焊接工艺评定全氩电联焊焊接
- 格式:doc
- 大小:378.00 KB
- 文档页数:12
焊接工艺评定标准
焊接工艺评定是指根据特定的标准和要求,对焊接工艺进行检验和评定,以确保焊接质量符合相关标准和规范。
焊接工艺评定标准的制定和执行对于保障焊接质量、提高焊接技术水平具有重要意义。
首先,焊接工艺评定标准应当包括焊接工艺规程、焊接工艺试验、焊接工艺评定方法等内容。
焊接工艺规程是指根据焊接材料、焊接方法、焊接工艺要求等编制的具体操作规程,包括焊接工艺参数、焊接接头准备、焊接设备选择等内容。
焊接工艺试验是指对焊接工艺进行实际试验,验证其可行性和可靠性。
焊接工艺评定方法是指对焊接工艺进行评定的具体方法和标准。
其次,焊接工艺评定标准应当符合国家相关标准和规范要求,确保焊接质量和安全可靠。
焊接工艺评定标准应当具有科学性、合理性和可操作性,能够真实反映焊接工艺的质量和性能。
同时,焊接工艺评定标准应当与时俱进,随着焊接技术的发展和变化进行及时修订和更新,以适应不同材料、不同环境下的焊接需求。
此外,焊接工艺评定标准的执行应当严格按照规定的程序和要求进行。
对于焊接工艺的评定应当由具有相应资质和经验的专业人员进行,确保评定结果的客观性和可靠性。
同时,对于评定结果的记录和报告应当及时、准确地进行归档和管理,以备日后查阅和追溯。
综上所述,焊接工艺评定标准的制定和执行对于提高焊接质量、保障焊接安全具有重要意义。
只有严格执行焊接工艺评定标准,才能够确保焊接质量的可靠性和稳定性,推动我国焊接技术水平的提升,促进相关行业的健康发展。
希望相关部门和单位能够高度重视焊接工艺评定标准的制定和执行,共同努力,推动我国焊接行业朝着更加规范化、专业化、标准化的方向发展。
焊接工艺评定内容
焊接工艺评定是指对焊接工艺进行全面、准确、客观的评估和判定。
评定内容包括以下几个方面:
1. 焊接材料评定:评定焊接材料的性能和适用范围,包括焊接电极、焊丝、焊剂等。
评定焊接材料的化学成分、力学性能、热处理性能等,确保其符合焊接工艺的要求。
2. 焊接设备评定:评定焊接设备的性能和可靠性,包括焊接机、焊接枪、气体保护设备等。
评定焊接设备的电源稳定性、电弧稳定性、控制精度等,确保设备能够满足焊接工艺的要求。
3. 焊接工艺评定:评定焊接工艺的可行性和可靠性,包括焊接方法、焊接参数、焊接顺序等。
评定焊接工艺的焊接质量、焊缝形态、焊接变形等,确保焊接工艺能够满足产品的使用要求。
4. 焊接操作评定:评定焊工的技能和水平,包括焊工的操作技术、焊接质量控制能力等。
评定焊工的焊接速度、焊接质量、焊接变形控制等,确保焊工能够正确、高效地进行焊接操作。
5. 焊接质量评定:评定焊接接头的质量和性能,包括焊缝的强度、密封性、耐腐蚀性等。
评定焊接接头的无损检测结果、力学性能测试结果等,确保焊接接头能够满足产品的使用要求。
以上是焊接工艺评定的主要内容,通过评定可以确保焊接工艺的可行性和可靠性,提高焊接质量和工作效率。

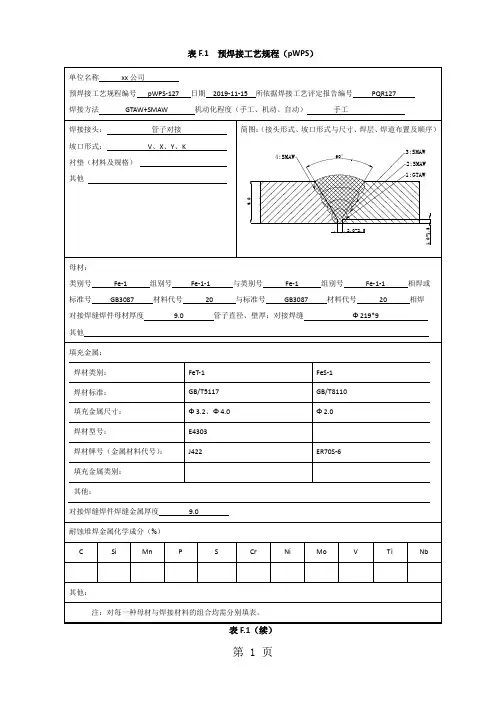
