焊接工艺评定GY2017-021(氩弧焊,L245N,60X5)ER50-6
- 格式:pdf
- 大小:190.87 KB
- 文档页数:7
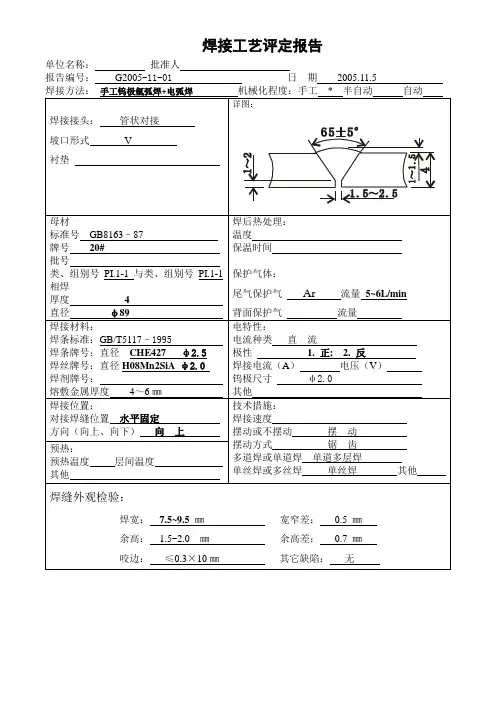
焊接工艺评定实例一、焊接工艺评定试验焊接工艺评定试验项目和方法原则上要完全按照我国现行的焊接工艺评定标准进行,完成焊接工艺评定试验的企业单位不得任意增加或缩减试验项目,也不得任意改变试验方法,否则就失去了焊接工艺评定的合法性和合理性。
焊接工艺评定试板原则上要求无损探伤,焊接工艺评定试板不应存在不允许的焊接缺陷。
如发现缺陷,则将该试板评为不合格,不得再取样,而是调整焊接参数,重新焊制焊接工艺评定试板。
(一)锅炉与压力容器焊接工艺评定试验项目1.试验项目锅炉与压力容器焊接工艺评定试验,按产品的接头形式分别以全焊透开坡口对接接头、局部焊透开坡口对接接头和角接接头来完成。
特殊的接头如螺柱焊、耐蚀耐磨堆焊、衬里层接头及接触焊接头等按专门条款的规定进行。
当评定焊缝坡口形状和尺寸为重要参数的焊接方法时,试件的坡口形状和尺寸应符合产品图样或焊接工艺设计书的规定。
焊接评定试板的检验项目按试件的形式有以下几种:(1)开坡口对接接头试板。
外观检查、拉伸、冷弯和缺口冲击韧度试验。
(2)角接接头试板。
外观检查、宏观金相检验。
(3)不锈耐蚀堆焊层试件。
外观检查、表面渗透检验,冷弯、化学成分分析。
(4)硬质合金堆焊层试件。
外观检查、表面着色检查、表面层硬度测定、宏观金相检验、堆焊层化学成分分析。
(5)螺柱焊试件。
外观检查、锤击试验或弯曲试验、扭转试验、宏观金相检验。
2.焊接工艺评定试验方法焊接工艺评定中使用的力学性能试验方法包括拉伸、弯曲、缺口冲击、扭转和剪切试验等。
(1)拉伸试验。
按GB2651—1989《焊接接头拉伸试验方法》和GB2852—1989《焊接及熔敷金属拉伸试验方法》进行。
(2)弯曲试验。
按GB2653—1989《焊接接头弯曲及压扁实验方法》进行。
(3)冲击试验(缺口韧性试验)。
按GB2650—1989《焊接接头冲击试验方法》进行。
(4)角焊缝试样的宏观试验。
宏观试片受检面经机械加工和磨光后,选用适当的腐蚀剂浸蚀,直至清楚地分辨出焊缝及热影响区。
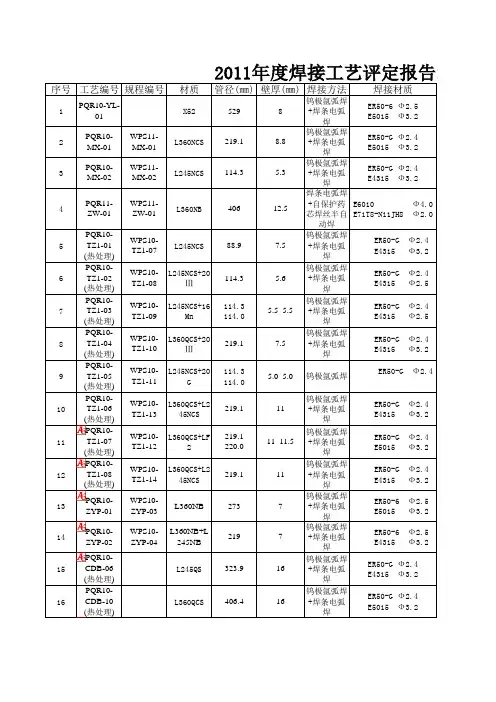
序号工艺编号规程编号材质管径(㎜)壁厚(㎜)焊接方法焊接材质1PQR10-YL-01X525298钨极氩弧焊+焊条电弧焊ER50-6 Ф2.5E5015 Ф3.22PQR10-MX-01WPS11-MX-01L360NCS219.18.8钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E5015 Ф3.23PQR10-MX-02WPS11-MX-02L245NCS114.3 5.3钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E4315 Ф3.24PQR11-ZW-01WPS11-ZW-01L360NB40612.5焊条电弧焊+自保护药芯焊丝半自动焊E6010 Ф4.0E71T8-Ni1JH8 Ф2.05PQR10-TZ1-01(热处理)WPS10-TZ1-07L245NCS88.97.5钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E4315 Ф3.26PQR10-TZ1-02(热处理)WPS10-TZ1-08L245NCS+20Ⅲ114.3 5.6钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E4315 Ф2.57PQR10-TZ1-03(热处理)WPS10-TZ1-09L245NCS+16Mn114.3114.05.5 5.5钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E4315 Ф2.58PQR10-TZ1-04(热处理)WPS10-TZ1-10L360QCS+20Ⅲ219.17.5钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E4315 Ф3.29PQR10-TZ1-05(热处理)WPS10-TZ1-11L245NCS+20G114.3114.05.0 