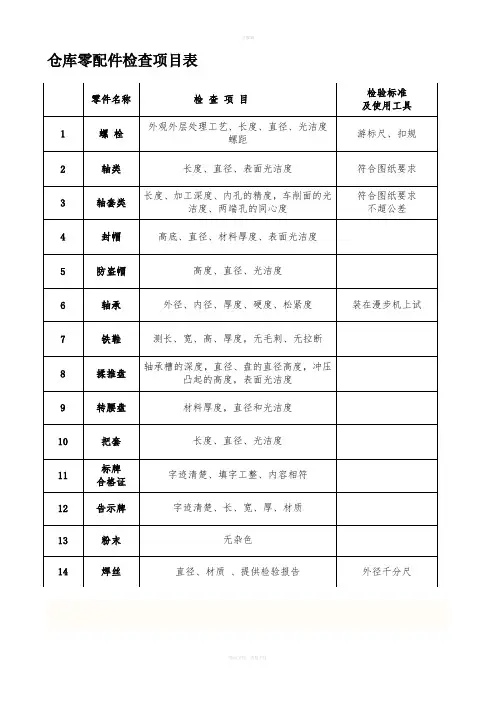
仓库零配件检查项目表按钢化学成分分三类:非合金钢、低合金钢和合金钢。
说明:(1)当Cr、Cu、Mo、Ni 四种元素,有其中两种、三种或四种无素同时规定在钢中时,对于低合金钢,应同时考虑,这些元素中每种元素的规定含量,所有这些元素的规定含量总和,应不大于规定的两种、三种或四种元素中每种元素最高界限值总和的70%。
如果这些元素的规定含量总和大于规定的元素中每种元素最高界限值总和的70%,即使这些元素每种元素的规定含量低于规定的最高界限值,也应划入合金钢。
(2)本标准(1)条的原则也适用于Nb、Ti、V、Zr四种元素。
1、按冶炼方法分类根据冶炼方法和设备的不同,钢可分为平炉钢、转炉钢和电炉钢三大类,按所用炉衬材料的不同,每一大类又可分为碱性和酸性两类。
但是目前大量生产的主要是碱性炉钢2、按工艺方法(脱氧程度)分类:脱氧:加入脱氧剂,如Mn铁、Si铁、 Al等,把钢水中多作的氧去掉。
沸腾钢:只用Mn铁(价格低、脱氧效果差)脱氧,所以钢中含氧较多,浇注时,钢中氧与碳发生作用析出大量Co。
因此钢水在钢模内呈沸腾现象,称沸腾钢。
沸腾钢成材率高,成本低。
但化学成份不均匀、偏析、杂质多。
沸腾钢钢号最后用“F”表示。
镇静钢:除用Mn铁,还用Si铁(有时用Al)脱氧,钢中氧已很少,浇注时没有沸腾现象。
镇静钢化学成分均匀,机械性能较好,但有缩孔,成本高。
镇静钢钢号后加“Z”。
半镇静钢:脱氧程度在镇静钢与沸腾之间,性能也介于之间,钢号后加“b”。
半镇静钢应用较少。
3、按化学成分分类按钢化学成分分三类:非合金钢、低合金钢和合金钢。
说明:(1)当Cr、Cu、Mo、Ni 四种元素,有其中两种、三种或四种无素同时规定在钢中时,对于低合金钢,应同时考虑,这些元素中每种元素的规定含量,所有这些元素的规定含量总和,应不大于规定的两种、三种或四种元素中每种元素最高界限值总和的70%。
如果这些元素的规定含量总和大于规定的元素中每种元素最高界限值总和的70%,即使这些元素每种元素的规定含量低于规定的最高界限值,也应划入合金钢。
Q/X T 陕西西科铁路电气化工程器材有限公司标准件检验指导书编号:ZG-ZW-2010-7编制人:批准人:2010 年 1 月 1 日一、验证:标准进厂后,由检验员对供方随产品附带的“产品质量合格证”和采购部的采购资料进行验证。
对验证发现质量证明资料不符合规定或产品的材质、规格型号与采购资料的规定不符合时,应停止检验,由采购部按有关规定处置。
二、外观检查:标准件的外观光洁,应无裂纹、乱丝、断丝、碰伤、毛刺、锈蚀等缺陷,凡外观不符合以上规定的标准件,应判定为不合格。
三、主要尺寸检查:用卡尺、钢直尺(盒尺)、螺纹样板对进厂标准件的主要尺寸进行检查。
1、六角螺栓:尺寸应符合GB5781~83—86、的有关规定,检验员在检验时应按附表1、附表2的规定做出判定,对发现尺寸超出允许偏差范围时,应判定为不合格。
2、六角螺母:尺寸应符合GB/T41—86、GB6172—86的有关规定,检验时按附表3、附表4的规定做出判定,对发现尺寸超出允许偏差范围时,应判定为不合格。
3、弹垫:尺寸应符合GB93—87、GB859—87的规定,检验时按附表5的规定做出判定,对尺寸超出允许偏差范围时,应判定为不合格。
4、平垫:尺寸应符合GB848—85、GB95—85的规定,检验时,按附表6规定的数据做出判定,对尺寸超出允许偏差范围时,应判定为不合格。
5、开口销:尺寸应符合GB91—86的规定,检验时按附表7规定的数据做出判定,对尺寸超出允许偏差范围时,应判定为不合格。
6、锁紧销:尺寸应符合GB11031—89的规定,检验时按附表8规定的数据做出判定,对尺寸超出允许偏差范围时,应判定为不合格。
7、其它外购标准件:检查主要尺寸时,应以该产品相对应的国家标准或行业标准为依据,对产品主要尺寸进行检查并做出判定,对尺寸超出允许偏差范围时应判定为不合格。
四、扭矩试验:对螺栓、螺母每批小于1000件抽样数为3件;1000~5000件抽样数为5件;大于5000件抽样数为10件。
标准件检验规程
1.目的
针对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
2.适用范围
适用于螺栓、螺母、平垫、弹垫、销轴、开口销等标准件的进货检验。
序号6
产品名称开口销
检验项目尺寸外观尺寸
技术要求两脚长度、眼圈直径无裂纹和裂槽、毛刺宽度、长度
检验方法游标卡尺测量目测游标卡尺测量
抽样方法一批10个以下进行尺寸、外观全检;10以上抽10个进行
尺寸、外观检验
7
卡子、卡箍
外观材质尺寸
无裂纹和裂槽、毛刺(金目测属线卡外带橡胶保护套)材质符合图纸要
求表面处理达到图纸要求接头内外径、长度无裂纹和裂槽、毛刺螺纹不能
豁牙,不能严重破伤,并能通过通规和止规检验接头内外径、长度无裂纹
和裂槽、毛刺螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验钢
珠直径无裂纹和裂槽、毛刺、锈蚀等缺陷材质符合图纸要求表面处理达到
图纸要求有材质检验报告游标卡尺测量目测
一批10个以下进行尺寸、外观全检;10以上抽
10个进行尺寸、外观检验
8
三通、四通接头
外观螺纹尺寸
一批10个以下进行尺寸、外观全检;目测丝纹情况、10以上抽10个进行尺寸、外观检验用标准螺纹规检验游标卡尺测量目测一批10个以下进行尺寸、外观全检;目测丝纹情况、10以上抽10个进行尺寸、外观检验用标准螺纹规检验游标卡尺测量目测有材质检验报告一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
9
管子阀门
外观螺纹尺寸
10
钢珠
外观材质。