江苏省苏中建设集团股份有限公司焊接工艺评定书评定项目:管对接20# Φ60×3.5适用范围厚度2.5~7mm 氩弧焊评定书编号:GVH - 03评定日期:2013年10月备案号:G - 009批准(总工程师):焊接工艺指导书共2页第1页Ⅰ组别号:Ⅰ-1与类别号:Ⅰ组别号:Ⅰ-1相焊及GB8613钢号:20#与标准号:GB8613钢号:20# 相焊厚度范围:对接焊缝: 2.5~7mm角焊缝:不限焊接工艺指导书共2页第2 页焊接工艺评定书共3页第1页材料标准:GB861320#组别号:Ⅰ-1与类、组别号:Ⅰ-1相焊3.5mm 焊厚热处理:/热处理温度(℃):/保温时间(h):/保护气体:气体:Ar混合比:6~9焊接工艺评定报告共3页第2 页焊接工艺评书共3 页第3 页江苏省苏中建设集团股份有限公司焊接工艺评定书评定项目:管对接20# Φ219×12适用范围:9~24mm 氩+电联弧焊评定书编号:GVH - 02评定日期:2013年10月备案号:G - 002批准(总工程师):焊接工艺指导书共2页第1页母材:类别号: Ⅰ组别号:Ⅰ-1与类别号:Ⅰ组别号:Ⅰ-1相焊及标准号:GB8613钢号:20#与标准号:GB8613钢号:20# 相焊厚度范围:母材:对接焊缝:9~24mm角焊缝:不限管子直径、壁厚范围:对接焊缝:Φ219mm~不限角焊缝:不限焊接工艺指导书共2页第2 页焊接工艺评定书共3页第1页母材:材料标准:GB8613钢号:20#组别号:Ⅰ-1与类、组别号:Ⅰ-1相焊厚度:12mm直径:Φ219焊厚热处理:/热处理温度(℃):/保温时间(h):/保护气体:气体:Ar混合比:8~10流量(L/min): /焊接工艺评定报告共3页第2 页焊接工艺评书共3 页第3 页。
焊接工艺评定及焊工技能评定焊接工艺评定及焊工技能评定是对焊接工艺和焊工技能进行评估和确认的过程。
通过这个评定过程,可以确保焊接工艺和焊工的水平符合相关标准和要求,从而保证焊接质量和安全性。
焊接工艺评定是针对特定的焊接工艺进行的评估,目的是确定焊接参数、焊接材料、热处理等的适宜性和可行性。
评定工作一般包括焊接试样的制备、焊接试验、试样的力学性能测试等环节。
评定过程中需要根据标准要求来制定相应的工艺参数,确保焊接的质量和性能达到标准规定。
焊工技能评定是对焊工的焊接技能进行的评估,目的是确认焊工的技术水平和焊接能力。
评定工作一般包括焊工的理论知识考核和实际焊接操作的测试。
评定过程中,焊工需要展示其焊接基本操作的熟练程度,包括焊接姿势、焊接操作规范、焊接缺陷的控制等。
评定的结果可以作为焊工的聘用和晋升的依据。
焊接工艺评定和焊工技能评定的结果是具有法律效力的,一旦通过评定,焊工就具备了相应标准与要求的焊接能力和技能,可以为企业提供技术支持和保障。
同时,评定结果也可以作为焊接质量检测和验收的依据,确保焊接产品质量符合相关标准和规范。
总之,焊接工艺评定和焊工技能评定是保证焊接质量和安全的重要环节。
通过对焊接工艺和焊工的评定,可以确保焊接质量符合要求,为企业提供技术保障,同时也提高了焊工的职业素质和市场竞争力。
焊接工艺评定:焊接工艺评定是一项重要的质量控制和管理工作,它对于提高焊接质量、确保焊接性能具有至关重要的意义。
焊接工艺评定通常需要按照相关技术标准来进行,例如国家标准、行业标准、企业标准等。