5.0钨极氩弧焊 ER50-G Ф2.410PQR10-TZ1-06(热处理)WPS10-TZ1-13L360QCS+L245NCS219.111钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E4315 Ф3.211PQR10-TZ1-07(热处理)WPS10-TZ1-12L360QCS+LF2219.1220.011 11.5钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E5015 Ф3.212PQR10-TZ1-08(热处理)WPS10-TZ1-14L360QCS+L245NCS219.111钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E4315 Ф3.213PQR10-ZYP-01WPS10-ZYP-03L360NB2737钨极氩弧焊+焊条电弧焊ER50-6 Ф2.5E5015 Ф3.214PQR10-ZYP-02WPS10-ZYP-04L360NB+L245NB2197钨极氩弧焊+焊条电弧焊ER50-6 Ф2.5E4315 Ф3.215PQR10-CDB-06(热处理)L245QS323.916钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E4315 Ф3.216PQR10-CDB-10(热处理)L360QCS406.416钨极氩弧焊+焊条电弧焊ER50-G Ф2.4E5015 Ф3.22011年度焊接工艺评定报告统17PQR10-HJX-01(热处理)L360QB+L245NCS2737.1钨极氩弧焊+焊条电弧焊ER 50-G Ф2.4E4315 Ф3.218PQR10-HJX-02(热处理)20#+L245NCS2737.1钨极氩弧焊+焊条电弧焊ER 50-G Ф2.4E4315 Ф3.219PQR11-JLS-03WPS11-JLS-03L41545710焊条电弧焊+自保护药芯焊丝半自动焊E6010 Ф4.0E71T8-Ni1JH8 Ф2.020PQR11-JLS-01WPS11-JLS-01L41545710钨极氩弧焊+焊条电弧焊ER50-6 Ф2.5E5015 Ф3.221PQR11-JLS-02(返修焊)WPS11-JLS-02L41545710钨极氩弧焊+焊条电弧焊ER50-6 Ф2.5E5015 Ф3.222PQR11-JLS-04WPS11-JLS-04L415+L360NB45710钨极氩弧焊+焊条电弧焊ER50-6 Ф2.5E5015 Ф3.223PQR11-JLS-05 (返修焊)WPS11-JLS-05L415+L360NB45710钨极氩弧焊+焊条电弧焊ER50-6 Ф2.5E5015 Ф3.224PQR11-JLS-06WPS11-JLS-06L360NB+L360NB2738.8钨极氩弧焊+焊条电弧焊ER50-6 Ф2.5E5015 Ф3.225PQR11-HJB-03WPS11-HJB-03L245NB114.38.8钨极氩弧焊+焊条电弧焊ER 50-6 Ф2.5E4315 Ф3.226PQR11-HJB-04(返修焊)WPS11-HJB-04L245NB114.38.8钨极氩弧焊+焊条电弧焊ER 50-6 Ф2.5E4315 Ф3.227PQR11-HJB-05WPS11-HJB-05L245NB60.3 4.5钨极氩弧焊+焊条电弧焊ER 50-6 Ф2.5E4315 Ф2.528PQR11-HJB-06(返修焊)WPS11-HJB-06L245NB60.3 4.5钨极氩弧焊+焊条电弧焊ER 50-6 Ф2.5E4315 Ф2.529PQR11-HJB-07WPS11-HJB-07L245NB60.3 4.5钨极氩弧焊 ER 50-6 Ф2.530PQR11-HJB-08(返修焊)WPS11-HJB-08L245NB60.3 4.5钨极氩弧焊 ER 50-6 Ф2.531PQR10-LGL-01WPS10-HCP-01L245NB1596钨极氩弧焊+焊条电弧焊H08Mn2SiA Ф2.0E4315 Ф2.532PQR10-BWH-01WPS10-BWH-01X7081311.9焊条电弧焊+自保护药芯焊丝半自动焊E6010 Ф4.0E71T8-Ni1J Ф2.033PQR07-NGX-2WPS10-BWH-02X707118焊条电弧焊EOEHLER FOXCEL E6010 Ф3.2 CHE507 E5015 Ф3.2告统计表。
L245NS抗硫化氢腐蚀管材的焊接工艺闫光宁;王强;张西雷;唐远刚【摘要】新疆哈拉哈塘油田二期产能建设工程地面输气管道含有H2S,为了避免地面输气管道发生硫化物应力腐蚀开裂(SSC)事故,分析了硫化物应力腐蚀开裂的特征及其影响因素,最终选用L245NS作为管道钢.对L245N2管材的焊接工艺及焊缝的力学性能、抗氢致裂纹(HIC)及抗硫化物腐蚀开裂性能(SSC)进行研究.对L245NS 管材焊接选用的填充材料、坡口型式、焊接工艺参数、焊接操作、焊后热处理、焊缝质量检验等内容进行了研究.焊缝外观检验、无损检测、焊缝力学性能及抗硫化物应力腐蚀性能试验、抗氢致开裂试验结果表明选用的焊接工艺能够满足设计质量要求.最后通过工程施工的检验,其焊接质量得到了有效验证.【期刊名称】《石油工程建设》【年(卷),期】2018(044)002【总页数】5页(P83-86,92)【关键词】L245NS钢;焊接工艺;硫化物腐蚀【作者】闫光宁;王强;张西雷;唐远刚【作者单位】中国石油天然气管道第二工程有限公司培训中心,江苏徐州221008;中国石油天然气管道第二工程有限公司培训中心,江苏徐州221008;中国石油天然气管道第二工程有限公司培训中心,江苏徐州221008;中国石油天然气管道第二工程有限公司特种作业分公司,江苏徐州221008【正文语种】中文管道钢腐蚀是管道失效事故的主要原因,管道腐蚀及随后造成的泄漏和断裂所占比例很高,世界上第一次由于H2S引起的失效事故出现在波斯湾的海底管道。
随着新钻井技术的采用以及原有技术的提高,油气井深度越来越深,腐蚀性介质含量越来越高。
在引起酸性油气田管道腐蚀的众多因素中,H2S是最危险的,由于管输天然气中H2S的含量偏高,最高可达400~500 mg/m3,使天然气中H2S分压达0.003 MPa或更高,具备了发生硫化物应力开裂(以下简称SSC)的条件,使输气管道破裂事故不断,而且H2S的毒性也严重威胁着人身安全[1]。
焊接工艺评定记录01-05(改)一、前言为了确保焊接工艺符合标准要求,在本公司进行的焊接工艺评定中,我们制定了本评定记录。
本文档记录了评定结果,供日后参考。
二、评定流程评定过程分为以下步骤:1.根据标准要求,准备焊接材料和设备2.根据要求制作试件3.焊接试件,记录焊接参数4.对焊缝进行检验5.根据检验结果进行评定三、准备工作1. 焊接材料和设备评定所使用的焊接材料及设备如下:焊接材料规格产地焊条AWS E7018 国产焊丝ER70S-6 进口气体CO2 国产焊机MAG 国产2. 试件准备评定试件为正面角焊缝,试件尺寸为100mm x 100mm x 10mm,试件材料为普通碳素钢 Q235B。
试件制作按照标准要求,加工精度符合标准要求。
四、焊接评定1. 试件焊接试件采用MAG焊接法,采用单面焊接技术。
具体焊接参数如下:焊接参数焊接电流(A) 焊接电压(V) 焊接速度(cm/min)上海 1# 170 20 40上海 2# 190 22 45江苏 1# 180 21 43江苏 2# 200 23 48湖南 1# 175 20 42湖南 2# 195 22 47广东 1# 185 21 45广东 2# 205 23 50四川 1# 180 20 44四川 2# 200 22 492. 焊缝检验检验采用视觉检验和超声检测两种方法。
具体结果如下:焊缝编号检验方法检验结果上海 1# 超声检测合格上海 2# 超声检测合格江苏 1# 超声检测合格江苏 2# 超声检测合格湖南 1# 超声检测合格湖南 2# 超声检测合格广东 1# 超声检测合格广东 2# 超声检测合格四川 1# 超声检测合格四川 2# 超声检测合格五、评定结果以上10条焊缝均通过了检验,评定结果为合格。
经过本次评定,证明采用上述焊接参数能够满足标准要求,可以在实际生产中使用。
六、本次焊接工艺评定结果符合标准要求,可以将所采用的焊接参数用于实际生产中。
焊接工艺评定测试及标准有哪些?焊接工艺评定简介:焊接工艺评定(Welding Procedure Qualification Record,简称WPQR) 为验证所拟定的焊件焊接工艺的正确性或进行焊工能力考核而进行的试验过程及结果评价。
焊接工艺评定目的1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。