评定的过程包括焊接试样的制备、焊接参数的确定、焊接试验和试样的力学性能测试等环节。
首先,在焊接工艺评定中,需要制备一定数量的焊接试样。
这些试样的制备要求严格,需要符合特定标准的要求,例如焊接接头形状、尺寸、接头几何形状等。
试样的制备过程中需要严格控制工艺参数和操作规范,以确保试样的质量和一致性。
然后,根据标准要求制定相应的焊接工艺参数。
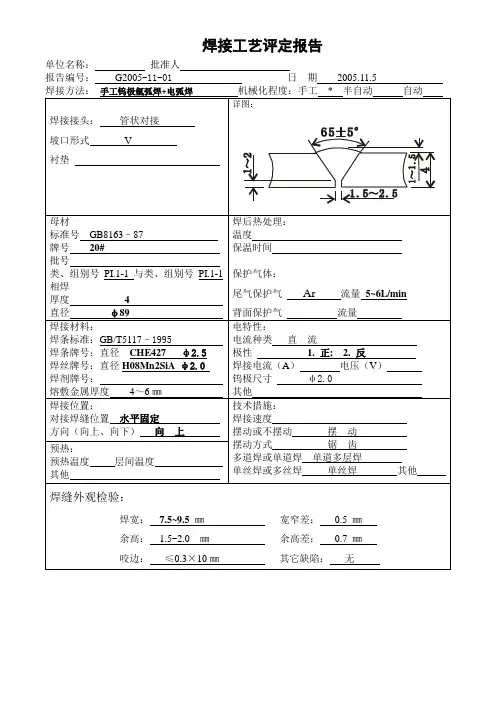
新标准完整版φ219x6氩电联焊焊接工艺评定报告近年来,焊接技术在工业生产中发挥着重要作用,特别是氩电联焊技术在管道工程、船舶制造等领域得到广泛应用。
为了评估和确保焊接工艺的质量和可靠性,针对新标准完整版φ219x6氩电联焊焊接工艺,本文将进行详细的评定报告。
首先,针对新标准完整版φ219x6氩电联焊焊接工艺,我们进行了工艺参数的分析。
通过分析工艺参数的合理性和适用性,可以确保焊接工艺的稳定性和可靠性。
我们对焊接设备的型号和规格进行了检测,确保其符合相关的标准和要求。
同时,对于焊接材料的选用和配比,我们也进行了严格的考核,以确保焊接接头的强度和耐久性。
其次,我们进行了焊接工艺的实际操作评估。
通过在实际工作环境中进行焊接试验,评估焊工的技术水平和操作能力。
在焊接试验中,我们注重检测焊接接头的质量和焊缝的形态,确保其符合标准规范。
同时,我们还进行了焊缝的无损检测,以确保焊接接头的质量和可靠性。
在实际操作中,我们注意到了一些问题和改进的空间。
首先,在焊接过程中,有时会出现焊缝不饱满、焊透深度不够等情况。
这可能是由于焊工的操作技巧和焊接设备的性能不够稳定所导致。
其次,在焊接材料的选用上,我们建议选择高质量的焊接材料,以提高焊接接头的强度和耐候性。
最后,在焊接工艺参数的设定上,我们建议根据具体情况进行调整,以满足焊接接头的质量和可靠性要求。
通过对新标准完整版φ219x6氩电联焊焊接工艺的评定报告,我们可以得出以下结论。
首先,该焊接工艺参数的设计合理,具有一定的稳定性和可靠性。
其次,在实际操作中,我们发现了一些问题和改进空间,需要加强焊工的培训和设备的维护。
最后,我们建议根据评定报告的结果,对焊接工艺进行进一步改进和优化,以提高焊接接头的质量和可靠性。
总结起来,新标准完整版φ219x6氩电联焊焊接工艺是一种重要的焊接技术,其工艺参数的合理性和适用性决定了最终焊接接头的质量和可靠性。
通过本次评定报告,我们发现了一些问题和改进空间,并提出了相应的建议。
氩弧焊焊接工艺评定报告氩弧焊焊接工艺评定报告1. 背景介绍•目的:对氩弧焊焊接工艺进行评定,评估其适用性和可行性。
•工艺定义:氩弧焊是一种利用氩气作为保护气体的焊接方法,通过电弧加热工件并熔化焊丝来实现焊接的工艺。
•应用领域:氩弧焊广泛应用于航空、汽车、石化等领域,适用于不锈钢、铝合金等材料的焊接。
2. 评定过程评定过程包括以下几个步骤:材料准备•选择焊接材料:根据实际需求和工件要求,选择适合的焊接材料,常用的有不锈钢、铝合金等。
•准备工件:对需要焊接的工件进行清洁处理,确保表面没有油脂、氧化物等杂质。
参数设定•选择焊接电流:根据焊接材料和工件的厚度确定合适的焊接电流,保证焊缝的质量和强度。