2.验证施焊单位所拟订的焊接工艺指导书是否正确。
3.为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
4.考核焊工能力。
焊接工艺评定应用范围1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航空航天,核能以及承重钢结构等钢制设备的制造、安装、检修工作。
2、适用于气焊,焊条电弧焊,钨极氩弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法。
评定过程1、拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS)2、施焊试件和制取试样3、检验试件和试样4、测定焊接接头是否满足标准所要求的使用性能5、提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定工艺评定常规测试(查看更多测试)外观检测无损探伤拉伸测试弯曲测试冲击测试硬度测试低倍金相测试表面裂纹检测工艺评定相关标准评定参考标准工艺评定的标准国内标准SY∕T4103-1995 (相当于API 1104)NB/T47014-2011 《承压设备用焊接工艺评定》SY∕T0452-2002《石油输气管道焊接工艺评定方法》(注:供石油,化工工艺评定)JGJ81-2002 《建筑钢结构焊接技术规程》(注:公路桥梁工艺评定可参照执行)GB50236-98 《现场设备,工业管道焊接工程施工及压力管道工艺评定》《蒸汽锅炉安全技术监察规程(1996)》注:起重行业工艺评定借用此标准欧洲标准ISO15614-1 钢的电弧焊和气焊∕镍和镍合金的电弧焊ISO15614-2铝和铝合金的电弧焊ISO15614-3铸铁电弧ISO15614-4铸铝的修补焊ISO15614-5钛和钛合金的电弧焊∕锆和锆合金的电弧焊ISO15614-6铜和铜合金的电弧焊ISO15614-7堆焊ISO15614-8管接头和管板接头的焊接EN 288 或ISO 15607 - ISO 15614系列标准美国标准AWSD1.3-98 薄板钢结构焊接规程D1.6:1999 不锈钢焊接D1.1∕D1.1M:2005 钢结构焊接规程D1.2∕D1.2M:2003 铝结构焊接规程D1.5∕D1.5M:2002桥梁焊接D14.3∕D14.3M:2005 起重机械焊接规程简介美信检测是一家具有CNAS和CMA资质认证的第三方检测机构,提供检测●形貌观察与测量●显微结构分析●表面元素分析●表面异物分析●成分分析●力学性能测试●热学性能测试●焊接工艺评定●CT扫描●无损检测●切片分析●阻燃性能测试●油品检测●清洁度测试●可靠性测试●失效分析●涂镀层厚度......●配方分析●有毒物质检测希望以上资料对你有所帮助,附励志名言3条:1、生气,就是拿别人的过错来惩罚自己。
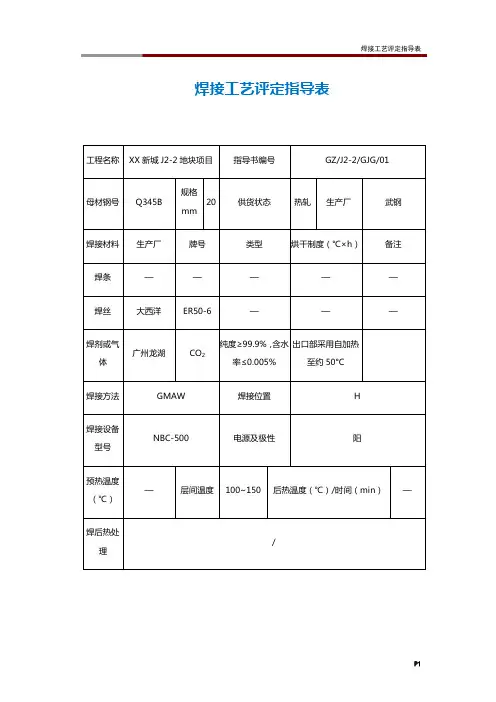
焊接工艺评定报告Welding procedure qualification report(PQR)编号NO: PQR021焊缝类型Joint type: 角焊缝Fillet weld试板钢号Test plate materials: Q345B试板厚度Test plate thickness: 40mm焊接方法Welding method: GMAW焊接材料Welding materials: ER50-6母材厚度范围Applicable parent materials thickness range:5-200 mm焊缝厚度范围Applicable filler metal thickness range:5-200 mm评定执行标准Assessment of implementation standards:NB/T 47014-2011焊接工艺评定报告Welding procedure qualification report单位名称Company name:焊接工艺评定编号PQR NO. PQR 021 预焊接工艺规程编号PWPS NO. PWPS 021 焊接方法Welding method GMAW 机械化程度(手工、机动、自动)The degree of mechanization (manual, mobile, automatic) 手动manual接头简图Drawing : (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)t:40mm母材Parent materials:材料标准Material Standard GB/T 1591材料代号Material code Q345B 类别号 Fe-1 组别号Fe-1-2 与类别号 Fe-1 组别号Fe-1-2相焊接Category No. Fe-1 Group No. Fe-1-2 and Category No. Fe-1 Group No. Fe-1-2 are welded厚度Thickness 40mm直径Diameter /其他Others /焊后热处理Post weld heat treatment :保温温度Thermal insulation temperature (℃): / 保温时间范围Thermal insulation time (h ) /保护气体protective gas : 气体种类 混合比 流量Gas type Mixing ratio Flow rate 保 护 气 Shielding gas 20%CO2+80%Ar 1:4 15-25L/min 尾部保护气 Tail shielding gas / / /背面保护气Back shielding gas / / /填充金属Welding materials : 焊材类别Welding materials category No. FeS-1-2 焊材标准Welding materials Standard GB/T 8110-200 焊材型号Welding materialstype ER50-6电特性Electrical characteristics : 电流种类Type of current 直流(DC ) 极性Polarity 反接(EP ) 钨极尺寸Tungsten electrode diameter / 焊接电流Welding current : 200-300A焊接工艺评定施焊记录表Welding procedure evaluation welding record table焊接工艺评定施焊记录表Welding procedure evaluation weldingrecord table 焊接工艺评定编号PQR NO.预焊接工艺规程编号PWPS NO.PQR021 PWPS021施焊焊工Welder name检验员Checker 钢印号Welder NO./ 记录人员Recorder施焊日期Welding date 2018.4.2焊接责任人Welding Engineer母材Parent material名称Name钢号NO.尺寸Size(mm)炉批号Furnace batchNO.材质证明书Materialcertificate其他Others 试件SampleQ345B 300*500 / / /焊材welding material牌号Type尺寸Size(mm)炉批号Furnacebatch NO.烘干Drying(℃,h)材质证明书Materialcertificate其他Others ER50-6 φ1.2 / / / /设备Equipment 设备型号NO. 产地Place of Origin / / / /焊接位置Welding position 1F 接头形式简图Drawing t 40mm (同报告接头简图)施焊技术Welding technology/预热温度Preheating temperature100℃层间温度Interpass temperature< 250C°焊后热处理Post weld heat treatment/ 后热处理Post-welddehydrogenation treatment/清根方法Method of back gouging/保护气体Protective gas 80%Ar+80%CO2层Layer焊接方法process焊材牌号Weldingmaterial焊材规格Type电流种类及极性Type ofcurrent/polarity电流Current(A)电压Voltage(V)焊接速度Weldingspeed(cm/min)喷嘴直径Nozzlediameter1 GMAW ER50-6 φ1.2 DCEP 200-210 22-23 30 