•设定焊接速度:根据工件的尺寸和材料的熔化特性,设定适当的焊接速度,避免过热或冷凝引起的焊接缺陷。
样品焊接•进行试焊:根据设定的参数进行样品焊接,保证焊缝的牢固性和一致性。
•焊接评估:对焊接质量进行评估,包括焊缝外观、焊接缺陷等方面。
结果分析根据焊接样品的实际情况进行结果分析,包括焊缝质量、焊接强度、焊接缺陷等方面的评估和总结。
3. 评定结论综合以上评定过程和结果分析,我们得出以下结论:•氩弧焊是一种可行的焊接工艺,能够满足不同材料和工件的焊接需求。
•正确的参数设定和焊接技术能够保证焊缝质量和强度。
•在实际应用中,需要根据具体情况进行参数调整,保证最佳的焊接效果。
4. 建议改进基于评定过程和结果的分析,我们提出以下改进建议:•加强工艺参数的设定和调整,根据不同材料和工件的特性,优化焊接参数。
•提高焊接操作人员的技术水平和经验,确保焊接质量和效率的提升。
•定期进行焊接设备的维护和检修,保证设备的正常运行和稳定性。
5. 总结通过对氩弧焊焊接工艺的评定,我们得出结论该工艺具备广泛的适用性和可行性。
在实际应用中,我们需要根据具体需求和工件特性进行参数设定和调整,提高焊接质量和效率。
同时,对焊接设备的维护和操作人员的培训也是确保工艺稳定性和可靠性的重要因素。
目次欧阳光明(2021.03.07)前言1范围2规范性引用文件3术语4总则5基本规定6评定项目及试样制备7试验方法及评定标准8评定工作的程序和管理附录A(资料性附录)常见国外钢材分类表附录B(资料性附录)焊接工艺评定任务书、方案、报告格式前言根据原国家经济贸易委员会电力[2000]22号《关于确认1999年度电力行业标准制、修订计划项目的通知》的要求,对SD340—1989《火力发电厂锅炉、压力容器焊接工艺评定规程》进行了修订,其格式按照DL/T600—2001《电力标准编写的基本规定》的规定编排。
本标准修订过程中,参照了有关国际标准、国家标准和国内有关标准及规定。
为了正确地完成电力行业中生产、建设、检修、改造工作所涉及的焊接任务,必须按照规定程序拟定焊接工艺指导文件。
本标准则提供在拟定焊接工艺指导文件之前应该完成的焊接工艺评定工作的依据。
电力行业焊接工作的基础性标准是DL/T869—2004《火力发电厂焊接技术规程》和DL/T678—1999《电站钢结构焊接通用技术条件》。
本标准是支持上述标准且相对独立的标准。
原规程实施已十多年,对推动电力行业焊接技术的发展,进而提高焊接工程的质量起到了很好的作用。
随着技术的进步,该规程也显现出一些不适应性。
本次修订主要扩大了焊接方法的适用范围,增加了近年来电站已经采用的新钢种;对原规程中过于繁琐的程序和内容进行了调整。
本标准实施后替代SD340—1989《火力发电厂锅炉、压力容器焊接工艺评定规程》,可覆盖电力行业的全部焊接工艺评定工作。
本标准实施后代替SD340—1989。
本标准的附录A、附录B是资料性附录。
本标准由中国电力企业联合会提出。
本标准由电力行业电站焊接标准化技术委员会归口并负责解释。
本标准主要起草单位:国电电力建设研究所、国家电力公司电源建设部、辽宁发电厂、辽宁省电力科学研究院、天津电力建设公司。
本标准主要起草人:郭军、杨建平、李卫东、张佩良、张信林、刘传玉。