202 GMAW ER50-6 φ1.2 DCEP 200-220 22-24 35 20 3-4 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 35 20 5-6 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 40 20 7-9 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 45 20 9-n GMAW ER50-6 φ1.2 DCEP 280-300 30-32 45 20焊接工艺评定外观检验记录表。
古城副井行政办公楼钢结构挑檐手工电弧焊焊接工艺评定报告编制部门:编制:审定:批准部门:批准:手工电弧焊焊接工艺评定报告1.评定材质:16M n钢材评定厚度δ=36mm2.评定目的:为了验证施焊中的焊接工艺性的正确性。
3. 评定接头形式:背部带衬板的组合焊缝。
衬板和腹翼板应根据拼点规定,点焊牢固,每一边都有拼点焊缝。
施焊分9层焊接,采用直线运条,当焊宽超过3-4φ焊时采用分道焊。
其中φ焊为焊条直径。
4.参数选择:打底层:φ3.2mm E5015 I=120±10(A) U=22±2(v) V=10±1c m/min其余层:φ4mm E5015 I=190±10(A) U=22±2(v) V=13±1m/h 随着焊缝宽度增加,对焊速可作相应的调整.焊接材质都选用J506或J507焊接.5. 极性及电流种类;选用交流弧焊机(J506)6. 检测:Ⅰ主控项目焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬伤、未焊满、根部收缩等缺陷。
2、不允许有表面裂纹、夹渣、未焊透、焊缝宽度,应盖边每边2-4㎜,平缓过渡,飞溅应清除干净。
3、力学试验:取试件进行力学试验,应符合建筑工程试验、检验标准。
焊接工艺评定报告编号:001评定项目:手工电弧焊焊接方法:手工电弧焊焊接工艺评定人:赵海职称:职务:负责评定单位:山西宏图建设工程有限公司填写评定日期:2012年11月18日批准人:职称:职务:批准评定报告单位:批准评定日期:2012年5月18日接头:接头形式:组合焊缝衬垫(有、无):背部采用如图衬垫衬垫材料:A3其它:摭点时拉开母材:类别号:Ⅱ级别号:1 牌号:16Mn 厚度:36 与类别号:Ⅱ级别号:1 牌号:16Mn 厚度:36 相焊接其它:焊接材料:焊条牌号:J507 规格:φ4(φ3.2)mm焊接位置:对接接头焊缝位置:平焊缝焊接方向:两侧一致其它:预热、层间、后热温度:(手工焊、埋弧焊)预热温度:层间温度:后热温度:时间:焊后消除内应力热处理:不作焊后消应焊接规范:焊缝层次焊接方法填充金属焊接电流电弧电压范围V焊接速度mm/min线能量J 牌号直径mm极性电流A第一层手工电弧焊J507 φ3.2直流反接110+130(注)22-24 不允许有另外层手工电弧焊J507 φ3.2直流反接110+130 22-24 不允许有注:底层电流要求两侧熔透并不击外观检查结论:试样编号外观发现缺陷情况评定结果无损探伤结论:冲击试验结论:抗拉伸试验结论:弯曲试验结论:硬度试验结论:试验单位试验报告编号其它检验项目及结论:试样编号试验单位试验报告编号综合评定结论本工艺评定合格日期评定人贾军政施焊日期代号填表日期审核日期标准化日期批准日期5.参考书目文献1.钢结构工程施工质量验收规范……………中华人民共和国建设部2.《焊接手册》上、中、下…………………………机械工业出版社3.《金属结构》……………………………………水力电利出版社4.《金属结构的电弧焊》…………………………机械工业出版社5.《焊接质量管理及检验》…………………………机械工业出版社浙江省水电建筑机械有限公司焊缝超声波探伤报告JL/CX13-13 报告编号9931委托单位:报告日期99 年 5焊缝编号缺陷位置深度mm批示长度mm波幅DB评定记录返修备注均为Ⅰ级检验等级:○A √B ○C检验焊缝总长:300 mm,一次返修总长:mm二次返修总长:mm,同一部位次返修后合格结论:√合格○不合格探伤员:审核:年月日浙江省水电建筑机械有限公司超声波探伤部位图JL/CX13-14 报告编号3.5手工电弧焊16Mn中厚板对接试验1.评定材质:16Mn钢材评定厚度δ=36㎜2.评定目的:为了验证施焊中拟定的焊接工艺性的正确性。